
Малюнак 3.68. Маркіроўка дыяметраў шыек карэнных падшыпнікаў на процівагу каленчатага вала (1)
Прамыйце каленчаты вал газай ці іншым прыдатным растваральнікам. Высушыце яго па магчымасці сціснутым паветрам. Прачысціце змазачныя адтуліны дротам і прадуйце сціснутым паветрам. На процівагу з боку шкарпэткі вала ёсць маркіроўка, па якой можна вызначыць дыяметры шыек карэнных падшыпнікаў (Малюнак 3.68). Расшыфроўка маркіроўкі прыведзена ў табл. 3.5.
Табліца 3.5. Расшыфроўка маркіроўкі на каленчатым вале

Агледзіце карэнныя і шатунныя шыйкі на наяўнасць зносу, расколін, задиров, электрахімічнай карозіі. Калі такія прыкметы выяўлены, прашліфуйце каленчаты вал на спецыялізаванай станцыі тэхнічнага абслугоўвання.
У гэтым выпадку будзе неабходна ўстаноўка новых укладышаў адпаведнага рамонтнага памеру.
З дапамогай мікраметра вымерайце дыяметр кожнай з апорных шыек у некалькіх месцах. Параўнайце вынікі замераў са значэннямі, прыведзенымі ў табл. 3.3. Пры зносе шыек больш за 0,025 мм каленчаты вал варта перашліфаваць пад рамонтны памер.
Калі вымярэнні, зробленыя з інтэрвалам 90°, даюць розныя значэнні дыяметра, тое гэта азначае наяўнасць овальности карэннай шыйкі. Несупадзенне дыяметраў, вымераных у розных кропках па даўжыні карэннай шыйкі, паказвае на наяўнасць конуснасці шыйкі. Як і ў папярэднім выпадку, неабходна шліфоўка з наступнай усталёўкай укладышаў рамонтнага памеру.
Праверце паверхні, спалучаныя з ушчыльняльнымі абшэўкамі каленчатага вала. Калі на іх значныя задзіракі або пашкоджанні, звернецеся да адмыслоўца за кансультацыяй аб прыдатнасці да наступнага выкарыстання каленчатага вала.
З дапамогай V-вобразнай прызмы і стрелочного індыкатара вымерайце радыяльнае біццё каленчатага вала. Максімальна дапушчальнае радыяльнае біццё складае не больш за 0,05 мм. Калі біццё перавышае гэтае значэнне, звернецеся да адмыслоўца за кансультацыяй аб прыдатнасці каленчатага вала да наступнага выкарыстання.
Агляд укладышаў карэнных і шатун падшыпнікаў
Нават калі вы плануеце выкарыстоўваць новыя ўкладышы, што настойліва рэкамендуецца, адразу ж пасля зняцця не выкідвайце старыя, бо іх дбайны агляд можа даць каштоўную інфармацыю аб стане рухавіка і прычынах узніклых няспраўнасцяў. Прыкметы асноўных дэфектаў можна ўбачыць на малюнку 3.69.
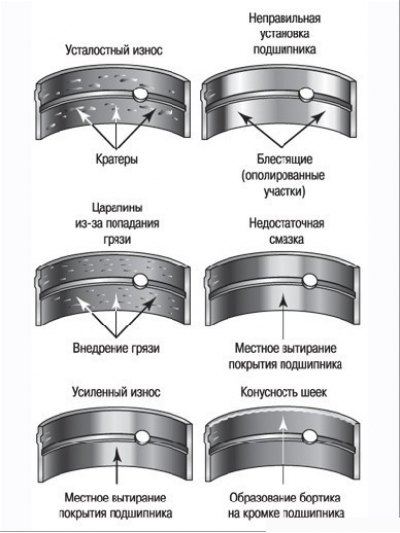
Малюнак 3.69. Асноўныя віды пашкоджанняў укладышаў падшыпнікаў
Пашкоджанні, выкліканыя трапленнем старонніх часціц у рухавік, выглядаюць як падоўжныя рыскі на карэнных і шатунных укладышах. Абразіўныя часціцы часам застаюцца ў дэталях рухавіка пасля аднаўленчага рамонту, асабліва калі дэталі не былі старанна вычышчаны з ужываннем належных спосабаў. Часта гэта металічныя часціцы, якія з'явіліся пасля механічнай апрацоўкі і ў выніку зносу рухавіка па меры эксплуатацыі. Яны могуць патрапіць у алей, а з яго, прайшоўшы праз фільтры, - у падшыпнікі. Лепшы спосаб прадухіліць з'яўленне такіх пашкоджанняў бездакорная чысціня ўсіх дэталяў рухавіка як падчас зборкі, так і пры эксплуатацыі рухавіка.
Праводзіце, як паказана ў інструкцыі па эксплуатацыі, рэгулярную замену маторнага масла і фільтра.
Пашкоджанні з-за недахопу змазкі выглядаюць так, як быццам матэрыял укладыша пратэрт, выкрышаны ці выдушаны са сталёвай асновы. Чыннікам гэтага з'яўляюцца перагрэў, які выклікае разрэджванне алею (часта ўкладышы атрымліваюць сіняватае адценне), празмерная нагрузка (якая прыводзіць да выдушвання алею з пакрыцця падшыпніка і, як следства, выфарбоўвання і з'яўленню расколін). Недахоп змазкі можа таксама быць выкліканы празмернымі зазорамі ў алейнай помпе ці сталай эксплуатацыяй рухавіка пры высокай частаце кручэння, закаркаваннем каналаў сістэмы змазкі (ужыванне неадпаведнага алею, несвоечасовая яго замена).
Электрахімічная карозія ўкладышаў падшыпнікаў можа быць выклікана пастаяннымі паездкамі на невялікія адлегласці. У гэтым выпадку цяпла, выпрацоўваемага пры кароткай паездцы рухавіком, апыняецца нядосыць для выдалення вадзяной пары і выклікалых карозію газаў. Гэтыя рэчывы назапашваюцца ў маторным алеі, утворачы кіслату і адстой. Паколькі алей паступае да падшыпнікаў рухавіка, кіслата ўздзейнічае на матэрыял укладышаў і выклікае карозію.
Няправільная ўстаноўка ўкладыша пры зборцы таксама вядзе да яго адмовы. Занадта шчыльна ўсталяваныя ўкладышы пакідаюць недастатковыя працоўныя зазоры, што прыводзіць да дэфіцыту змазкі. Бруд або староннія часціцы, якія патрапілі на зваротны бок укладыша, прыводзяць да яго вылучвання і зносу. Таму не дакранайцеся да ўнутранай працоўнай паверхні ўкладышаў пальцамі пры зборцы - вы можаце падрапаць паверхню, якая патрабуе асцярожнага звароту, ці пакінуць на ёй часціцы бруду.
Як ужо згадвалася, пры любой разборцы рухавіка рэкамендуецца замяняць укладышы; паступаючы інакш, вы атрымліваеце толькі ўяўную эканомію.