
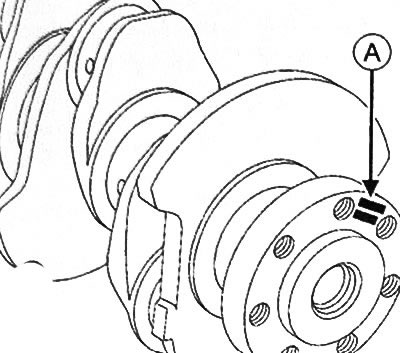
А. Идентификационен печат на коляновия вал
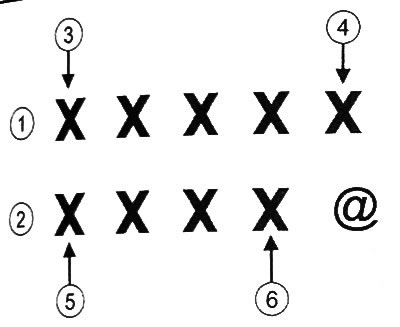
Идентификационен печат на коляновия вал: 1. Групи размери на главните шейки на коляновия вал. 2. Размерни групи на шийките на коляновия вал. 3. Размерна група на основната шейна № 1 (от страната на маховика). 4. Размерна група на основната стойка № 5 (страна на задвижването на газоразпределителния механизъм) .5. Група размер #1 на коляновия щифт (от страната на маховика). 6. Размерна група на коляновия болт № 5 (страна на задвижването на газоразпределителния механизъм).
Съответствие между размерните групи и диаметрите на шийката на коляновия вал
| Група размери | Диаметър на шийката на коляновия вал |
| A или D | 47.990-47.996 мм |
| B или E | 47.997-48.003 мм |
| C или F | 48.004-48.010 мм |
Съответствие между размерните групи и диаметрите на шийката на коляновия вал
1. Отстранете коляновия вал от двигателя.
2. Почистете коляновия вал с почистващ препарат и изсушете със сгъстен въздух.
3. Проверете дали коляновият вал няма драскотини, следи от удар или необичайно износване. Ако се открият дефекти, сменете коляновия вал с нов.
4. Измерете диаметъра на главните шийки на коляновия вал с микрометър. Тази стойност трябва да бъде 47,990~48,010 mm.
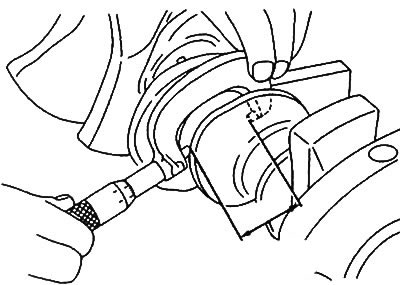
5. Определете групите размери за съответните главни шийки на коляновия вал.
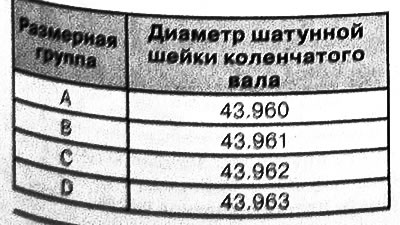
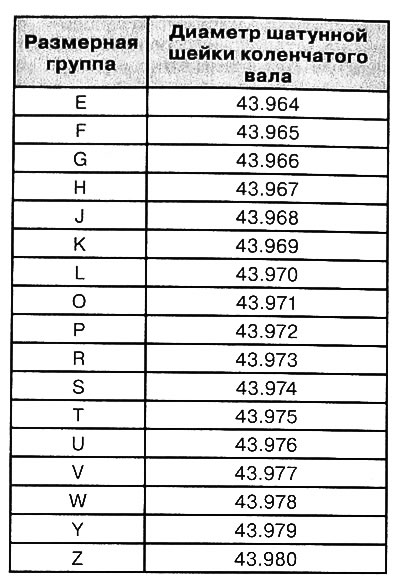
6. С микрометър измерете диаметъра на шийките на коляновия вал. Тази стойност трябва да бъде 43,960~43,980 mm.
Забележка: Корпусите на основните лагери нямат монтажни зъбци или жлебове.
7. Монтирайте черупките на основните лагери на коляновия вал с помощта на специалния инструмент (Mot. 1493-01):
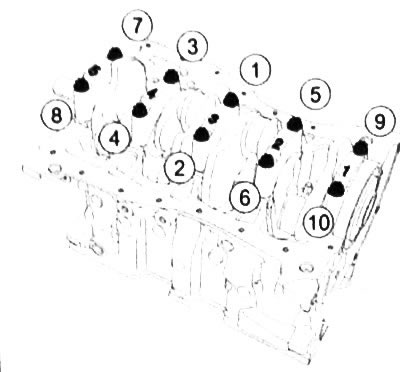
- Набраздените черупки са монтирани в капачки на основни лагери № 2 и 4.
- Втулките без канали се вписват в капачки на основни лагери № 1, 3 и 5.
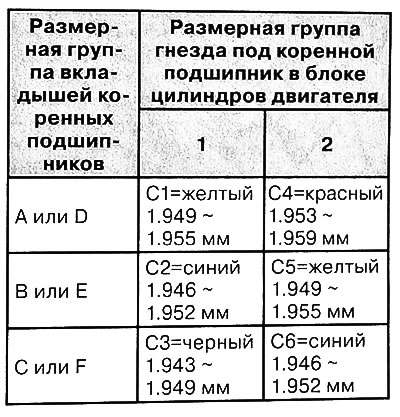
Съответствие между размерните групи и дебелините на основните лагерни черупки
8. Отстранете маслото от главните шийки на коляновия вал и от черупките на основните лагери в цилиндровия блок.
9. Монтирайте коляновия вал без смазване.
Забележка: Не въртете коляновия вал, докато проверявате.
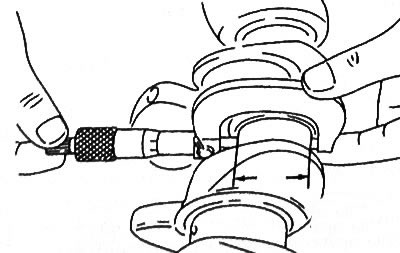
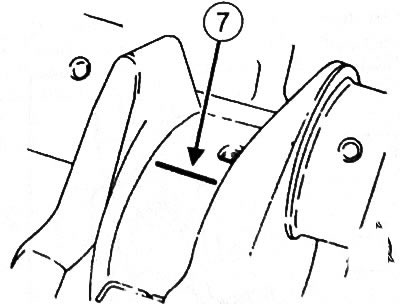
10. Поставете кръгла мярка (7) успоредно на оста на основната шийка на коляновия вал.
11. Да се установи без смазване на капака на радикалните лагери.
12. Затегнете старите болтове на капачките на основните лагери в последователността, показана на фигурата, до въртящ момент от 25 Nm и след това затегнете още 47°± 5°.
13. Отстранете капаците на коренните лагери на коляновия вал.
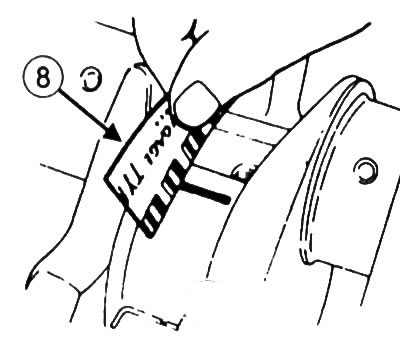
14. Измерете ширината на най-сплесканата част на кръглата сонда, като използвате скалата върху опаковката на кръглата сонда (8). Стойността на празнината трябва да бъде 0,028~0,054 mm.
15. Отстранете остатъците от кръгла сонда от главните шийки на коляновия вал и капачките на основните лагери.
16. С микрометър измерете дебелината на всеки упорен полупръстен на коляновия вал. Дебелината трябва да бъде 2,95 мм.
17. Намажете черупките на основните лагери на коляновия вал с масло (само върху повърхностите, които са в контакт с коляновия вал).
18. Монтирайте упорни шайби и колянов вал.
19. Монтирайте капачките на основните лагери.
20. Затегнете болтовете на капачката на стария основен лагер с необходимия въртящ момент.
21. Уверете се, че коляновият вал се върти лесно и без задръстване.
22. Инсталирайте циферблатния индикатор с опора, както е показано.
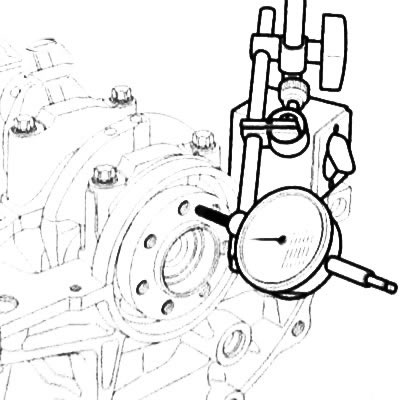
23. Поставете сонда за индикатор на циферблата върху монтажната повърхност на маховика на коляновия вал.
24. Опрете коляновия вал към упорния полупръстен, като го натиснете към индикатора на циферблата.
25. Нулирайте индикатора за циферблат.
26. Преместете коляновия вал в обратна посока (от индикатора на циферблата).
27. Прочетете стойността на края на коляновия вал от манометъра.
Аксиална хлабина на коляновия вал:
- без ограничителни пръстени: 0,045~0,252 mm;
- с упорни полупръстени: 0,045~0,852 mm.