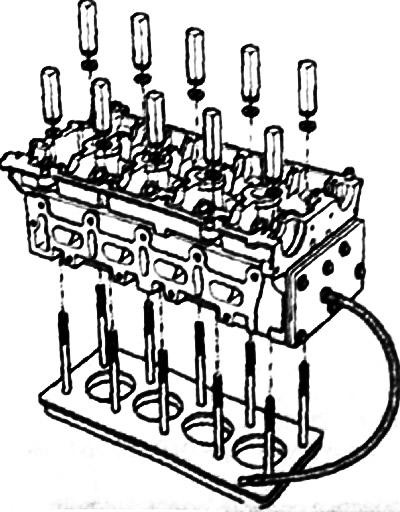
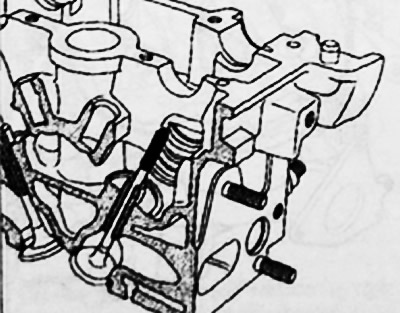
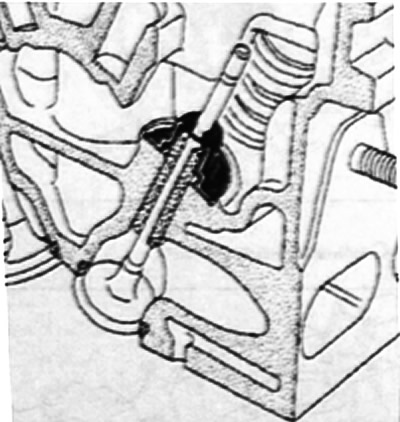
Снятие клапанных спружын
Для правільнага сціскання клапанных спружын неабходна адцэнтраваць плунжэр прыстасаванні (Mot. 1502) па стрыжні клапана.
Тарэлка клапаннай спружыны павінна ўваходзіць у расточку нажымнай ўтулкі прыстасавання (Mot. 1502).
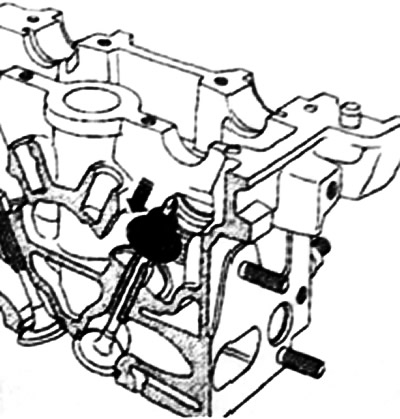
Зніміце:
- сухары;
- тарелки клапанных спружын
- клапанные спружыны
- клапаны;
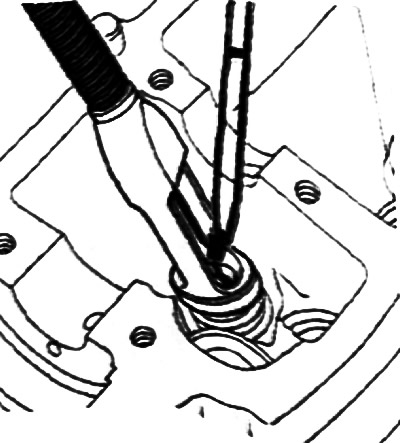
- маслоотражательные колпачки з дапамогай шчыпцоў (Mot. 1335).
Праверка вышыні галоўкі блока цыліндраў
Вымерце вышыню галоўкі блока цыліндраў.
Вышыня галоўкі блока цыліндраў складае 137 мм.
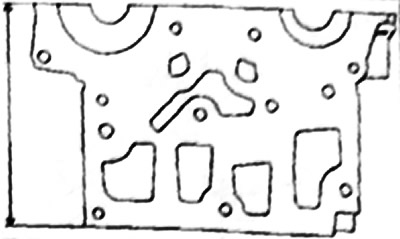
Праверка герметычнасці галоўкі блока цыліндраў
Праверце галоўку блока цыліндраў на наяўнасць трещин з дапамогай спецыяльнага прыстасавання.
Измерьте вышыню кулачков.
Высота Кулачков:
- упускныя: 40,661±0,03 мм;
- выпускныя: 40,038±0,03 мм.
Праверка дыяметраў апорных шыек і адваротных апор размеркавальных валоў
Вымерайце дыяметр апорных размеркавальных валоў.
Дыяметр шэек размеркавальнага вала:
- шэйкі №1, 2, 3, 4, 5 - 24979-25000 мм;
- Шэйка №6 - 27979-28000 мм.
Вымерайце дыяметр кожнага адтуліны апоры размеркавальных валоў.
Дыяметр адваротнай апоры размеркавальных валоў:
- шэйкі N91, 2, 3, 4, 5 - 25,040-25,061 мм;
- Шэйка №6 - 28,040-28,061 мм.
Праверка асновы перамяшчэння размеркавальных валоў
Усталюйце размеркавальныя валы, якія забяспечваюць правільнасць іх становішча, і крышку галоўкі блока цыліндраў.
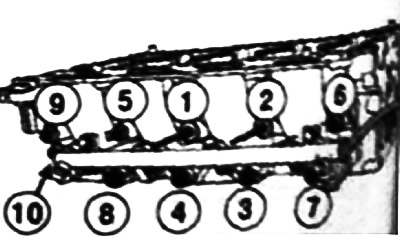
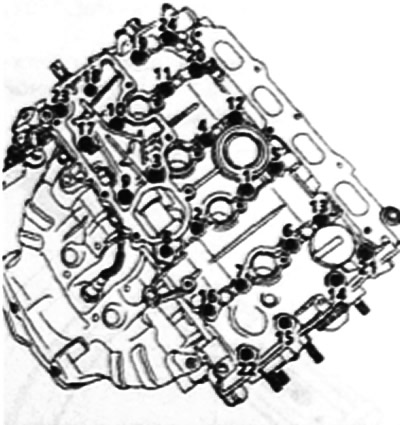
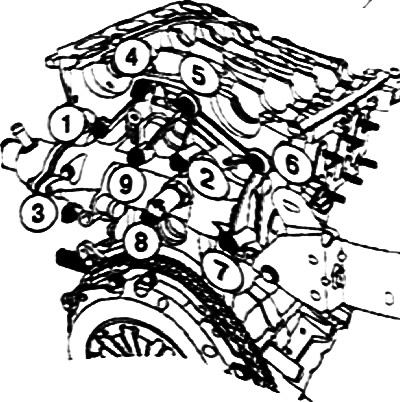
Зацяніце ў паказаным на малюнку парадку патрабаваным момантам:
- балты мацавання галоўкі блока цыліндраў 13-20-22-23 (8 Нм);
- балты мацавання вечка галоўкі цыліндраў з 1-12, з 14-19 і 21-24 (15 Нм).
Аслабце зацяжку нітаў мацавання вечка галоўкі цыліндраў 13-20-22-23.
Зацягніце ва ўказаным парадку патрабаваным момантам балты кропля вечка галоўкі цыліндраў 13-20-22-23 (15 Нм).
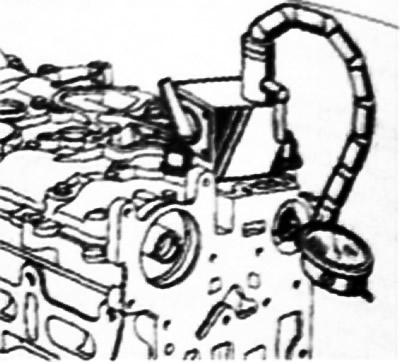
Замацуеце магнітную стойку на галоўцы блока цыліндраў, выкарыстоўваючы для гэтага крапежную планку прыстасавання (Mot. 588), прыцягнуўшы балты мацавання маслоотделителя і распорныя ўтулкі, якія маюць наступныя памеры:
- знешні дыяметр 18 мм;
- дыяметр адтуліны пад болт 89 мм, вышыня 15 мм.
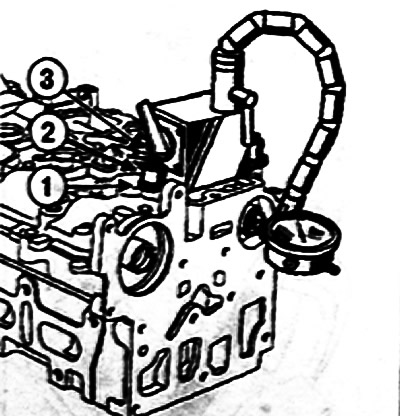
Усталюйце магнітную стойку на галаўку блока цыліндраў: 1 - мацавальная планка; 2 - распорныя ўтулкі; 3 - балты
Праверце асевае перамяшчэнне, якое павінна знаходзіцца ў межах 0,080-0,178 мм.
Зніміце крышку галоўкі блока цыліндраў і размеркавальныя валы.
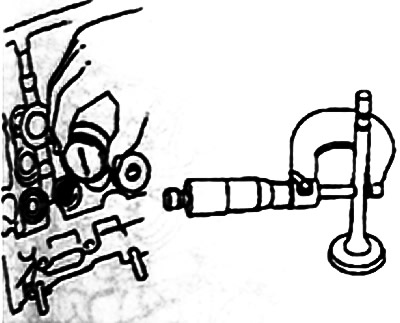
Праверка клапанаў
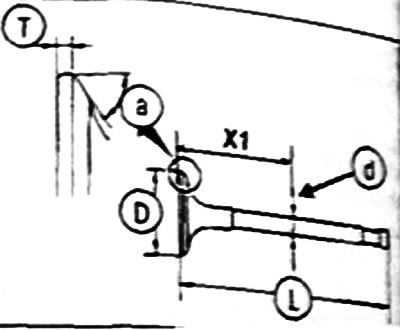
Дыяметр D стрыжня клапана вымяраецца на адлегласці Х1.
Впускные клапаны Х1: = 75 мм, J = 0,35 мм, D = 5,470-5,485 мм.
Выпускныя клапаны Х1: = 77 мм, J = 0,35 мм, D = 5,456-5,471 мм.
Дыяметр галоўкі клапана D:
- упускныя клапаны - 32,7±0,12 мм
- выпускныя клапаны - 27,96±0,12 мм.
Дліна клапана L:
- впускные клапаны - 109,32;
- выпускныя клапаны - 107,64 мм.
Угол рабочай фаскі А:
- упускныя і выпускныя клапаны - 45-45-45°
Толщина головки Т:
- впускные клапаны - 1,15 мм;
- выпускныя клапаны - 1,27 мм.
Ход клапанаў:
- впускные клапаны - 9,221 мм;
- выпускныя клапаны - 8,075 мм.
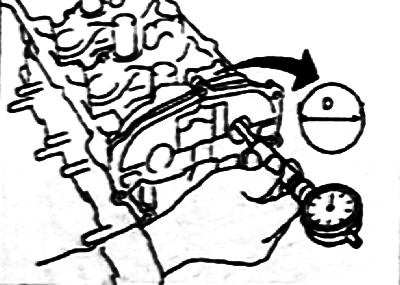
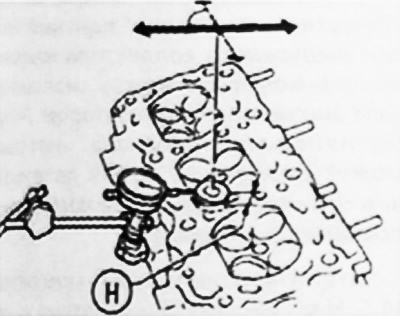
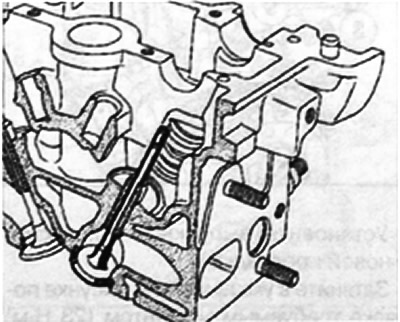
Праверка зазора паміж стрыжнямі і накіроўвалымі ўтулкамі клапанаў.
Праверка зазора паміж стрыжнямі і накіроўвалай ўтулкай клапана вырабляецца двума спосабамі
Першы спосаб: падніміце галоўку клапана на 25 мм, затым вымерце індыкатар перамяшчэння клапана па накіраванні стрэлак пад кут 90° косы размеркавальнага вала. Палавіна атрыманай велічыні роўная значэнню зазора паміж стрыжнем і накіроўвалай ўтулкай клапана.
Второй способ. Вымерайце дыяметр стрыжня клапана і ўнутраны дыяметр накіроўвалай ўтулкі.
Велічыня зазора паміж накіроўвалай ўтулкай і стрыжнем клапана, вылічаецца шляхам вычытвання велічыні двух вымераных дыяметраў.
Намінальны зазор:
- для ўпускных клапанаў - 0,015-0,046 мм;
- для выпускных клапанаў - 0,029-0,062 мм.
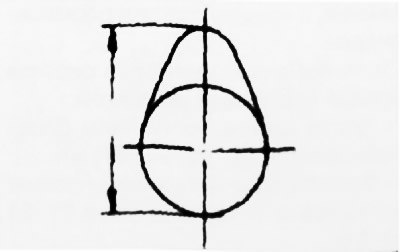
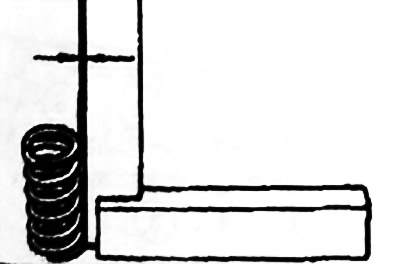
Праверка клапанных спружын
Праверце адхіленне спружыны ад вертыкалі, якое не павінна перавышаць 1,2 мм.
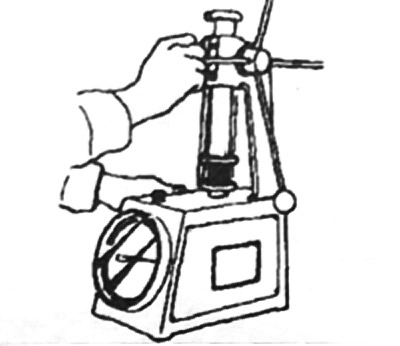
Праверце тарыроўку спружыны. Дліна спружыны пад нагрузкай.
- пад нагрузкай 18-20 Н даўжыня спружыны складае 34,50 мм;
- пад нагрузкай 56,3-81,7 Н даўжыня спружыны складае 24,50 мм;
- даўжыня спружыны ў свабодным стане 41,30 мм.
Зборка галоўкі блока цыліндраў
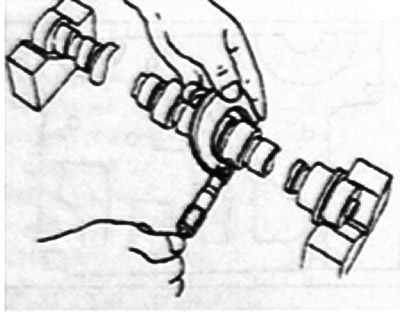
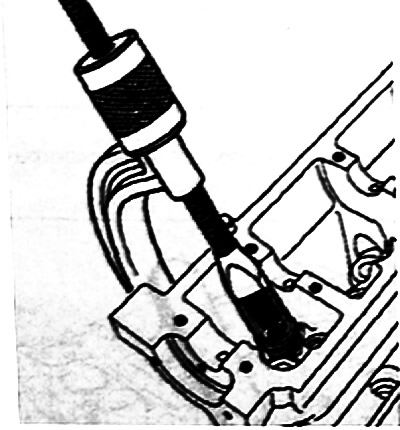
Устаўце клапан у галоўку блока.
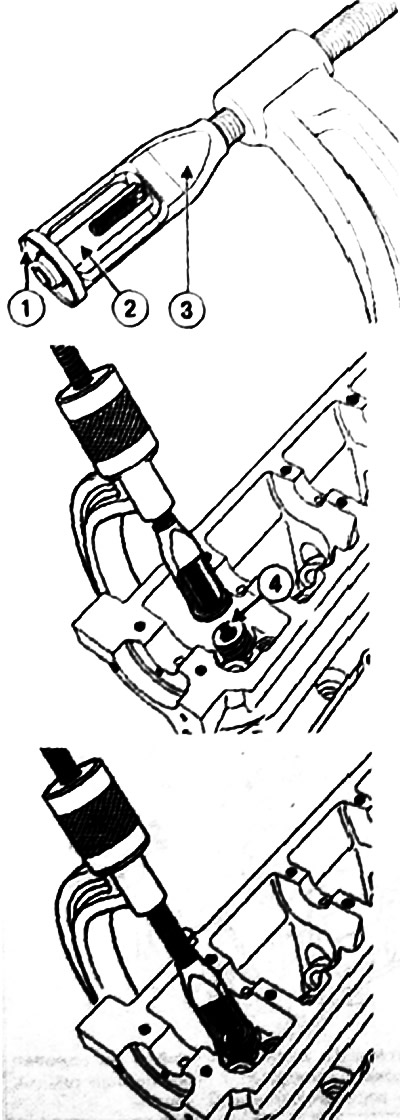
Надзеньце наканечнік прыстасавання (Mot. 1511) на стрыжань клапана (унутраны дыяметр наканечніка павінен быць роўнага дыяметра стрыжня).
Утрымлівайце клапан прыжатым да седла.
Усталюйце маслоотражательный колпачок (не змазаны маслам) на наканечнік.
Продвиньте маслоотражательный колпачок да яго пераходу мароз наканечніка.
Снимите наконечник.
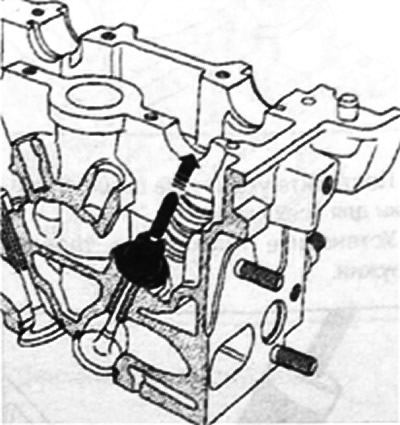
Усталюйце апраўку на маслоотражательный колпачок.
Заўвага. Унутраны дыяметр апраўкі дол-шэй складацца з дыяметрам стрыжневых клапанаў. Акрамя таго. ніжняя частка апраўкі павінна часткова ўпірацца ў маслоотражательный колпачок, які служыць апорнай шайбой спружыны клапана.
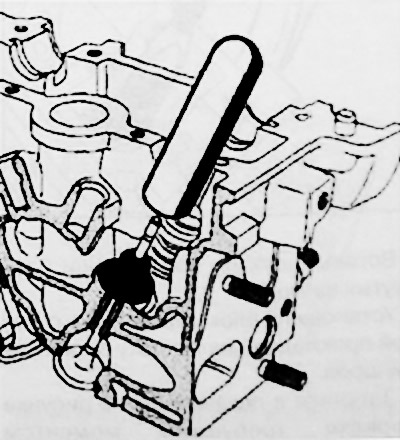
Націскайце маслоотражательный колпачок, постучав ладонью па верхняй частцы апраўкі, пакуль маслоотражательный колпачок не соприкоснется са столоўкай блока цыліндраў.
Паўтарыце паказаныя вышэй аперацыі для ўсіх клапанаў.
Усталюйце спружыны і тарелки спружыны.
Устаўце сухары пры дапамозе изогнутых шчыпцоў.
Усталюйце блок тэрмастата з новай пракладкай на галоўку блока цыліндраў.
Зацягніце ў паказаным на малюнку парадку патрабаваным момантам (10 Нм) балты кроплення блока тэрмастата на галоўцы блока цыліндраў.
 |  |
Усталюйце ўваходны калектар з новай пракладкай.
Зацяніце ў паказаным на малюнку малюнку перад патрабаваным момантам (23 Нм) гайки шпилек мацавання выпускнога калектара.

Усталюйце цеплаабарончы экран выпускнога калектара. Зацягніце патрабаваным момантам (21 Нм) балты кроплення цеплазашчытнага экрана выпускнога калектара.
Внимание! Пераканайцеся, што цеплаахоўны экран выпускнога калектара надзейна замацаваны паміж кіслародным датчыкам і калектарам, каб пазбегнуць перагрэву, які можа пацягнуць за сабой разрушение-| мы электропроводки верхняга кіслароднага датчыка).
Зацяніце патрабаваным момантам (4,5 Нм) кіслародны датчык пры дапамозе прыстасавання (Wot. 1495). Усталюйце прастаўку ўнутранай скуры прывада ГРМ.
Усталюйце падкладкі корпусаў форсунок з новай пракладкай.
Усталюйце кіслародны датчык. Выраўняйце падкладку корпуса форсунок па стаўленні да галоўкі блока цыліндраў (з боку прывада ГРМ).
Выраўняйце плоскасці са сцягвання падкладкі карпусоў форсунок па стаўленні да галоўкі блока цыліндраў.
Зацягніце ва ўказаным парадку патрабаваным момантам (21 Нм) балты мацавання пракладкі корпуса форсунок.