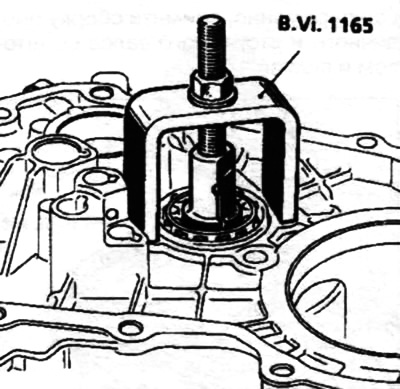
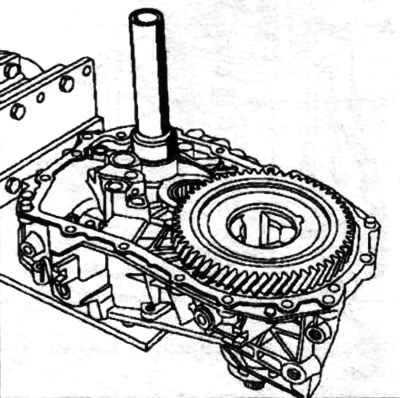
Install tool B. Vi. 1165 and remove the bearing.
Install the deflector and then press in the bearing, aligning it with the inside of the crankcase.
Chisel the bearing.
Remove the input shaft centering bearing using a 38 mm bushing.
Install the centering bearing using tool B. Vi. 1601.
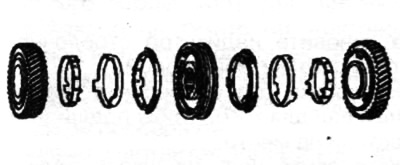
Removing gears
The bushings under the gears of the 2nd, 3rd, 4th gears are installed with an interference fit.
During assembly, they must be systematically replaced.
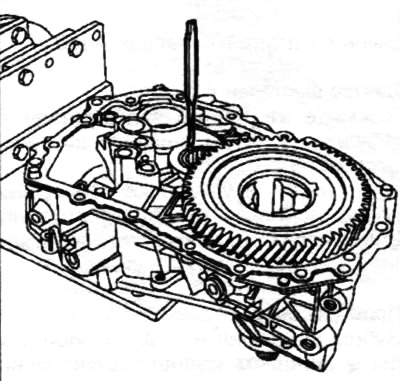
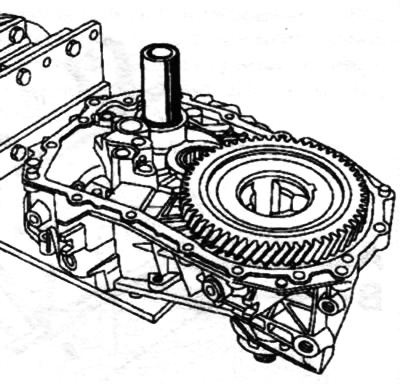
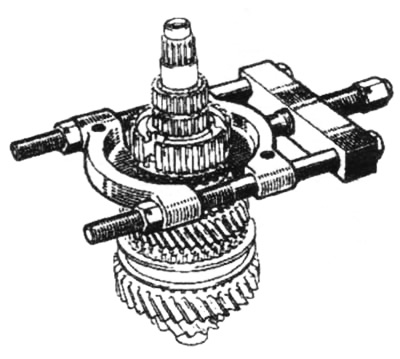
Using a press, remove the assembly «ring, hub and third gear». Rely on the teeth of the third gear clutch.
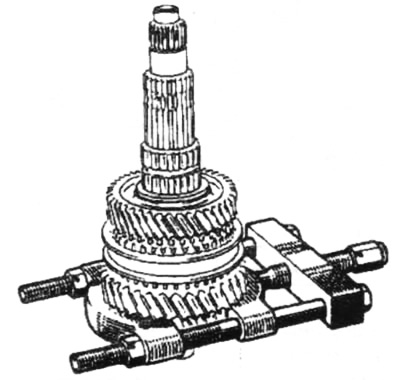
Using a press, remove the assembly «bushings and gears of 1st and 2nd gears, hub, gear coupling». Rely on the first gear for this.
Checking details
Gear and clutch teeth must not be excessively worn and must not have any nicks.
Also, make sure that the shaft surfaces and the inner surfaces of the gears do not show signs of friction or excessive wear. It is recommended to mark the position of the gear couplings relative to the hubs.
Gear group installation
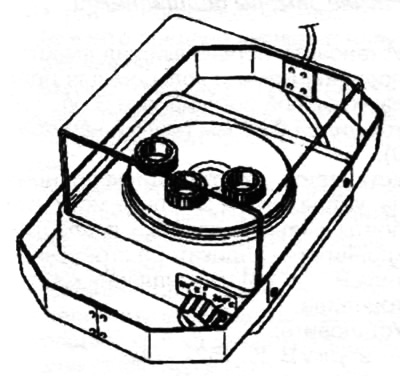
For assembly it is necessary to use a heating plate having a mode of 150°C.
Place new bushings on a cold hot plate. Warm them up for 15 minutes with the thermostat set to 150°C.
Bushing installation
Remove the bushing from the heating plate with tongs and install it on the shaft using a bushing with an inner diameter of 33 mm. Push it on until it hits the hub.
Note. The 1/2 gear synchronizer is a double cone, align the tabs of the synchronizer rings with the grooves of the hubs and gears.