
- компресор клима уређаја;
- серво пумпа;
- склоп генератора са монтажним носачем;
- стартер;
- систем управљања мотором;
- каблови;
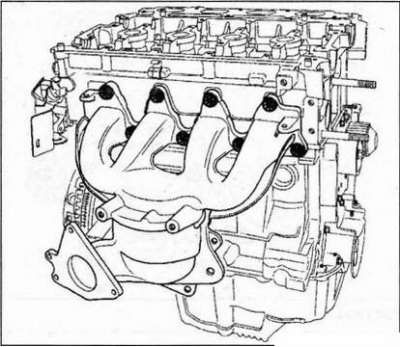
- усисни и издувни колектори;
- шипка за мерење уља;
- носачи мотора;
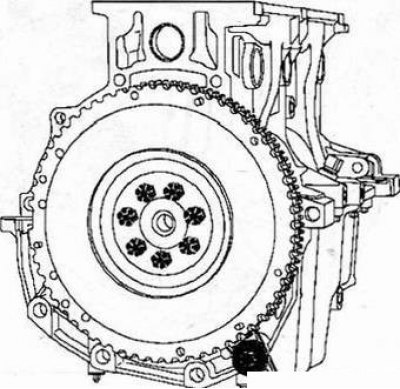
- замајац или предња плоча (са аутоматским мењачем).
За ремонт из мотора се уклањају:
- глава цилиндра;
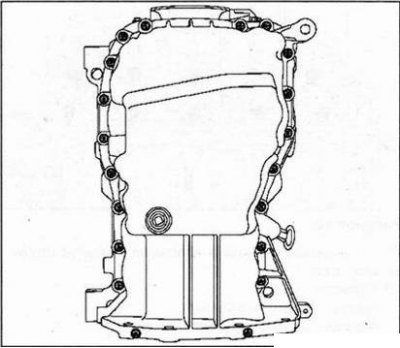
- кардан за уље мотора;
- пумпа за уље;
- пумпа за воду;
- клипови састављени са клипњачама;
- радилица.
Монтажа мотора се врши обрнутим редоследом од горе наведеног.
Процеси демонтаже и монтаже сложених компоненти мотора биће разматрани у релевантним пододељцима.
Пре растављања, припремите мале кутије или контејнере у које ћете држати мале делове које треба уклонити. Ово ће помоћи да их сачувате за каснију монтажу. Након уклањања следећег дела, поставите причвршћиваче на њихова места (вијци, матице, подлошке), да би се убрзао процес склапања и сачували навоји на деловима. Задржите резервне делове ради поређења са новим. Означите положај делова који се уклањају (фарба, ризик или на било који други начин), да их приликом поновног састављања стави на првобитно место. Пре почетка демонтаже, добро оперите спољашњост мотора керозином.
Поставите чисти мотор на постоље за растављање.
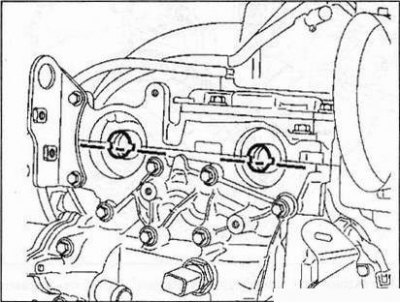
1. Уклоните: - чепове на крајевима брегастих вратила - чеп за отвор држача ТДЦ положаја.
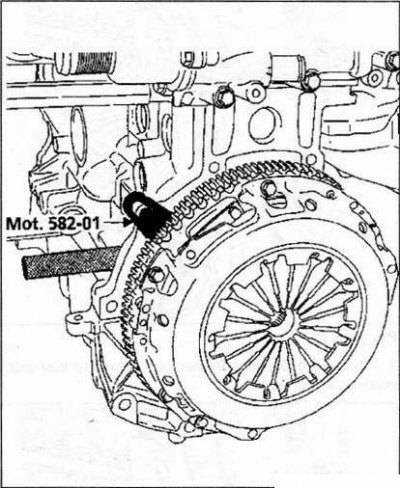
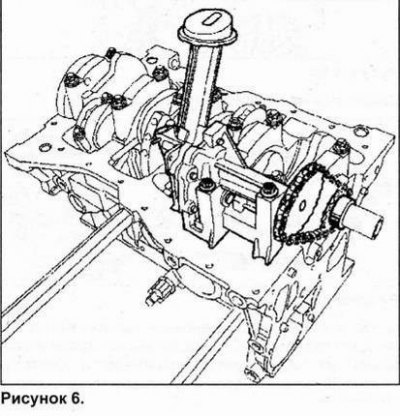
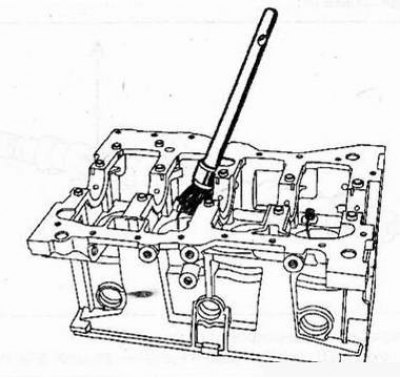
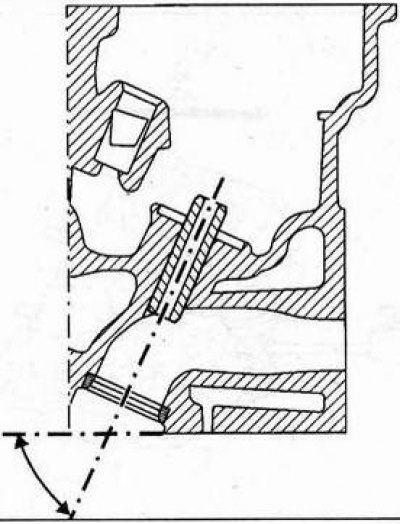
2. Инсталирајте брегасте осовине са жљебовима надоле као што је приказано на слици испод.
4. Окрените радилицу мотора у смеру супротном од казаљке на сату (из механизма за дистрибуцију гаса), све док радилица не удари у ТДЦ бравицу.
Жлебови на крајевима брегастих вратила морају бити хоризонтални и померени надоле у односу на осу, као што је приказано на слици.
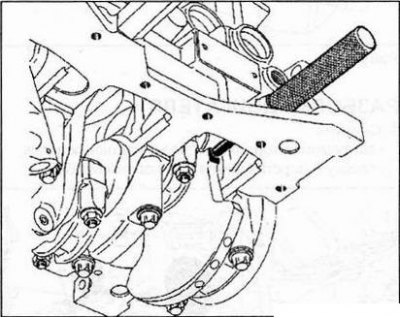
5. Инсталирајте браву замајца (Mot. 582-01).
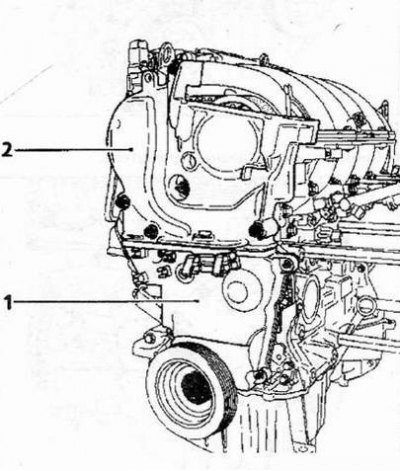
6. Уклоните:
- ременица радилице за погон помоћне опреме;
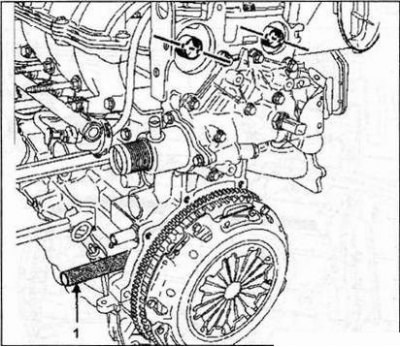
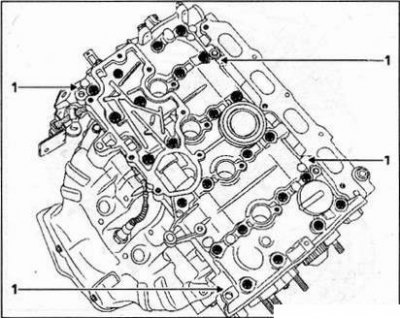
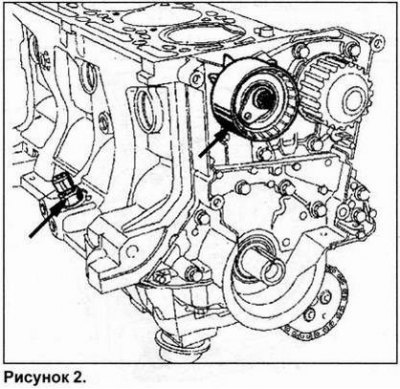
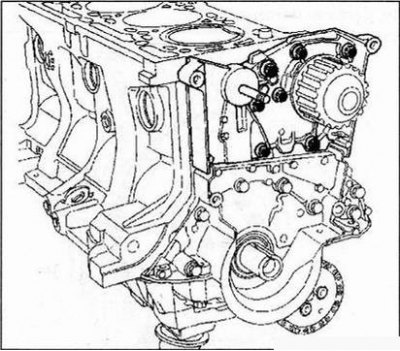
- средњи поклопац разводног зупчаника (1);
- горњи поклопац погонског механизма газораспределительного (2).
7. Отпустите матицу (3) на затезном ваљку.
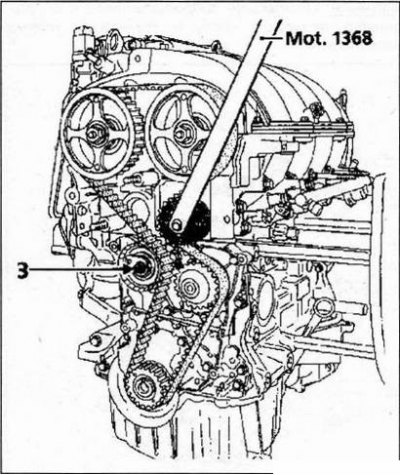
8. Уклоните водећи ваљак помоћу алата Мот. 1368.
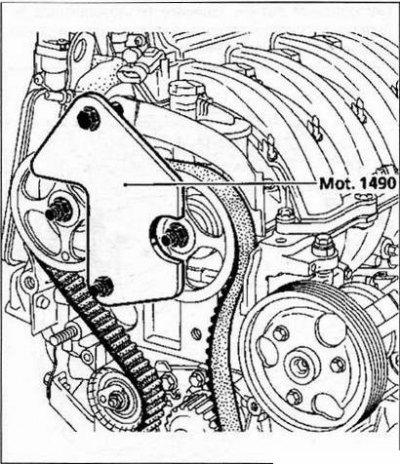
9. Уклоните: зупчасти ремен; ременице брегасте осовине помоћу алата Мот. 1490.
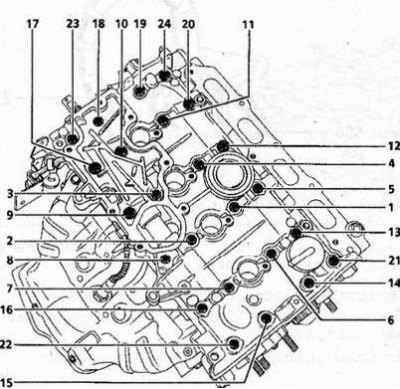
10. Уклоните делове приказане на сликама 1-12.
Уклоните монтажне вијке кућишта филтера за ваздух и уклоните кућиште филтера за ваздух.
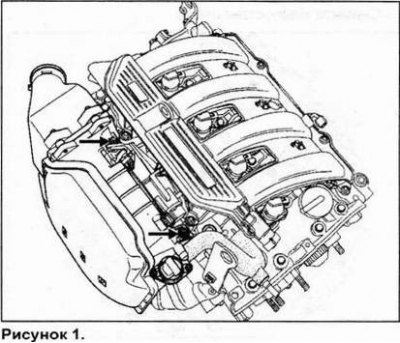
Уклоните два вијка за причвршћивање вентила за гас и уклоните усисну грану.
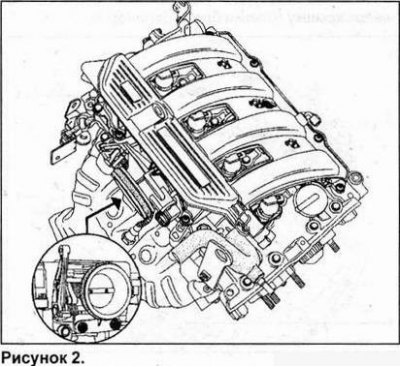
Уклоните завојнице за паљење.
Слика 3 | 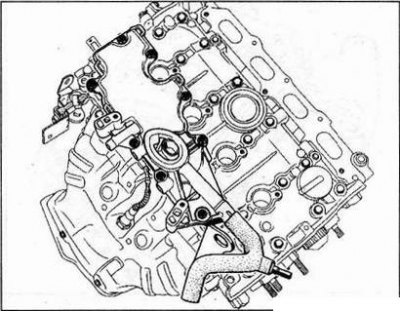
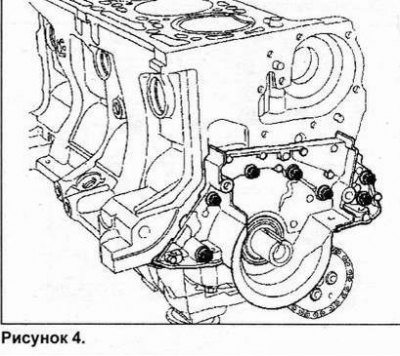
Слика 4 |
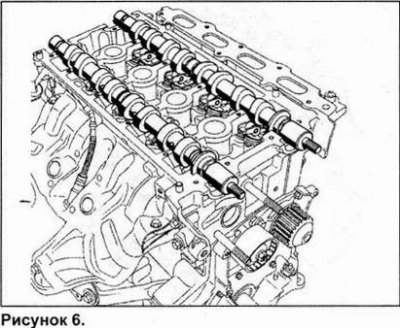
Уклоните 24 вијка који причвршћују поклопац главе цилиндра, а затим ударајући бакарним чекићем по језичцима (1), скините поклопац главе цилиндра вертикално нагоре.
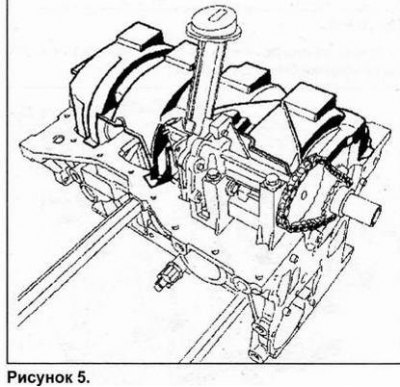
Слика 5
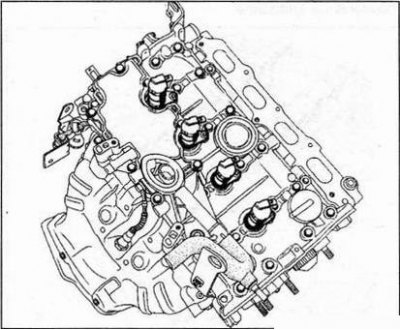
Уклоните усисне и издувне брегасте осовине.
Уклоните клацкалице и хидрауличне потискиваче.
Опрез: Поставите хидрауличне славине у вертикални положај како бисте спречили цурење уља из њих.
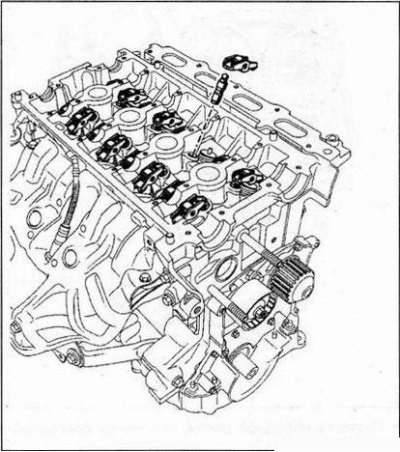
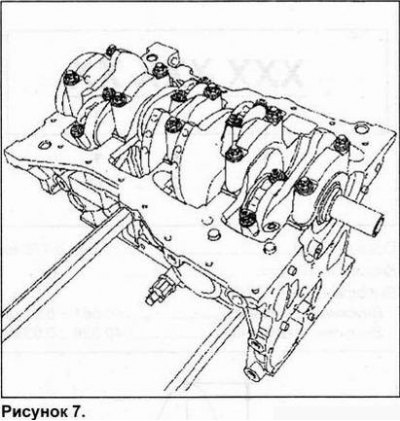
Слика 7
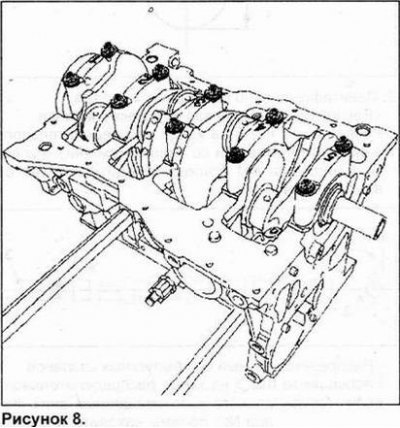
Уклоните два вијка за причвршћивање носача катализатора и уклоните подупирач каталитичког претварача (види сл. 8).- Помоћу алата Мот. 1495 уклоните сензор кисеоника; уклоните топлотне штитове издувног колектора и одстојник унутрашњег разводног кућишта (види сл. 8).
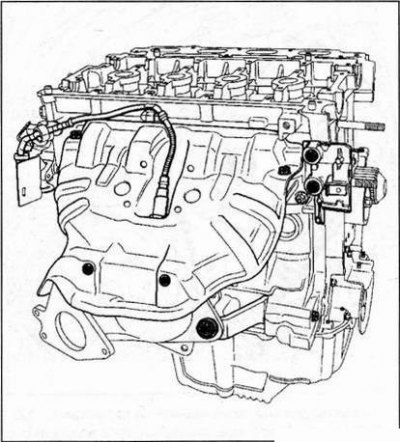
Слика 9
Уклоните уклоњиви део расхладног плашта на крају главе цилиндра.
Уклоните шину за гориво.
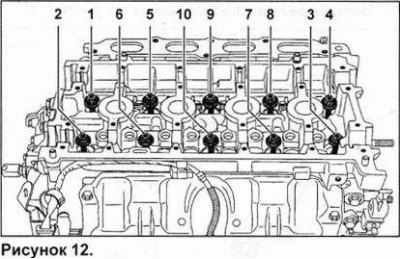
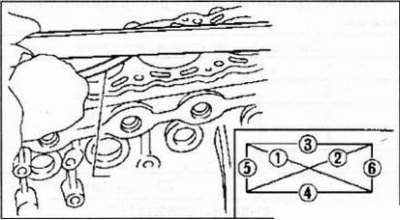
Олабавите 10 вијака главе цилиндра равномерно, у неколико пролаза, редоследом приказаним на слици. Уклоните главу цилиндра и заптивку главе цилиндра.
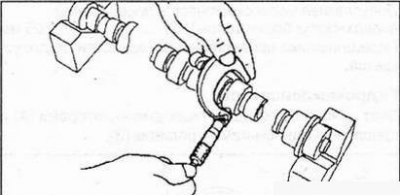
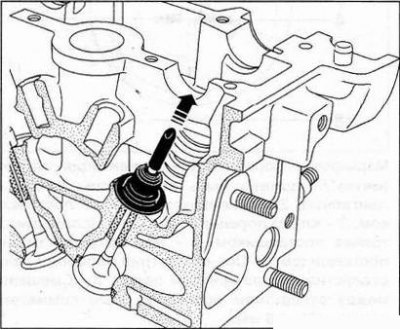
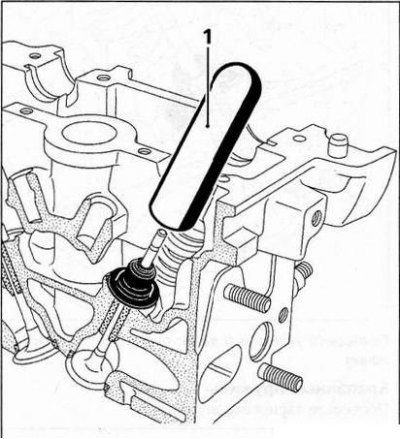
11. Користећи извлакач вентила, стисните опруге вентила.
12. Уклоните: крекере опруга вентила; горње плоче опруга вентила; опруге вентила; вентили; заптивке стабла вентила за вођење вентила помоћу клешта Мот. 1335. године.
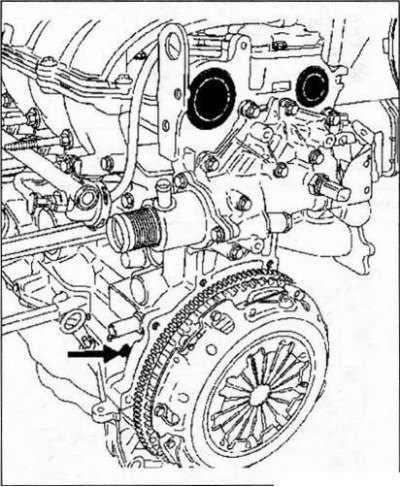
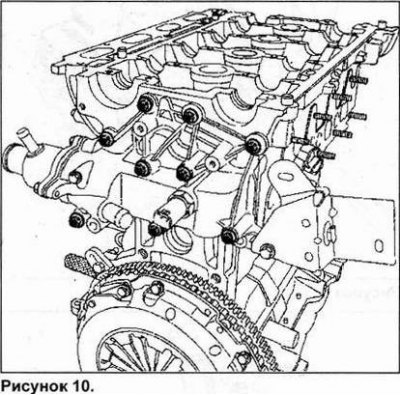
13. Уклоните кућиште и погонски диск квачила.
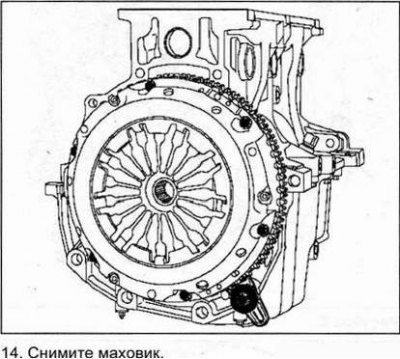
Слика 1.
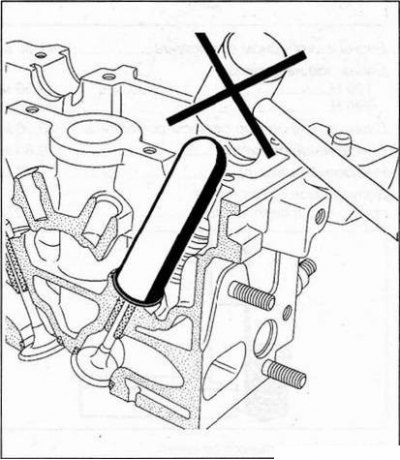
Опрез: Да бисте избегли пуцање клипњача, немојте користити централни удар да означите поклопце клипњаче у односу на клипњаче. У ту сврху користите неизбрисив маркер.
Скините поклопце лежаја радилице (означени су бројевима од 1 до 5).
Опрез: Веома је важно означити положај лежајева радилице јер они могу бити у различитим групама величина за сваки лежај.
Уклањање млазница за хлађење дна клипа1. Развртајте млазнице за хлађење круна клипа (1) бушилица пречника 7 мм.
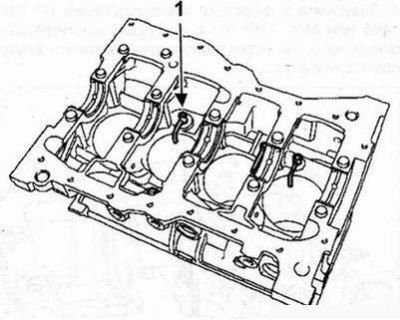
2. Уклоните: потисну чахуру опруге (1); пролеће (4).
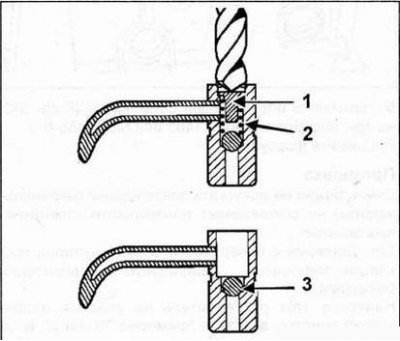
Пажња: Не уклањајте лопту (3), тако да струготине не доспеју у уљни канал.
3. Уклоните металне струготине четком.
4. Умотајте шаблон у млазнице (1) (Мот. 1485 или Мот. 1485-01) са шестоугаоним кључем од 6 мм (кључ мора бити уметнут унутар уређаја).
5. Заврните извлакач (1) (Emb. 880) на адаптацији (Мот. 1485 или Мот. 1485-01).
6. Уклоните млазнице.
Испирање
Веома је важно избећи оштећења (огреботине, огреботине) на спојним површинама алуминијумских делова.
Да бисте уклонили остатке старе заптивке са површине, користите специјални растварач Децапјоинт.
Нанесите овај растварач на подручје које треба очистити, сачекајте отприлике 10 минута, а затим уклоните преосталу заптивку дрвеном лопатицом.
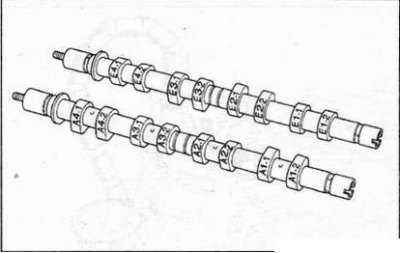
Брегасте осовине
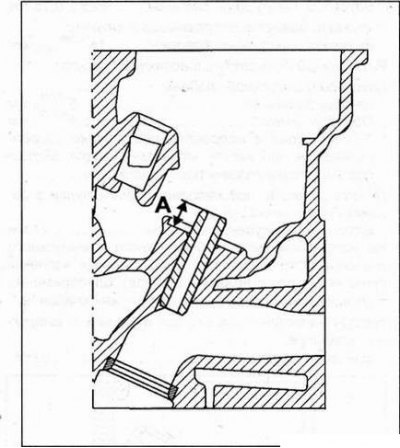
1. Брегасте осовине су идентификоване ознакама (А).
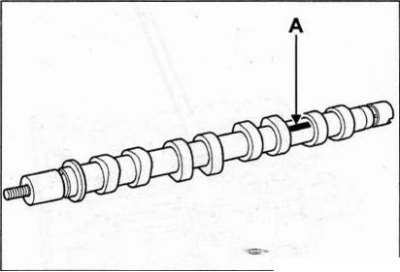
Детаљи обележавања (А):
- - етикете (ИН) И (ВИТХ) намењен само добављачу;
- етикета (D) служи за идентификацију брегастих вратила: АМ - усисно брегасто вратило; ЕМ - издувна брегаста осовина.
- Аксијални зазор - 0,08 - 0,178 мм
- Број носача - 6
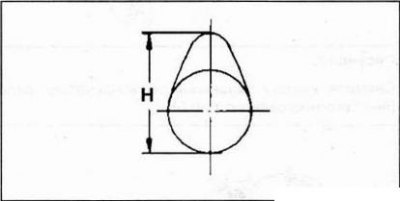
- Висина вилице "Х":
- Улазни вентили - 40,661±0,03 мм
- Издувни вентили - 40,038±0,03 мм
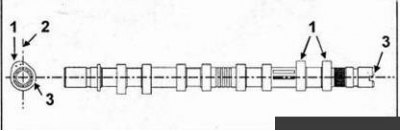
2. Идентификација по положају брегова. - Усисна брегаста осовина. Поставите жлеб 3 на крају брегастог вратила хоризонтално и померите га надоле. Зупци 1 цилиндра бр. 1 морају се налазити лево од вертикалне осе 2.
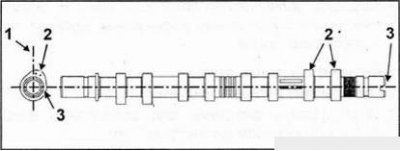
Издувна брегаста осовина. Поставите жлеб 3 на крају брегастог вратила хоризонтално и померите га надоле. Зупци 2 цилиндра бр.1 морају се налазити десно од вертикалне осе 1.
Сто. Пречник лежајева брегасте осовине у глави цилиндра
| страна замајца | |
| 1 | |
| 2 | |
| 3 | 25+0,061 +0,04 мм |
| 4 | |
| 5 | |
| 6 | 28+0,061 +0,04. мм |
| Тиминг Дриве Сиде | |
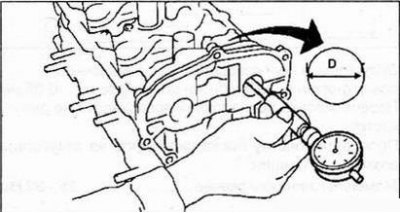
Провера пречника лежајева брегасте осовине у глави цилиндра.
Сто. Пречник грла брегастих вратила
| страна замајца | |
| 1 | |
| 2 | |
| 3 | 250 -0,021 мм |
| 4 | |
| 5 | |
| 6 | 280 -0,021, мм |
| Тиминг Дриве Сиде | |
А 4 -1 = Улазни вентил цилиндра 4 и брега #1.
Е 4 -1 = Издувни вентил цилиндра 4 и брега #1.
Провера крајњег отвора брегасте осовине Поново поставите: - брегасте осовине у правилан положај - поклопац главе цилиндра; затегните завртње његовог причвршћивања (редослед затезања и моменти затезања, видети табелу "Редослед затезања вијака поклопца главе цилиндра").
Проверите крајњи зазор, који треба да буде између 0,08-0,178 мм.
Провера пречника лежајева брегастих вратила.
Сто. Редослед затезања вијака поклопца главе цилиндра
| Фаза | Редослед затезања вијака | Редослед отпуштања вијака | Обртни момент (Нм) |
| №1 | 22-23-20-13 | - | 8 |
| №2 | 1 до 12, 14 до 19, 21 до 24 | - | 12 |
| №3 | - | 22-23-20-13 | - |
| №4 | 22-23-20-13 | - | 12 |
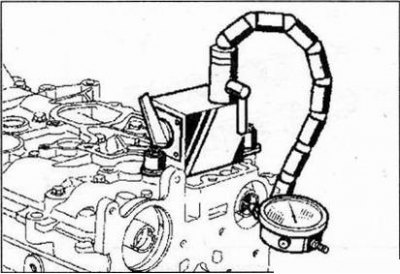
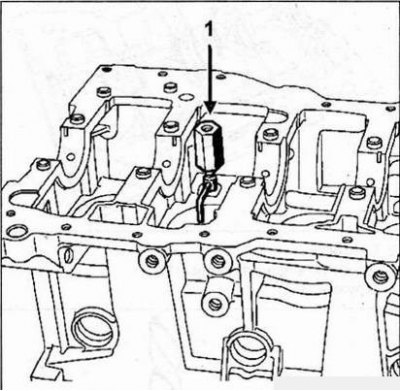
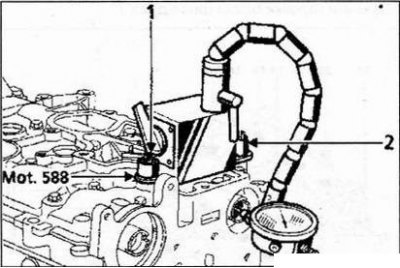
Напомена: Да бисте поставили држач магнетног индикатора на главу цилиндра, користите алат Мот. 588 и причврстите га монтажним вијцима (1) картер за уље и чауре (2) са димензијама испод:
- спољни пречник 18 мм;
- пречник рупе за вијке (1) 9 мм;
- висина 15 мм.
Поново уклоните поклопац главе цилиндра и брегасте осовине.
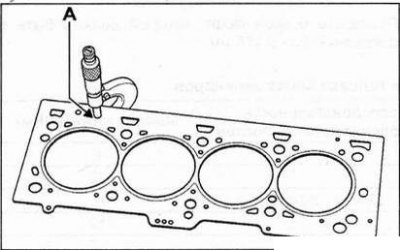
Заптивка главе цилиндра Дебљина заптивке главе мотора се мери на (А).
Дебљина заптивке главе:
- Дебљина нове заптивке је 0,96±0,06 мм
- Дебљина савијене заптивке је 0,93±0,06 мм
Глава цилиндра
Висина "Х" главе цилиндра - 137 мм
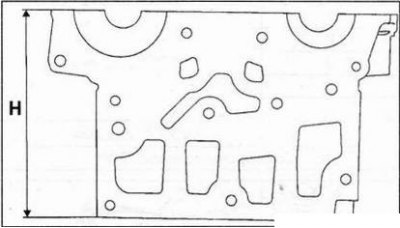
Дозвољена неравност спојне површине главе цилиндра је 0,05 мм.
Поновно брушење спојне површине није дозвољено.Проверити да ли глава цилиндра има могућих пукотина.
Моменти затезања утикача - 25-30 Нм
Цилиндар блок
Проверите равност спојне равни помоћу равнала и сета пипача.
Дозвољена неравност спојне површине блока цилиндра је 0,03 мм.
Поновно постављање површине за спајање није дозвољено.
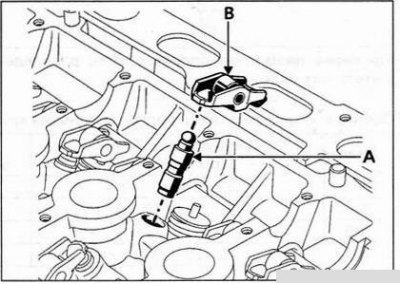
Хидраулични подизачиОвај мотор је опремљен хидрауличним подизачима (А) и једнокраке полуге са ваљком (ИН).
Вентили
Подизање вентила:
- Усисни вентил - 9,22 мм
- Издувни вентил - 8.075 мм
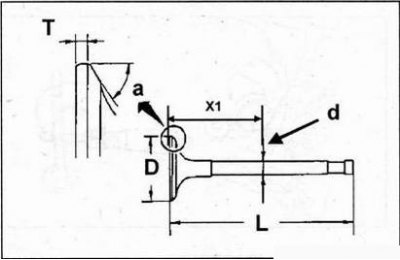
Пречник стабљике "д" (мерено на растојању "Кс1"):
- Кс1 (улазни вентил) - 75,14±0,35 мм
- Улазни вентил - 5,484±0,01 мм
- Кс1 (Издувни вентил) - 77,5±0,35 мм
- Издувни вентил - 5,473±0,01 мм
Пречник плоче "Д":
- Улазни вентил - 32,7±0,12 мм
- Издувни вентил - 27,96±0,12 мм
Угао закошености:
- Улазни и излазни вентили - 90°15'
Дужина вентила "Л":
- Улазни вентил - 109,32 мм
- Издувни вентил - 107,64 мм
Дебљина главе "Т":
- Улазни вентил - 1,15 мм
- Издувни вентил - 1,27 мм
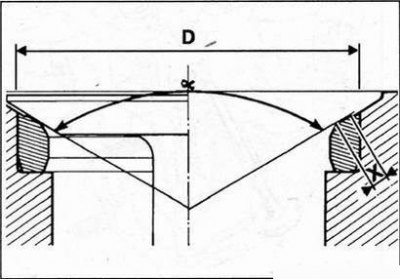
Седишта вентила
Угао седишта α:
- Улазни и излазни вентили - 89°
Ширина косине Кс:
- Усисни вентил - 1,3+1,4 мм
- Издувни вентил - 1.41 '3 мм
Спољни пречник Д:
- Улазни вентил - 33,542±0,006 мм
- Издувни вентил - 28,792±0,006 мм
Водилице вентила
дужина:
- Улазни и излазни вентили - 40,5±0,15 мм
Спољни пречник вођице:
- Улазни и излазни вентили - 11+0,068 +0,05мм
Унутрашњи пречник вођице:
- Улазни и излазни вентили:
- Нетретирано - 5+0,075 мм
- Завршено* - 5,5+0,018 мм
* Рупа у чаури за вођицу се разврта до одређене величине након што се чаура утисне у главу цилиндра. Пречник водеће чауре у глави цилиндра:
- Улазни и излазни вентили - 11 мм
Поклопци за стругање уља постављени су на водеће чауре усисног и издувног вентила (заптивке стабла вентила), који истовремено служе као доњи ослонци за опруге вентила.
Нагиб вођице улазног и издувног вентила: Улазни вентил - 63°30'
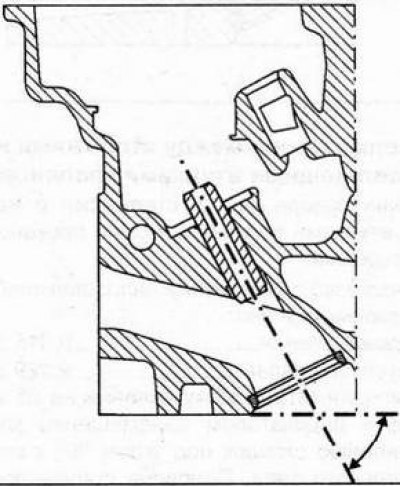
Издувни вентил - 66°
Избочина "А" водећих чаура усисног и издувног вентила - 11±0,15 мм
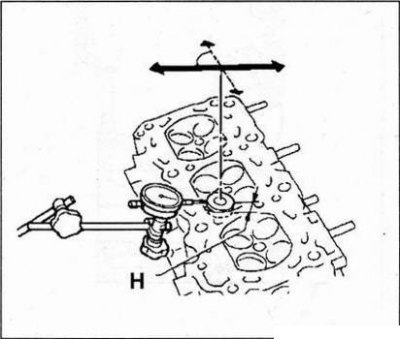
Провера зазора између стабљика и вођица вентила Постоје два начина да проверите зазор између стабљика и вођица чаура капица.
Номинални зазор између вођице вентила и стабла вентила:
- Улазни вентил - 0,015±0,048 мм
- Издувни вентил - 0,029±0,062 мм
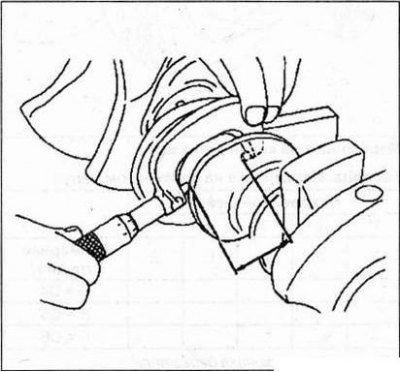
1. Подигните главу вентила за 25 мм, а затим измерите кретање вентила у правцу стрелица под углом од 90°у односу на осу брегастог вратила помоћу индикатора. Половина добијене вредности ће дати вредност зазора између вретена вентила и вођице вентила.
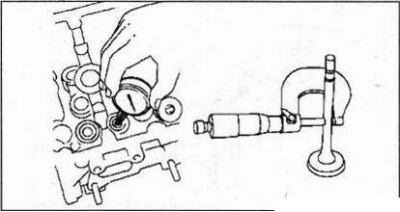
2. Измерите пречник стабла вентила и унутрашњи пречник водеће чауре.
Заптивке вретена вентила За постављање заптивача стабла вентила, алат Мот. 1511.
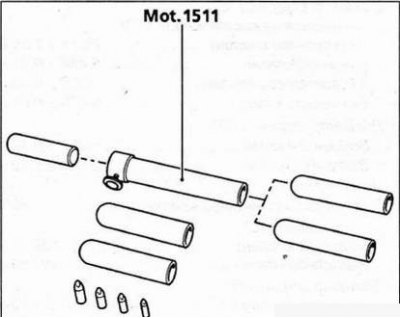
Напомена: Не подмазујте заптивке вретена вентила уљем пре уградње.
Постављање нових заптивки осовине вентила Уметните вентил у главу цилиндра.
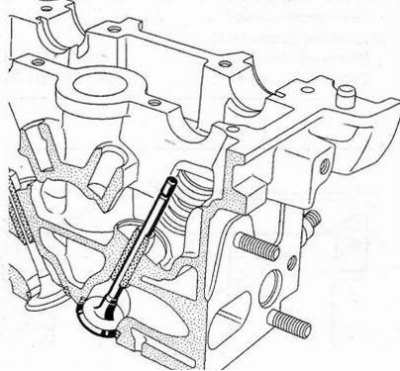
Причврстите врх Мот. 1511 за вретено вентила (унутрашњи пречник врха мора да се разликује од пречника шипке).
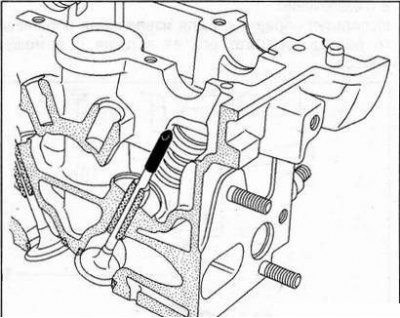
Држите вентил притиснут уз седиште. Уградите заптивку стабла вентила (није науљен) на врху
Притисните заптивку стабла вентила док не скине врх, а затим уклоните врх.
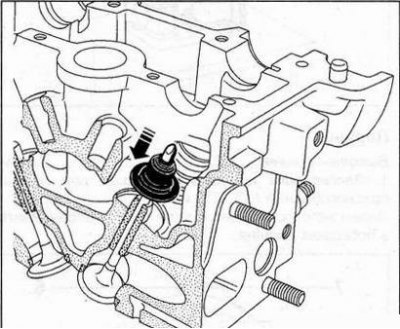
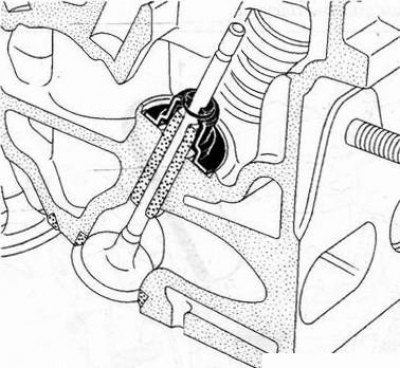
Инсталирајте потискивач (1) на уљној заптивци стабла вентила.
Напомена: Унутрашњи пречник отвора мора да одговара пречнику вретена вентила. Поред тога, дно нагиба треба делимично да се наслања на уљну заптивку стабла вентила, која служи као доња потпорна подлошка за опругу вентила.
Замените уљну заптивку тако што ћете дланом тапкати врх заптивке док уљна заптивка не дође у контакт са главом цилиндра.
Поновите горе наведене кораке за све вентиле.
Опруге вентила
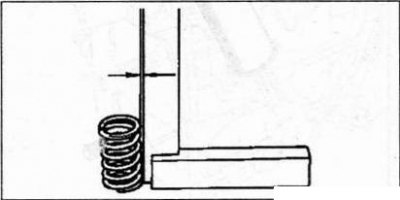
Проверите калибрацију опруге.
Слободна дужина - 41,30 мм
Учитана дужина:
- 190 Н - 34,50 мм
- 590 Н - 24,50 мм
Потпуно склопљена дужина - 23,20 мм
Унутрашњи пречник - 18,80 мм
Спољни пречник - 27 мм
Дозвољено одступање опруге од вертикале - 1,2 мм
Овална жица.
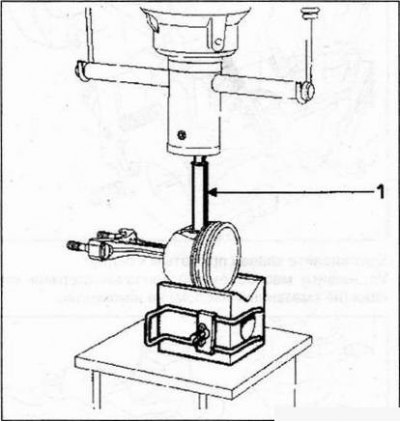
Уклањање клипова Поставите клип у постоље у облику слова В тако да клип буде у равни са рупом да бисте га уклонили.
Коришћењем трна (1) да бисте уклонили клипну осовину, извадите је из клипа помоћу пресе.
Клипови
Висина клипа - 46,5 мм
1. Утиснути клип помоћу алата А13, Ц13 и Б10. Затик се утискује у клипњачу и ротира у главицама клипа.
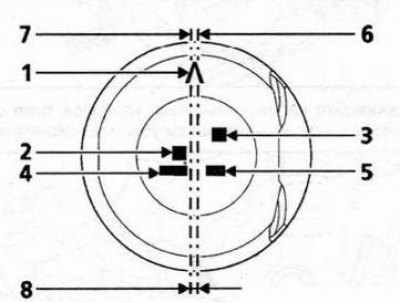
Ознаке клипа. 1 - Оријентација клипа (ознака "Л" треба да буде на страни замајца мотора), 2 - Користи само добављач, 3 - Класа клипа (А-Б-Ц), 4 - Само за добављаче, 5 - Само за добављаче, 6 - Оса симетрије клипа, 7 - Оса отвора клипа, 8 - Помак између осовинског отвора (7) а оса симетрије клипа (6) - 0,8 мм.
Сто. Димензионалне групе клипова и цилиндара блока
| Ознака величине клипа | Пречник клипа, мм | Пречник цилиндра, мм |
| А | 79,470 - 79,479 | 79,500 - 79,509 |
| ИН | 79,480 - 79,489 | 79,510 - 79,519 |
| ВИТХ | 79,490 - 79,500 | 79,520 - 79,530 |
Пажња: Потребно је придржавати се пречника клипова и цилиндара.
Положај рупа "Т" у односу на спојну површину блока цилиндра омогућава вам да одредите групу величина за сваки цилиндар и, према томе, пречник одговарајућег клипа (погледајте табелу подударања испод).
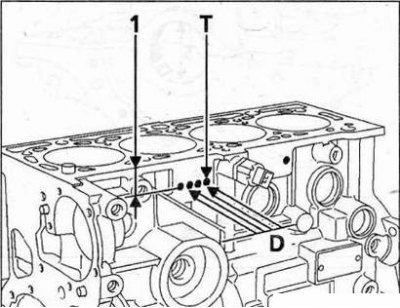
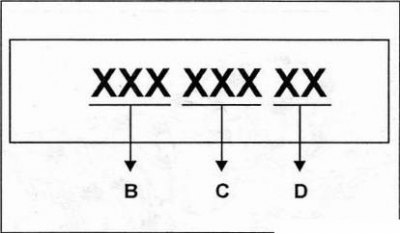
Подручје обележавања укључује. 1 - за означавање групе величина (А, Б или Ц), Д - да повежете групу величина са бројем цилиндра.
Сто. Означавање димензионалних група блок цилиндара
| Положаји Т рупа | Група величина |
| 1 = 17 мм | А |
| 2 = 27 мм | ИН |
| 3 = 37 мм | ВИТХ |
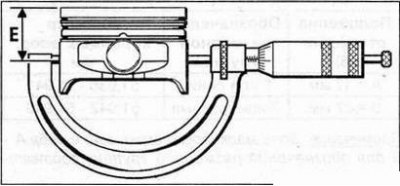
2. Мерење пречника клипа Мерење пречника се мора извршити на растојању Е.
- Е - 45,7±0,01 мм
Провера празнина у бравама клипних прстенова
1. Уградите клипни прстен (2) у цилиндар.
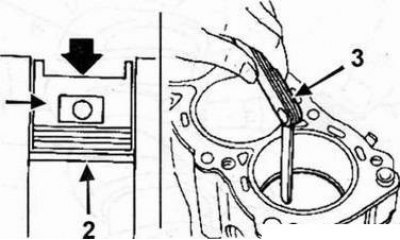
2. Померите клипни прстен (2) до средине цилиндра са клипом (1).
3. Измерите размак прстена у брави са комплетом сонди (3).
Сто. Зазори клипних прстенова
| Карике | Празнина у замку |
| Горњи компресиони прстен | 0,225±0,075 мм |
| Доњи компресиони прстен | 0,5±0,1 мм |
| Прстен за стругање уља | 0,9±0,5 мм |
4. Замените клипне прстенове ако су празнине ван толеранције. Ако празнине остају изван толеранције са новим прстеновима, замените блок цилиндра.
Цранксхафт
Број носача - 5
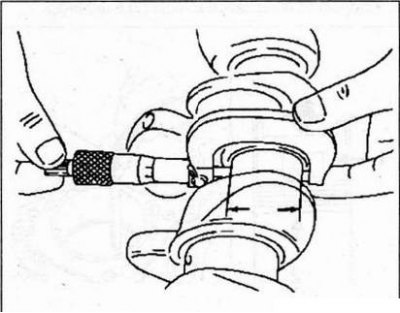
Чапци са уторима: називни пречник - видети табелу испод
Аксијални зазор радилице: Без хабања уметака инсталационог лежаја - 0,045-0,252 мм
Узимајући у обзир хабање уградних лежишта - 0,852 мм
Уметци инсталационог лежаја налазе се на носачу бр.3.
Напомена: Радијус радилице је 35 мм.
Зглобови са жљебовима за угао: називни пречник - 43,97±0,01 мм
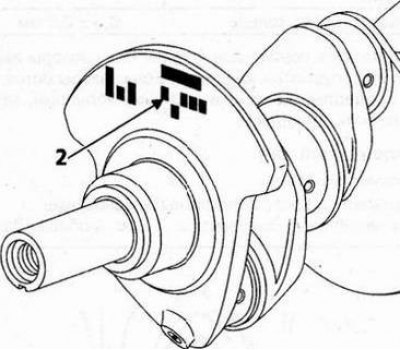
Ознака на радилици.
Сто. Ознака на радилици
| бр.главног врата | |||||
| V | 2 | 3 | 4 | 5 | |
| Е | F | Е | Е | Е | Група величина |
| D = D4 | |||||
| Е = Д5 | |||||
| F = D6 | |||||
* Са стране замајца мотора.
| Ознака групе величина на радилици | Пречник главних носача, мм |
| D = D4 | 47,990 - 47,996 |
| Е = Д5 | 47,997 - 48,002 |
| F = D6 | 48,003 - 48,009 |
Цилиндар блок
Димензионалне групе главних носача (5) назначено положајем бушотина на блоку цилиндра (6) изнад филтера за уље.
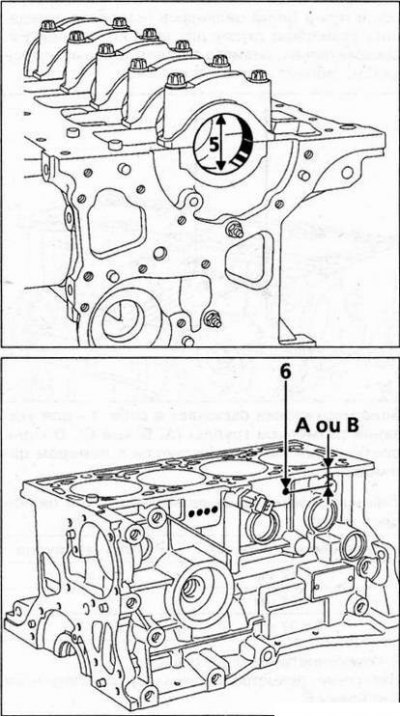
Сто. Димензионалне групе главних носача
| Положај рупе (6) | Ознака групе величина | Пречник главног лежаја, мм |
| А = 17 мм | 1 или плава | 51,936 - 51,941 |
| В = 27 мм | 2 или црвено | 51,942 - 51,949 |
Напомена: Подручје за означавање укључује А Б за означавање групе величина, 1 или 2.
Сто. Подударност група величина кошуљица са групама величина главних рукаваца и главних лежајева радилице
| Димензионална група главних часописа | |||
| Д1 или Д4 | Д2 или Д5 | Д3 или Д6 | |
| 1* | Ц1 = жута 1,949-1,955 | Ц2= Плава 1.946-1.952 | Ц4 = Црвена 1,953-1,959 |
| 2* | СЗ = Црна 1.943-1.949 | Ц1 = жута 1,949-1,955 | Ц2 = Плава 1,946-1,952 |
| Дебљина и класа кошуљице | |||
* Група величина главног лежаја радилице.
Напомена: Складиште резервних делова ће обезбедити лежајеве само у групи величина 02 (плаве етикете).