
Procedura operacyjna:
- usunąć resztki starych uszczelek i szczeliwa z bloku;
- usunąć korki technologiczne poprzez wywiercenie małego otworu w korku, wkręcić w niego śrubę samogwintującą i wyjąć korek pociągając za łeb śruby;
- Przepłucz wszystkie kanały wewnętrzne ciepłą wodą, aż wypływająca woda będzie czysta. Osusz blok i nasmaruj go cienką warstwą oleju;
- zainstalować nowe korki otworów technologicznych, używając do tego uszczelniacza.
Procedura operacyjna:
- sprawdź, czy nie ma pęknięć i korozji. Sprawdź, czy w gwintowanych otworach nie ma zerwanych gwintów. W razie potrzeby oczyść i przywróć elementy gwintowane za pomocą kurków o wymaganym rozmiarze;
- sprawdź powierzchnię lusterka cylindra silnika pod kątem zarysowań. Pamiętaj: jeśli uszkodzenie jest na wczesnym etapie, możesz przywrócić blok, wytaczając cylinder;
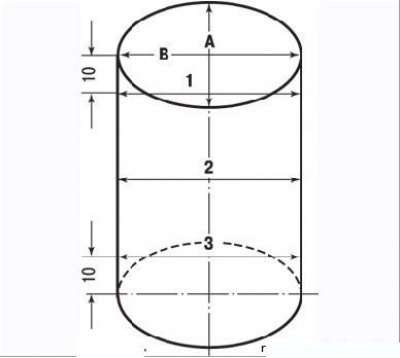
Rysunek 3.76. Schemat pomiaru średnicy cylindra
- za pomocą sprawdzianu wewnętrznego wykonać trzy pomiary w tej samej płaszczyźnie co oś wału korbowego: u góry powierzchni cylindra około 10 mm poniżej przetarcia, w środkowej części cylindra i jeszcze jeden w punkcie położonym około 10 mm mm powyżej dolnej krawędzi powierzchni cylindra (Rysunek 3.76). Następnie obrócić średnicę o 90°tak, aby była prostopadła do płaszczyzny przechodzącej przez oś wału korbowego i powtórzyć pomiar. Porównaj wszystkie sześć otrzymanych wartości z wartościami podanymi w tabeli. 3.4. Jeśli różnica średnic między dowolnymi dwoma cylindrami przekracza granicę zużycia lub jeśli jeden z cylindrów przekracza maksymalną średnicę, ponowne wytaczanie bloku cylindrów;
- porównaj poprzednie pomiary tłoków z wykonanymi pomiarami i wyciągnij wniosek o konieczności rozwiercenia bloku lub wymiany tłoków. Jeśli cylindry i tłoki są w zadowalającym stanie, a ich wymiary nie wykraczają poza ustalone limity, można ograniczyć się do wymiany pierścieni tłokowych;
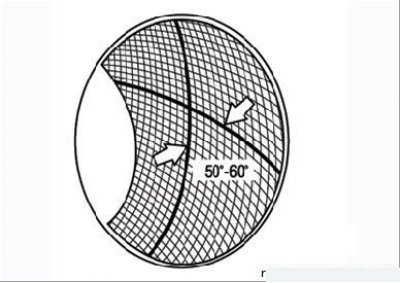
Rysunek 3.77. Rysunek na lustrze cylindra po honowaniu
- dla lepszego docierania pierścieni zaleca się honowanie cylindrów. Obróbka ta odbywa się za pomocą narzędzia ściernego, które podczas ruchu tworzy na powierzchni cylindryczne lustro «wylęganie» (Rysunek 3.77). Chociaż uważa się, że ta praca może być wykonywana przez nieprofesjonalistę, zdecydowanie zaleca się, aby była ona wykonywana na stacji paliw, która posiada niezbędny sprzęt;
- Jeśli z jakiegokolwiek powodu montaż silnika jest opóźniony, posmaruj blok olejem silnikowym, aby zapobiec powstawaniu rdzy. Powinien być przechowywany w suchym miejscu, chronionym przed kurzem i brudem;
- jak opisano dla głowicy cylindrów, sprawdzić powierzchnię współpracującą bloku z głowicą cylindrów w dwóch kierunkach. Producent nie wskazuje maksymalnej dopuszczalnej wartości, ale jako wskazówkę można przyjąć niepłaskość nie większą niż 0,05 mm.