
Note. Thermoplastics (except «Noryl»).
Wash the part in soapy water and then in clean water.
Clean the area to be repaired with a lint-free cloth soaked in antistatic solvent.
Wipe the surface with a clean, dry, lint-free cloth.
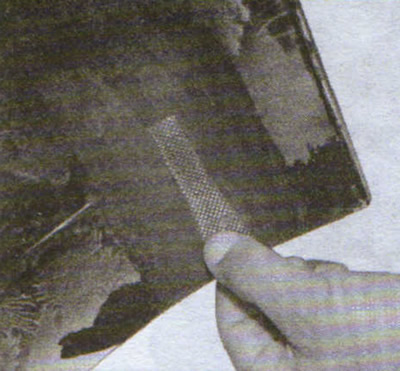
Remove the paint with a P 150 nozzle at a width of 50 mm.
Blow out the part with compressed air and clean the area to be repaired with a lint-free cloth soaked in antistatic solvent.
Wipe the surface with a clean, dry, lint-free cloth.
Preheat the soldering iron.
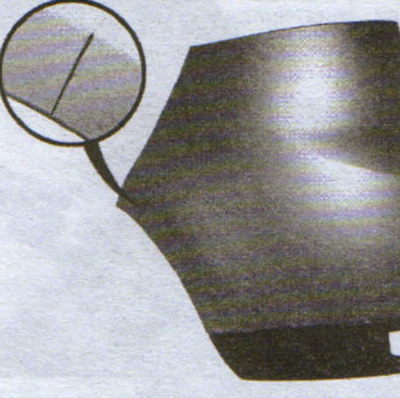
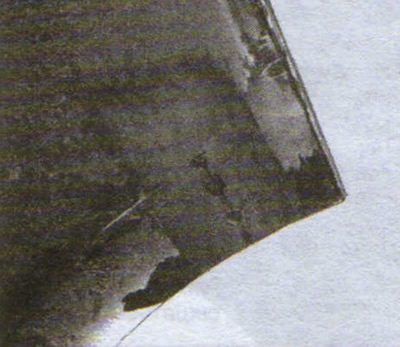
Cut off the stainless steel engagement so that the flared part is at the start of the crack.
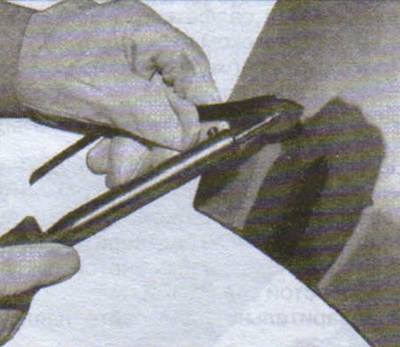
Install the stainless steel hook according to the shape of the support.
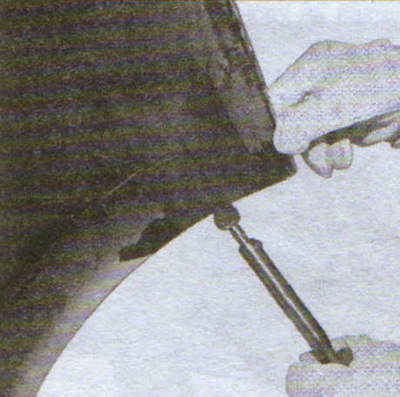
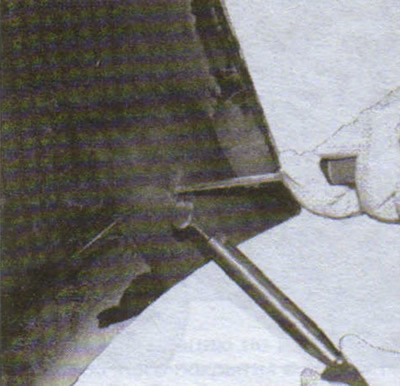
Spot weld at the beginning of the crack with a soldering iron tip to maintain the shape.
Allow the weld point to cool for two seconds using a cooler.
Repeat this operation along the entire length of the crack.
 |  |
Allow each weld point to cool for two seconds using a cooler.
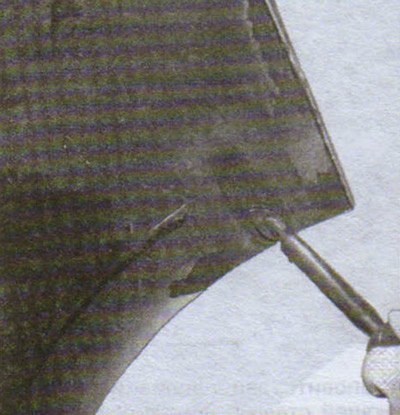
Install the stainless steel engagement and hold it with the appropriate tool.
Spot weld the stainless steel engagement. Allow each weld point to cool for two seconds using a cooler.
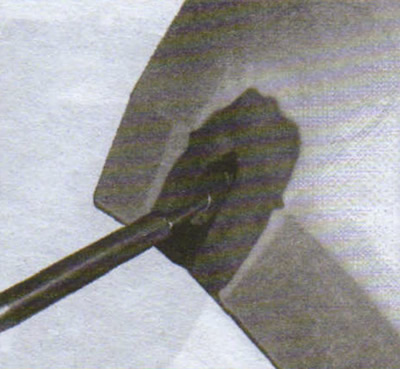
Close the stainless steel engagement with plastic material along the length of the crack.
 |  |
Allow the repair area to cool for two seconds using a cooler.
Weld the outer part of the part.
Add material by preheating welding electrode with soldering iron tip (excluding ABS and polycarbonate materials). Allow the repair area to cool for two seconds using a cooler.
Polish the surface with P 80 - P 150, then with P 240.
Blow out the part with compressed air and clean the area to be repaired with a lint-free cloth soaked in antistatic solvent.
Wipe the surface with a clean, dry, lint-free cloth.
Apply finishing coat if necessary (see technical product documentation).
Sand the finishing putty with the P150, then with the P240.
Carry out the painting operation according to the material being processed.