
- check for cracks and corrosion. Check for stripped threads in threaded holes. If necessary, clean and restore the threaded elements with taps of the required size;
- inspect the surface of the engine cylinder mirror for scoring. Keep in mind: if the damage is at an early stage, then you can restore the block by boring the cylinder;
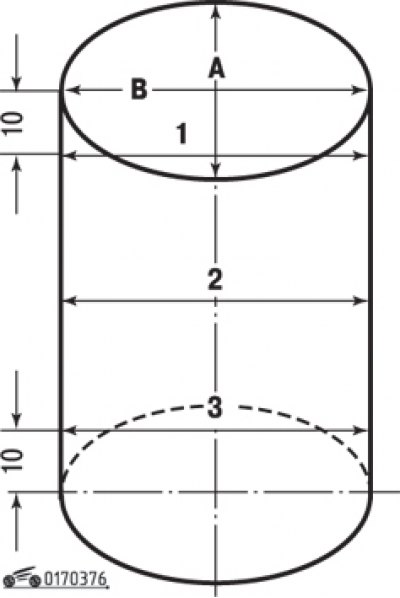
Pic. 3.76. Scheme for measuring cylinder diameter
- using an inside gauge, take three measurements in the same plane as the axis of the crankshaft: at the top of the cylinder surface approximately 10 mm below the wear ridge, at the middle part of the cylinder and one more at a point located approximately 10 mm above the lower edge of the cylinder surface (pic. 3.76). Then rotate the bore gauge 90°so that it is perpendicular to the plane passing through the axis of the crankshaft and repeat the measurement. Compare all six values obtained with those given in Table. 3.4. If the difference in diameter between any two cylinders exceeds the wear limit, or if either cylinder exceeds the maximum diameter, reboring the cylinder block;
- compare the previous measurements of the pistons with the measurements taken and conclude that it is necessary to bore the block or replace the pistons. If the cylinders and pistons are in a satisfactory condition and their dimensions do not go beyond the established limits, you can limit yourself to replacing the piston rings;
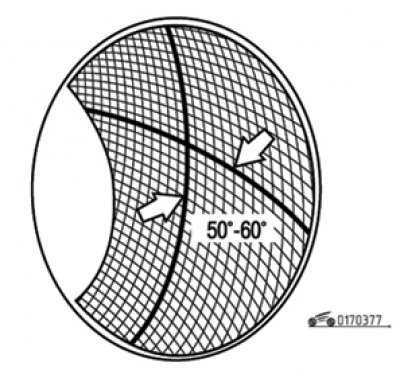
Pic. 3.77. Drawing on the mirror of the cylinder after honing
- for better running-in of the rings, it is recommended to honing the cylinders. This processing is carried out by an abrasive tool, which, during its movement, forms a cylinder mirror on the surface «hatching» (pic. 3.77). Although it is believed that this work can be performed by a non-professional, it is strongly recommended that it be carried out at a service station that has the necessary equipment;
- If, for any reason, engine assembly is delayed, treat the block with engine oil to prevent rust formation. It should be stored in a dry place, protected from dust and dirt;
- as described for the cylinder head, check the surface of the block mating with the cylinder head in two directions. The manufacturer does not indicate the maximum allowable value, but a non-flatness of not more than 0.05 mm can be taken as a guideline.