
- kompresor klimatizácie;
- čerpadlo posilňovača riadenia;
- zostava generátora s montážnou konzolou;
- štartér;
- systém riadenia motora;
- káblové zväzky;
- sacie a výfukové potrubia;
- mierka oleja;
- držiaky motora;
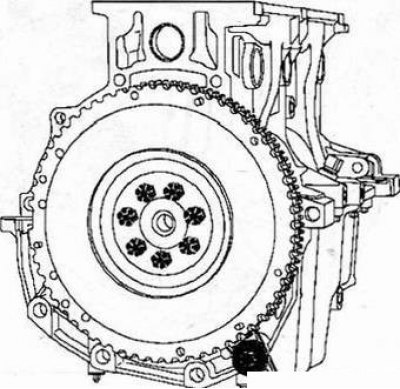
- zotrvačník alebo čelná doska (s automatickou prevodovkou).
Pre generálnu opravu z motora sú odstránené:
- hlava motora;
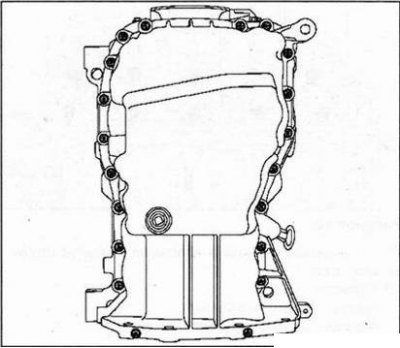
- vaňa na motorový olej;
- olejova pumpa;
- vodné čerpadlo;
- piesty spojené s ojnicami;
- kľukový hriadeľ.
Montáž motora sa vykonáva v opačnom poradí, ako je uvedené vyššie.
Procesy demontáže a montáže zložitých komponentov motora budú diskutované v príslušných podkapitolách.
Pred demontážou pripravte malé škatule alebo nádoby, do ktorých budú uchytené malé časti, ktoré sa majú odstrániť. Pomôže to uložiť ich na neskoršiu montáž. Po odstránení ďalšej časti nainštalujte upevňovacie prvky na svoje miesta (skrutky, matice, podložky), na urýchlenie procesu montáže a zachovanie závitov na dieloch. Náhradné diely si uschovajte pre porovnanie s novými. Označte polohu častí, ktoré sa majú odstrániť (farbou, rizikom alebo akýmkoľvek iným spôsobom), aby ste ich pri opätovnej montáži umiestnili na pôvodné miesto. Pred začatím demontáže dôkladne umyte vonkajšok motora petrolejom.
Umiestnite čistý motor na demontážny stojan.
1. Odstráňte: - zátky na koncoch vačkových hriadeľov, - zátku otvoru držiaka polohy TDC.
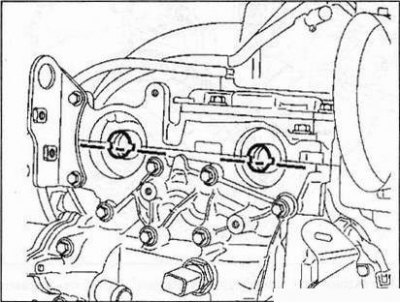
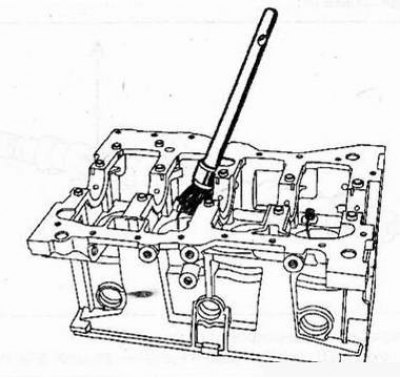
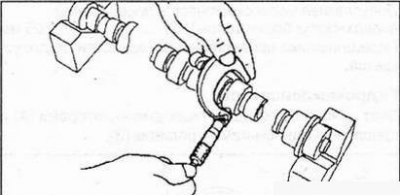
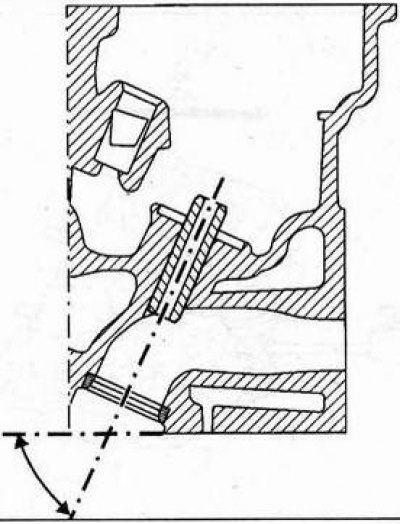
2. Nainštalujte vačkové hriadele drážkami nadol, ako je znázornené na obrázku nižšie.
4. Otočte kľukovým hriadeľom motora proti smeru hodinových ručičiek (z mechanizmu distribúcie plynu), kým kľukový hriadeľ nenarazí na poistný kolík TDC.
Drážky na koncoch vačkových hriadeľov musia byť vodorovné a posunuté smerom nadol vzhľadom na os, ako je znázornené na obrázku.
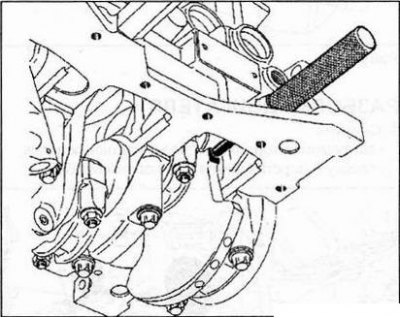
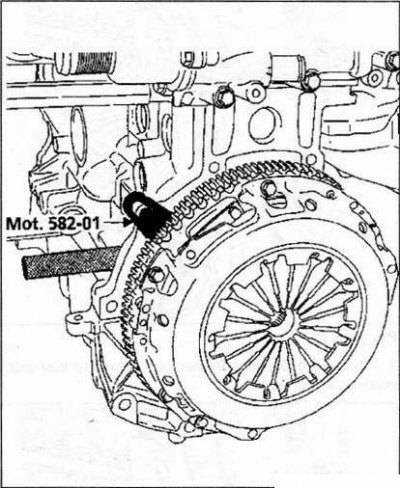
5. Nainštalujte zámok zotrvačníka (Mot. 582-01).
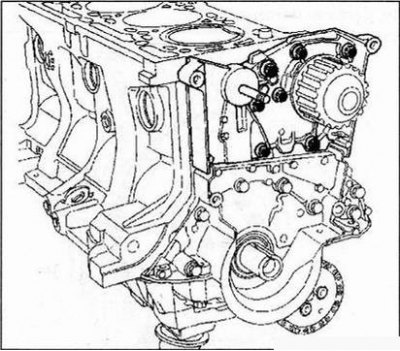
6. Odstráňte:
- remenica kľukového hriadeľa na pohon pomocných zariadení;
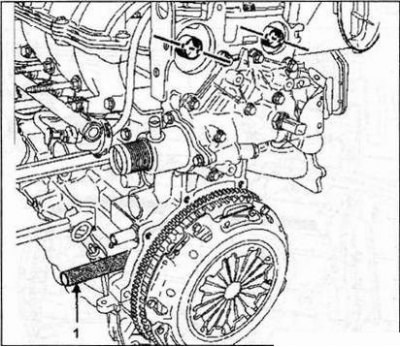
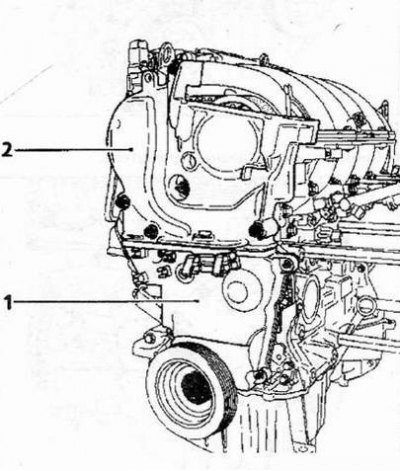
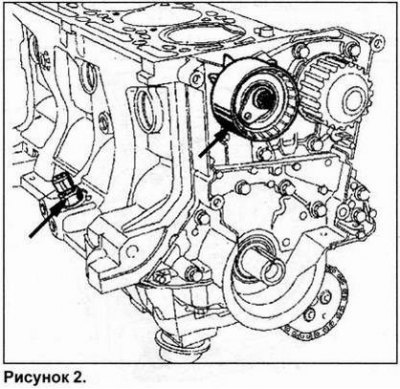
- stredný kryt rozvodového kolesa (1);
- horný kryt pohonu mechanizmu distribúcie plynu (2).
7. Uvoľnite maticu (3) na napínacom valci.
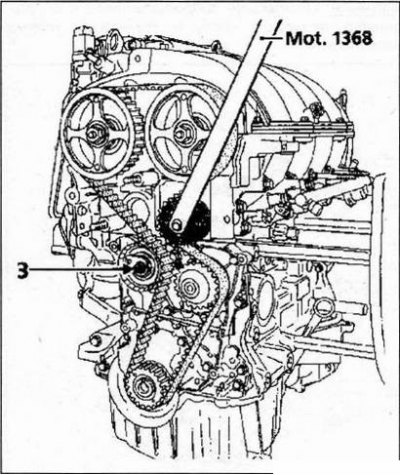
8. Odstráňte vodiaci valček pomocou nástroja Mot. 1368.
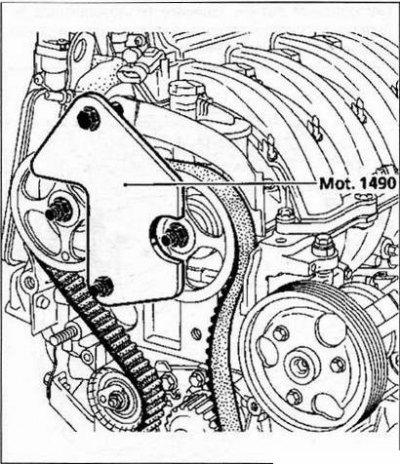
9. Odstráňte: rozvodový remeň; remenice vačkových hriadeľov pomocou nástroja Mot. 1490.
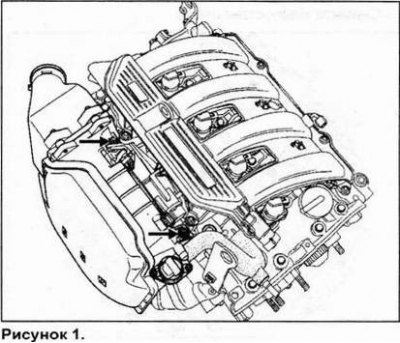
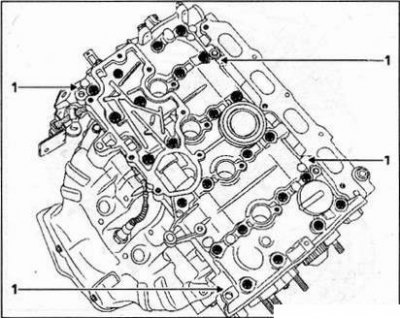
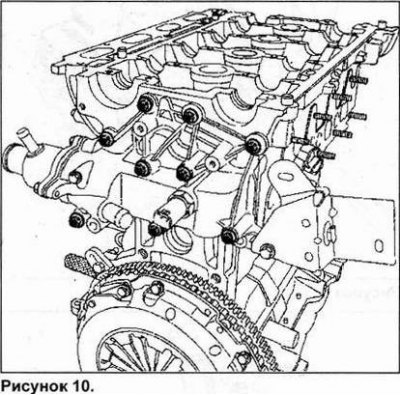
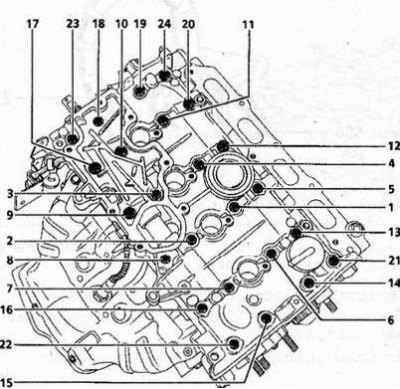
10. Odstráňte diely zobrazené na obrázkoch 1-12.
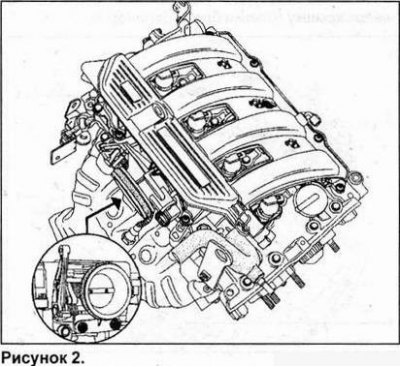
Odstráňte upevňovacie skrutky krytu vzduchového filtra a odstráňte kryt vzduchového filtra.
Odskrutkujte dve upevňovacie skrutky škrtiacej klapky a vyberte sacie potrubie vzduchu.
Odstráňte zapaľovacie cievky.
Obrázok 3 | 
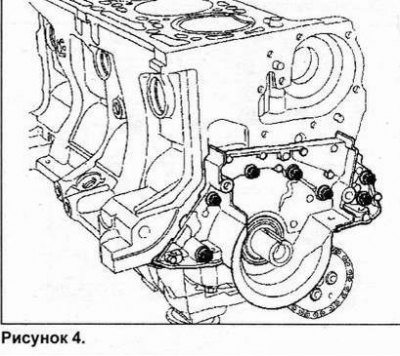
Obrázok 4 |
Odstráňte 24 skrutiek zaisťujúcich kryt hlavy valcov a potom poklepaním medeným kladivom na výstupky (1), odstráňte kryt hlavy valcov zvisle nahor.
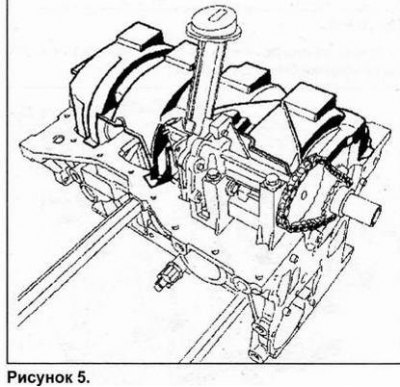
Obrázok 5
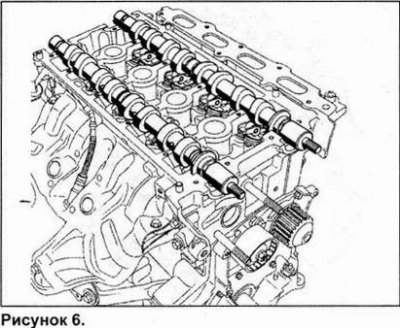
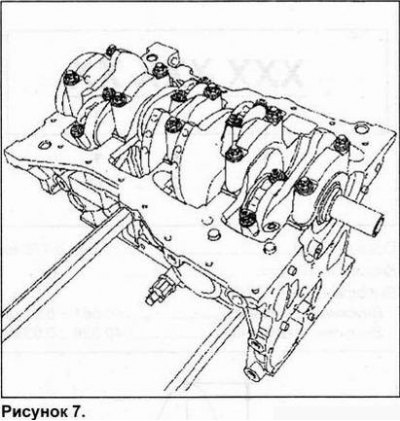
Demontujte sacie a výfukové vačkové hriadele.
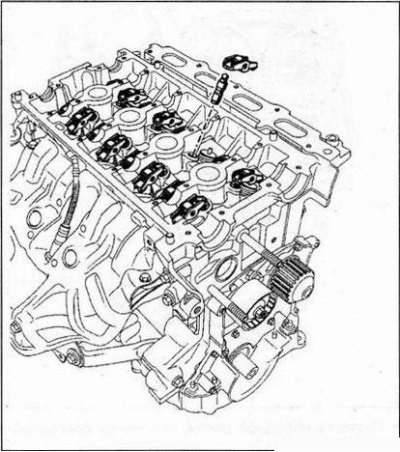
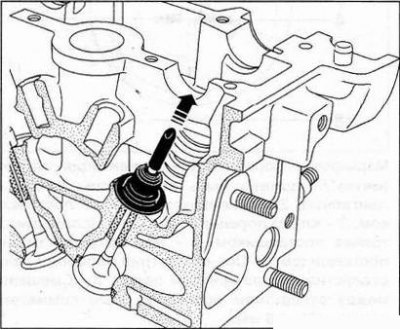
Odstráňte vahadlá a hydraulické posúvače.
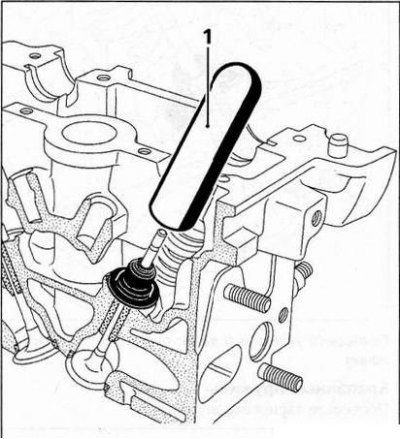
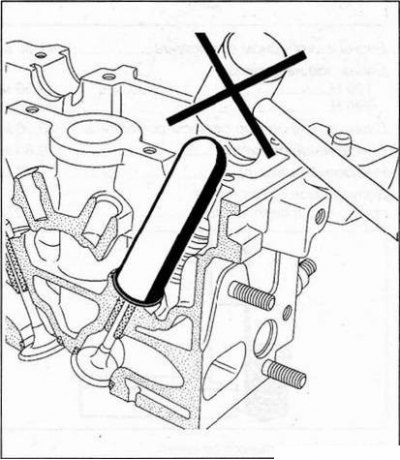
Upozornenie: Hydraulické zdvíhadlá umiestnite do zvislej polohy, aby ste zabránili úniku oleja z nich.
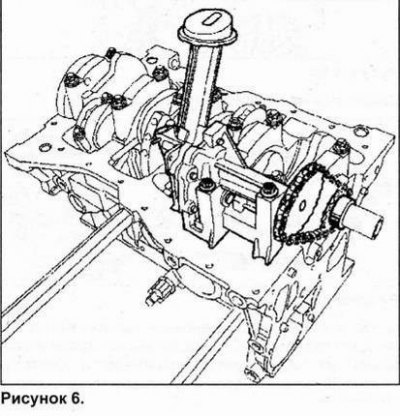
Obrázok 7
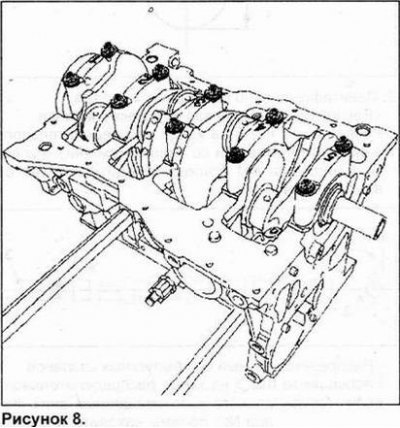
Odskrutkujte dve upevňovacie skrutky vzpery katalyzátora a odstráňte vzperu katalyzátora (pozri obr. 8).- Pomocou nástroja Mot. 1495 odstráňte kyslíkový senzor; odstráňte tepelné štíty výfukového potrubia a vnútornú vložku rozvodovej skrine (pozri obr. 8).
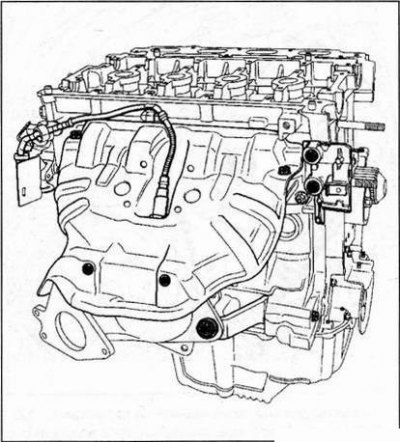
Obrázok 9
Odstráňte odnímateľnú časť chladiaceho plášťa na konci hlavy valcov.
Odstráňte palivovú lištu.
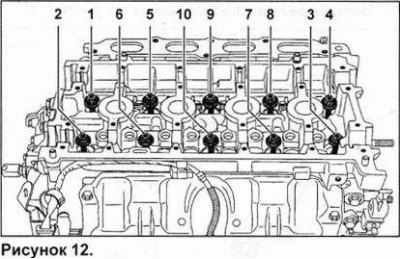
Uvoľnite 10 skrutiek hlavy valcov rovnomerne, v niekoľkých prechodoch, v poradí znázornenom na obrázku. Odstráňte hlavu valcov a tesnenie hlavy valcov.
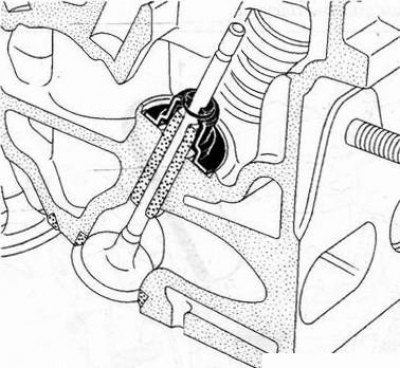
11. Pomocou sťahováka ventilov stlačte pružiny ventilov.
12. Odstráňte: praskliny ventilových pružín; horné dosky ventilových pružín; ventilové pružiny; ventily; vedenie ventilu utesnenie drieku ventilu pomocou klieští Mot. 1335.
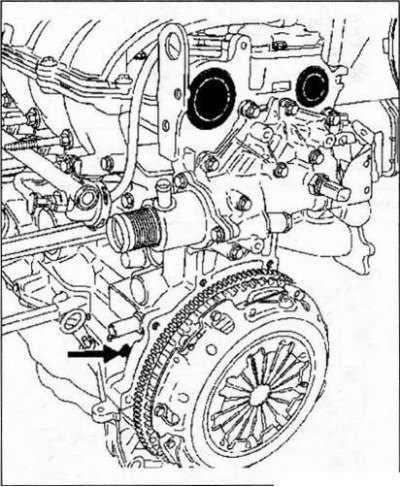
13. Demontujte skriňu a kotúč hnanej spojky.
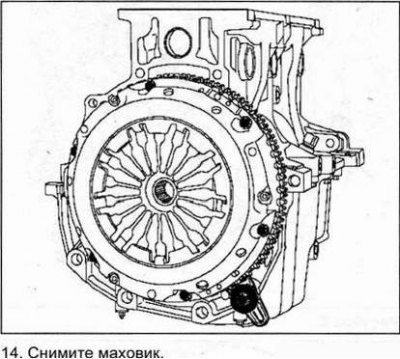
Obrázok 1.
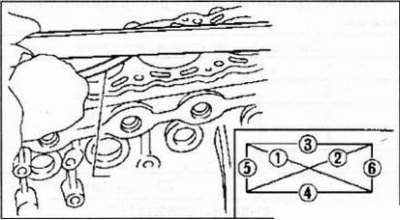
Upozornenie: Aby ste predišli prasknutiu ojníc, nepoužívajte na označenie uzáverov ojníc vo vzťahu k ojniciam dierovač. Na tento účel použite nezmazateľný fix.
Odstráňte uzávery ložísk kľukového hriadeľa (sú očíslované od 1 do 5).
Upozornenie: Je veľmi dôležité označiť polohu ložísk kľukového hriadeľa, pretože môžu byť v rôznych veľkostných skupinách pre každé ložisko.
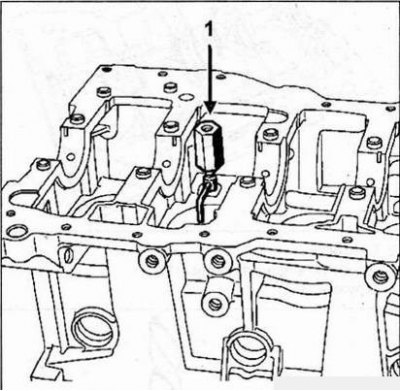
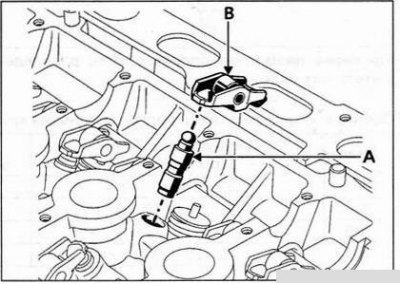
Demontáž trysiek na chladenie dna piestov1. Vystružujte trysky na chladenie korún piestov (1) vrták s priemerom 7 mm.
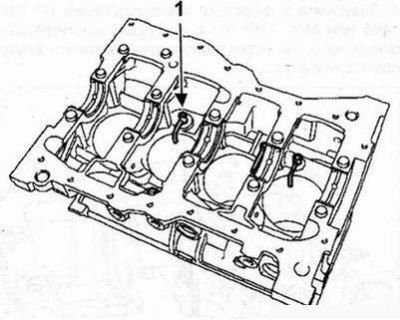
2. Odstráňte: tlačné puzdro pružiny (1); jar (4).
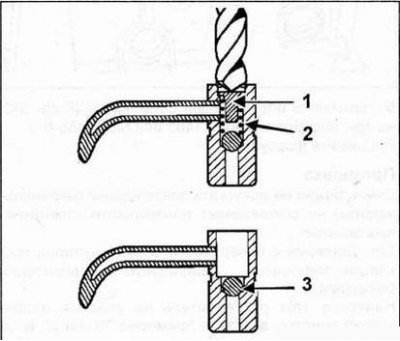
Pozor: Neodstraňujte loptu (3), aby sa triesky nedostali do olejového kanála.
3. Kovové piliny odstráňte kefou.
4. Zabaľte prípravok do trysiek (1) (Mot. 1485 alebo Mot. 1485-01) so 6 mm šesťhranným kľúčom (kľúč musí byť vložený do zariadenia).
5. Naskrutkujte sťahovák (1) (Emb. 880) o adaptácii (Mot. 1485 alebo Mot. 1485-01).
6. Odstráňte trysky.
Splachovanie
Je veľmi dôležité vyhnúť sa poškodeniu (škrabance, škrabance) na lícovaných plochách hliníkových dielov.
Na odstránenie zvyškov starého tesnenia z povrchu použite špeciálne rozpúšťadlo Decapjoint.
Naneste toto rozpúšťadlo na oblasť, ktorá sa má čistiť, počkajte približne 10 minút a potom odstráňte zvyšné tesnenie drevenou špachtľou.
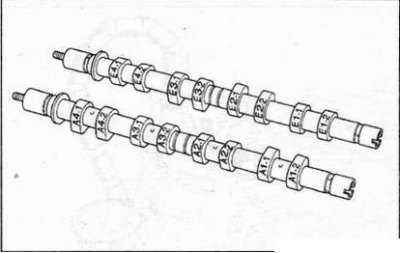
Vačkové hriadele
1. Vačkové hriadele sú označené značkami (A).
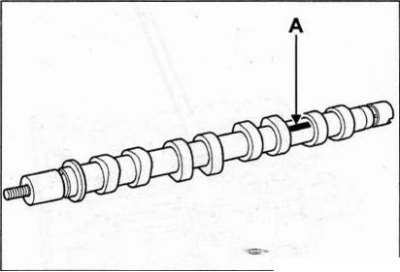
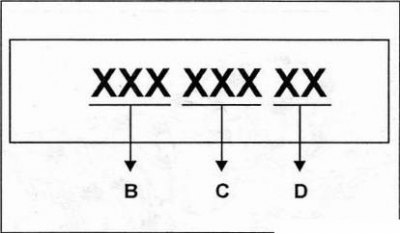
Detaily značenia (A):
- - štítky (IN) A (S) určené len pre dodávateľa;
- štítok (D) slúži na identifikáciu vačkových hriadeľov: AM - sací vačkový hriadeľ; EM - vačkový hriadeľ výfuku.
- Axiálna vôľa - 0,08 - 0,178 mm
- Počet podpier - 6
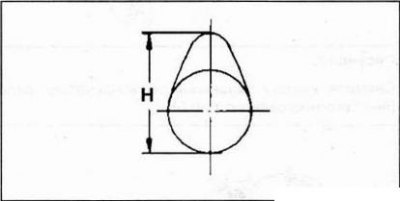
- Výška čeľuste "H":
- Vstupné ventily - 40,661±0,03 mm
- Výfukové ventily - 40,038±0,03 mm
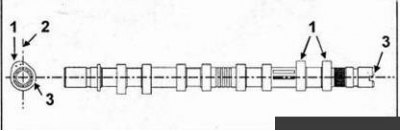
2. Identifikácia podľa polohy vačiek. - Vstupný vačkový hriadeľ. Umiestnite drážku 3 na konci vačkového hriadeľa vodorovne a presadte smerom nadol. Vačky 1 valca č. 1 musia byť umiestnené naľavo od zvislej osi 2.
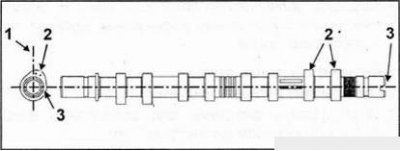
Vačkový hriadeľ výfuku. Umiestnite drážku 3 na konci vačkového hriadeľa vodorovne a presadte smerom nadol. Vačky 2 valca č. 1 musia byť umiestnené napravo od zvislej osi 1.
Tabuľka. Priemer ložísk vačkového hriadeľa v hlave valcov
| strana zotrvačníka | |
| 1 | |
| 2 | |
| 3 | 25+0,061 +0,04 mm |
| 4 | |
| 5 | |
| 6 | 28+0,061 +0,04. mm |
| Strana pohonu časovania | |
Kontrola priemerov ložísk vačkového hriadeľa v hlave valcov.
Tabuľka. Priemer hrdla vačkových hriadeľov
| strana zotrvačníka | |
| 1 | |
| 2 | |
| 3 | 250 -0,021 mm |
| 4 | |
| 5 | |
| 6 | 280 -0,021, mm |
| Strana pohonu časovania | |
A 4-1 = Vstupný ventil valca 4 a vačka #1.
E 4 -1 = Výfukový ventil valca 4 a vačka #1.
Kontrola koncovej vôle vačkového hriadeľa Namontujte späť: - vačkové hriadele do správnej polohy, - kryt hlavy valcov; utiahnite skrutky jeho upevnenia (poradie a uťahovacie momenty pozri tabuľku "Poradie uťahovania skrutiek krytu hlavy valcov").
Skontrolujte koncovú vôľu, ktorá by mala byť medzi 0,08-0,178 mm.
Kontrola priemerov ložiskových čapov vačkových hriadeľov.
Tabuľka. Poradie uťahovania skrutiek krytu hlavy valcov
| Etapa | Postupnosť uťahovania skrutiek | Postupnosť uvoľňovania skrutiek | Krútiaci moment (Nm) |
| №1 | 22-23-20-13 | - | 8 |
| №2 | 1 až 12, 14 až 19, 21 až 24 | - | 12 |
| №3 | - | 22-23-20-13 | - |
| №4 | 22-23-20-13 | - | 12 |
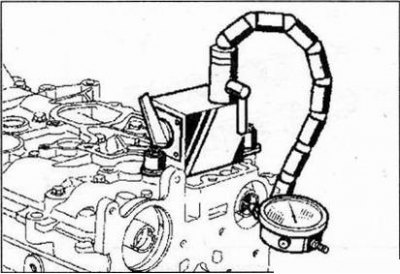
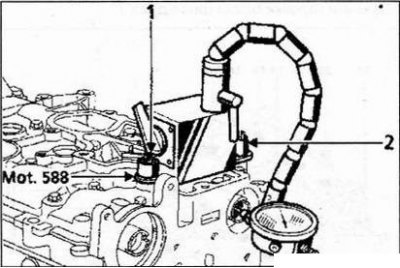
Poznámka: Na pripevnenie držiaka magnetického indikátora na hlavu valca použite nástroj Mot. 588 a zaistite ho montážnymi skrutkami (1) olejová vaňa a puzdrá (2) s nižšie uvedenými rozmermi:
- vonkajší priemer 18 mm;
- priemer otvoru na skrutku (1) 9 mm;
- výška 15 mm.
Znova odstráňte kryt hlavy valcov a vačkové hriadele.
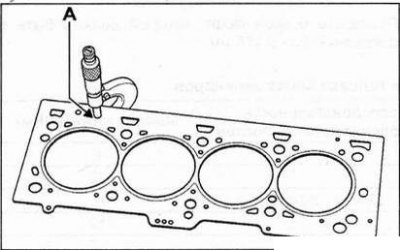
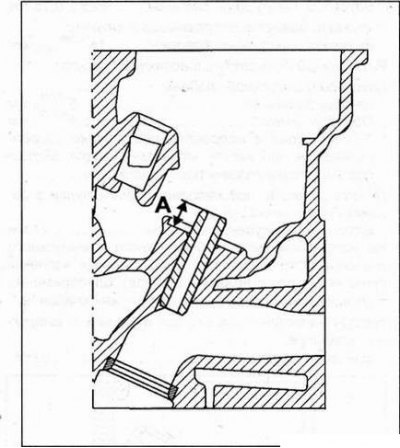
Tesnenie hlavy valcov Hrúbka tesnenia hlavy valcov sa meria pri (A).
Hrúbka tesnenia hlavy:
- Hrúbka nového tesnenia je 0,96±0,06 mm
- Hrúbka zvlneného tesnenia je 0,93±0,06 mm
Hlava motora
Výška "H" hlavy valcov - 137 mm
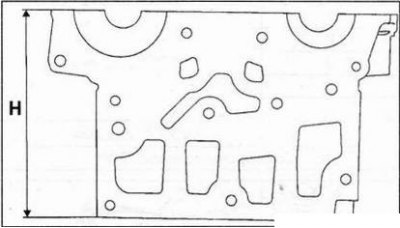
Prípustná nerovnosť spojovacej plochy hlavy valcov je 0,05 mm.
Prebrúsenie protiľahlej plochy nie je povolené Skontrolujte hlavu valcov, či nie sú prasknuté.
Uťahovacie momenty zástrčky - 25-30 Nm
Blok valcov
Skontrolujte rovinnosť spojovacej roviny pomocou pravítka a sady tykadiel.
Prípustná nerovnosť spojovacej plochy bloku valcov je 0,03 mm.
Obnova spojovacej plochy nie je povolená.
Hydraulické zdvihákyTento motor je vybavený hydraulickými zdvihákmi (A) a jednoramenné páky s valčekom (IN).
Ventily
Zdvih ventilu:
- Nasávací ventil - 9,22 mm
- Výfukový ventil - 8,075 mm
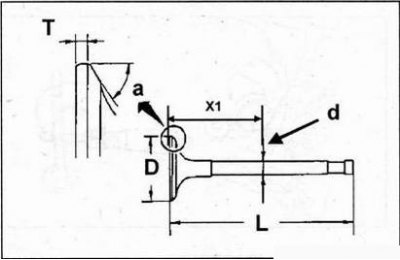
Priemer tyče "d" (merané na diaľku "X1"):
- X1 (vstupný ventil) - 75,14±0,35 mm
- Vstupný ventil - 5,484±0,01 mm
- X1 (Výfukový ventil) - 77,5±0,35 mm
- Výfukový ventil - 5,473±0,01 mm
Priemer taniera "D":
- Vstupný ventil - 32,7±0,12 mm
- Výfukový ventil - 27,96±0,12 mm
Uhol skosenia:
- Vstupné a výstupné ventily - 90°15'
Dĺžka ventilu "L":
- Vstupný ventil - 109,32 mm
- Výfukový ventil - 107,64 mm
Hrúbka hlavy "T":
- Vstupný ventil - 1,15mm
- Výfukový ventil - 1,27 mm
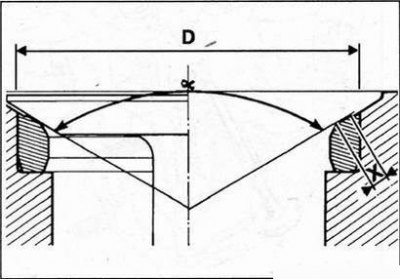
Sedlá ventilov
Uhol sedadla α:
- Vstupné a výstupné ventily - 89°
Šírka skosenia X:
- Nasávací ventil - 1,3+1,4 mm
- Výfukový ventil - 1,41 '3 mm
Vonkajší priemer D:
- Vstupný ventil - 33,542±0,006 mm
- Výfukový ventil - 28,792±0,006 mm
Vodidlá ventilov
dĺžka:
- Vstupné a výstupné ventily - 40,5±0,15 mm
Vonkajší priemer vodiaceho puzdra:
- Vstupné a výstupné ventily - 11+0,068 +0,05mm
Vnútorný priemer vodiaceho puzdra:
- Vstupné a výstupné ventily:
- Neošetrené - 5+0,075 mm
- Hotové* - 5,5+ 0,018 mm
* Otvor vo vodiacej objímke sa vystruží na zadaný rozmer po vtlačení objímky do hlavy valca. Priemer vodiaceho puzdra v hlave valca:
- Vstupné a výstupné ventily - 11 mm
Na vodiacich puzdrách sacích a výfukových ventilov sú namontované uzávery stieračov oleja (tesnenia drieku ventilov), ktoré súčasne slúžia ako spodné podpery pre ventilové pružiny.
Sklon vedenia vstupného a výfukového ventilu: Vstupný ventil - 63°30'
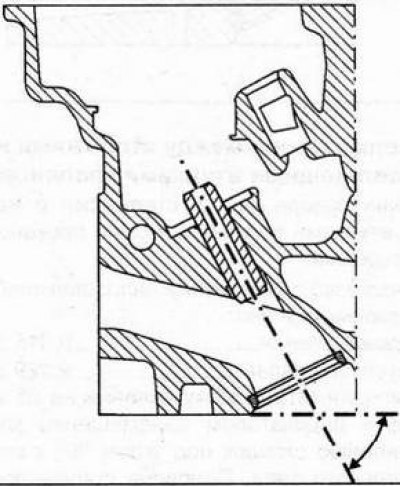
Výfukový ventil - 66°
výkon "A" vodidlá vstupných a výfukových ventilov - 11±0,15 mm
Kontrola vôle medzi driekmi a vodiacimi prvkami ventilov Existujú dva spôsoby, ako skontrolovať vôľu medzi driekmi a vodiacimi puzdrami uzáverov.
Menovitá vôľa medzi vedením ventilu a driekom ventilu:
- Vstupný ventil - 0,015±0,048 mm
- Výfukový ventil - 0,029±0,062 mm
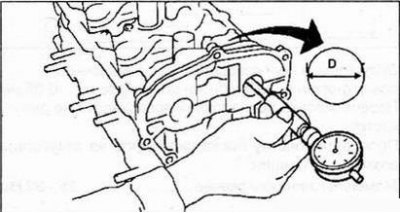
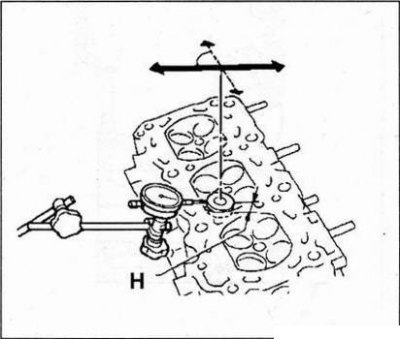
1. Zdvihnite hlavu ventilu o 25 mm, potom zmerajte pohyb ventilu v smere šípok pod uhlom 90°k osi vačkového hriadeľa s ukazovateľom. Polovica získanej hodnoty udáva hodnotu vôle medzi driekom ventilu a vedením ventilu.
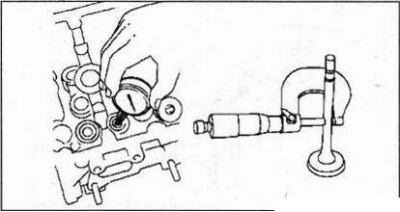
2. Odmerajte priemer drieku ventilu a vnútorný priemer vodiaceho puzdra.
Tesnenia drieku ventilu Na montáž tesnení drieku ventilu použite nástroj Mot. 1511.
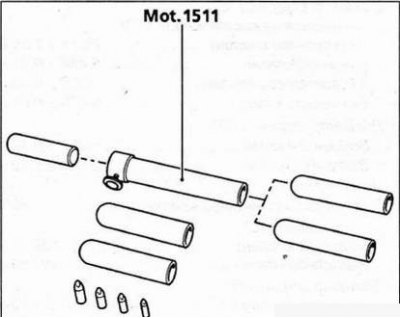
Poznámka: Tesnenia drieku ventilu pred inštaláciou nemažte olejom.
Inštalácia nových tesnení drieku ventilu Vložte ventil do hlavy valca.
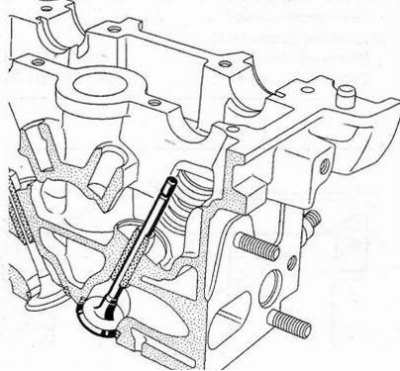
Pripojte hrot Mot. 1511 pre driek ventilu (vnútorný priemer hrotu sa musí líšiť od priemeru tyče).
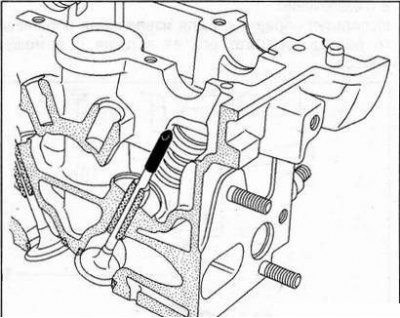
Držte ventil pritlačený k sedlu. Nainštalujte tesnenie drieku ventilu (nenaolejované) na špičke
Stlačte tesnenie drieku ventilu, kým sa neodlepí od hrotu, a potom hrot vyberte.
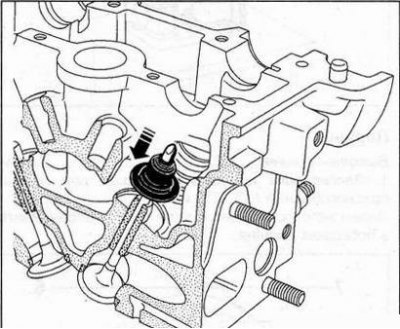
Nainštalujte posúvač (1) na olejovom tesnení drieku ventilu.
Poznámka: Vnútorný priemer zdvihátka sa musí zhodovať s priemerom drieku ventilu. Okrem toho by spodná časť zdvihátka mala čiastočne priliehať k olejovému tesneniu drieku ventilu, ktoré slúži ako spodná oporná podložka pre pružinu ventilu.
Vymeňte olejové tesnenie poklepaním na hornú časť zdvihátka dlaňou, kým sa olejové tesnenie nedostane do kontaktu s hlavou valca.
Opakujte vyššie uvedené kroky pre všetky ventily.
Ventilové pružiny
Skontrolujte kalibráciu pružiny.
Voľná dĺžka - 41,30 mm
Dĺžka nabitia:
- 190 N - 34,50 mm
- 590 N - 24,50 mm
Úplne zložená dĺžka - 23,20 mm
Vnútorný priemer - 18,80 mm
Vonkajší priemer - 27 mm
Prípustná odchýlka pružiny od vertikály - 1,2 mm
Oválny drôt.
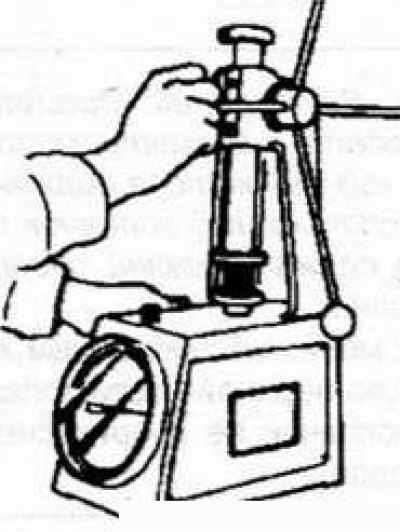
Demontáž piestnych čapov Piest umiestnite do stojana v tvare V tak, aby bol piestny čap zarovnaný s otvorom na jeho vybratie.
Pomocou tŕňa (1) na odstránenie piestneho čapu ho vyberte z piestu pomocou lisu.
Piesty
Výška piestu - 46,5 mm
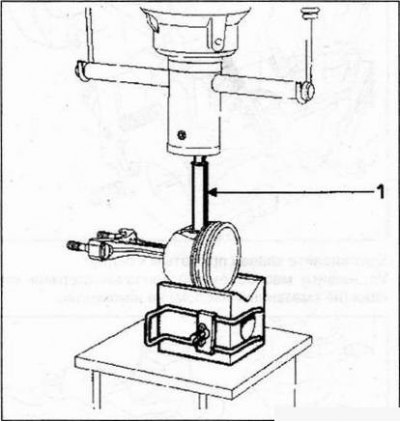
1. Zatlačenie piestneho čapu pomocou nástrojov A13, C13 a B10. Čap je vtlačený do ojnice a otáčaný v nálitkoch piestov.
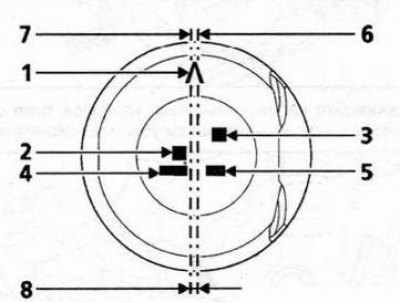
Označenie piestov. 1 - Orientácia piestu (štítok"L" musí byť na strane zotrvačníka motora), 2 - Používa len dodávateľ, 3 - Trieda piestu (A-B-C), 4 - Len dodávateľské použitie, 5 - Len dodávateľské použitie, 6 - Os symetrie piestu, 7 - Os vŕtania piestu, 8 - Odsadenie medzi vŕtaním nápravy (7) a os symetrie piesta (6) - 0,8 mm.
Tabuľka. Rozmerové skupiny piestov a valcov bloku
| Označenie veľkosti piestu | Priemer piestu, mm | Priemer valca, mm |
| A | 79,470 - 79,479 | 79,500 - 79,509 |
| IN | 79,480 - 79,489 | 79,510 - 79,519 |
| S | 79,490 - 79,500 | 79,520 - 79,530 |
Pozor: Je potrebné dodržať priemery piestov a valcov.
Poloha otvoru "T" vo vzťahu ku spojovacej ploche bloku valcov umožňuje určiť veľkostnú skupinu pre každý valec a tým aj priemer príslušného piesta (pozri tabuľku zhody nižšie).
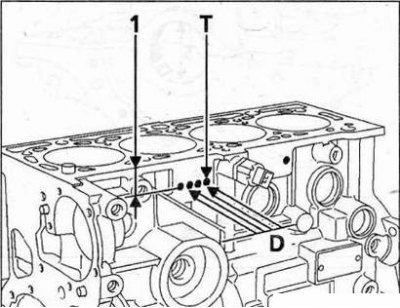
Oblasť označenia zahŕňa. 1 - na označenie veľkostnej skupiny (A, B alebo C), D - koreluje veľkostnú skupinu s číslom valca.
Tabuľka. Označenie rozmerových skupín blokových valcov
| Pozície T otvorov | Veľkostná skupina |
| 1 = 17 mm | A |
| 2 = 27 mm | IN |
| 3 = 37 mm | S |
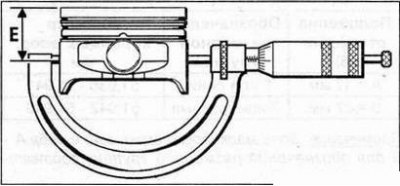
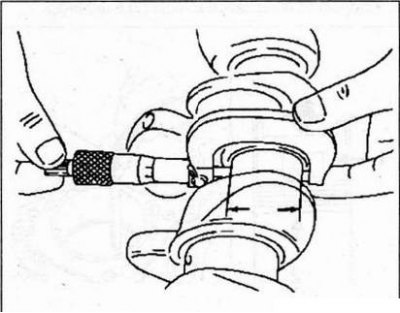
2. Meranie priemeru piesta Meranie priemeru sa musí vykonať vo vzdialenosti E.
- E - 45,7±0,01 mm
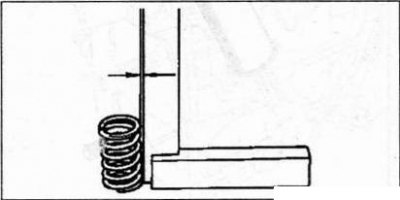
Kontrola medzier v zámkoch piestnych krúžkov
1. Nainštalujte piestny krúžok (2) do valca.
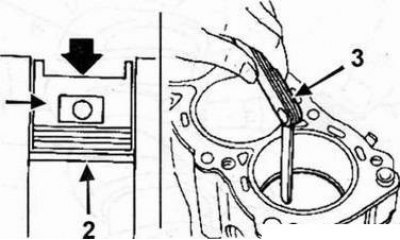
2. Posuňte piestny krúžok (2) do stredu valca s piestom (1).
3. Zmerajte medzeru krúžku v zámku pomocou sady sond (3).
Tabuľka. Medzery piestnych krúžkov
| Piestne krúžky | Medzera v zámku |
| Horný kompresný krúžok | 0,225±0,075 mm |
| Spodný kompresný krúžok | 0,5±0,1 mm |
| Krúžok na škrabku oleja | 0,9±0,5 mm |
4. Ak sú medzery mimo tolerancie, vymeňte piestne krúžky. Ak medzery zostávajú mimo tolerancie s novými krúžkami, vymeňte blok valcov.
Kľukový hriadeľ
Počet podpier - 5
Kulaté drážkované čapy: Menovitý priemer – pozri tabuľku nižšie
Axiálna vôľa kľukového hriadeľa: Bez opotrebovania vložiek montážneho ložiska - 0,045-0,252 mm
Berúc do úvahy opotrebenie inštalačných ložiskových škrupín - 0,852 mm
Na podpere č.3 sú umiestnené vložky inštalačného ložiska.
Poznámka: Polomer kľuky kľukového hriadeľa je 35 mm.
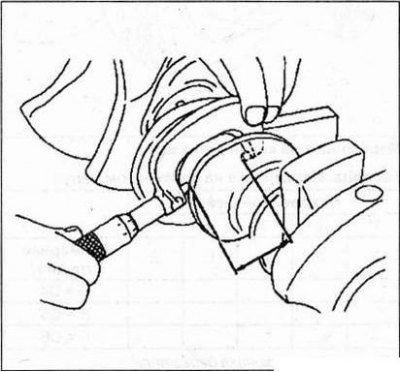
Kľukové čapy s drážkami: Menovitý priemer - 43,97±0,01 mm
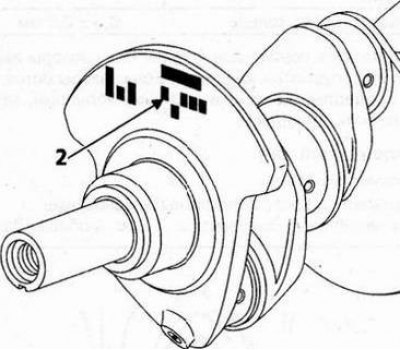
Označenie na kľukovom hriadeli.
Tabuľka. Označenie na kľukovom hriadeli
| č. hlavného krku | |||||
| V | 2 | 3 | 4 | 5 | |
| E | F | E | E | E | Veľkostná skupina |
| D = D4 | |||||
| E = D5 | |||||
| F = D6 | |||||
* Zo strany zotrvačníka motora.
| Označenie veľkostnej skupiny na kľukovom hriadeli | Priemer hlavných čapov, mm |
| D = D4 | 47,990 - 47,996 |
| E = D5 | 47,997 - 48,002 |
| F = D6 | 48,003 - 48,009 |
Blok valcov
Rozmerové skupiny hlavných podpier (5) označené polohou vývrtov na bloku valcov (6) nad olejovým filtrom.
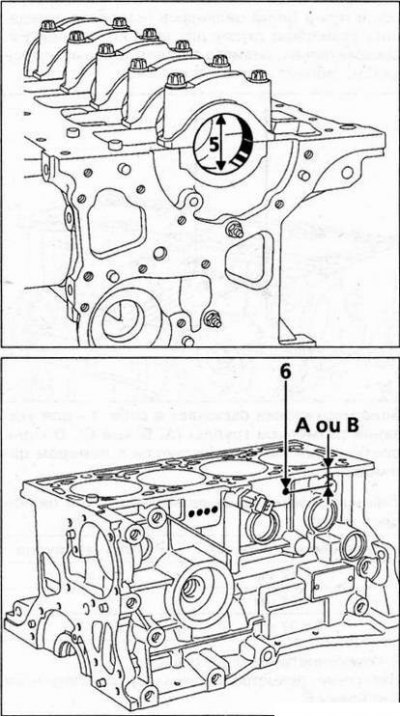
Tabuľka. Rozmerové skupiny hlavných podpier
| Poloha otvoru (6) | Označenie veľkostnej skupiny | Priemer hlavného ložiska, mm |
| A = 17 mm | 1 alebo modrá | 51,936 - 51,941 |
| H = 27 mm | 2 alebo červená | 51,942 - 51,949 |
Poznámka: Oblasť označenia obsahuje A B na označenie veľkostnej skupiny 1 alebo 2.
Tabuľka. Zhoda veľkostných skupín vložiek s veľkostnými skupinami hlavných čapov a hlavných ložísk kľukového hriadeľa
| Dimenzionálna skupina hlavných časopisov | |||
| D1 alebo D4 | D2 alebo D5 | D3 alebo D6 | |
| 1* | C1 = žltá 1,949-1,955 | C2= modrá 1,946-1,952 | C4 = červená 1,953-1,959 |
| 2* | SZ = čierna 1,943-1,949 | C1 = žltá 1,949-1,955 | C2 = modrá 1,946-1,952 |
| Hrúbka a trieda vložiek | |||
* Veľkostná skupina hlavného ložiska kľukového hriadeľa.
Poznámka: Sklad náhradných dielov poskytne ložiská len vo veľkostnej skupine 02 (modré štítky).