
Tehnički podaci
1. Klipovi
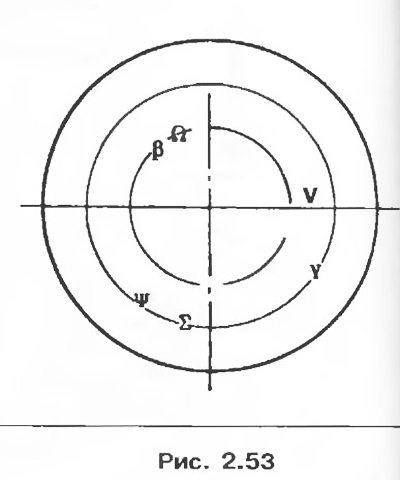
Oblik suknje (*)
- β model (*)
- Ψ tjedan proizvodnje (*)
- Σ indeks izmjena *)
- Y označavanje grupa veličina (tablica 2.1.)
- V Smjer ugradnje klipa prema zamajcu
(*) ne koristi se za usluge nakon prodaje.
Tablica 2.2. Izbor klipova za košuljice cilindra
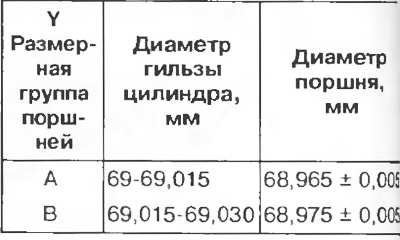
Promjer klipa treba mjeriti na udaljenosti od A = 40 mm.
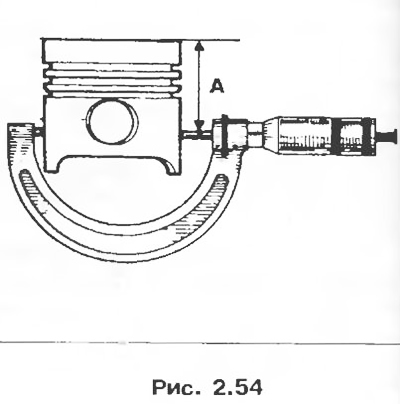
2. Obloge cilindara
Pažnja! Obavezno promatrajte odabir promjera klipova i košuljica cilindra. Odabir je određen položajem rupa T u odnosu na spojnu površinu glave cilindra. Položaj ovih rupa omogućuje odabir tolerancija košuljica cilindara u njihovoj skupini nominalne veličine, a time i promjera klipa koji odgovaraju tim tolerancijama (tablica 2.1)
Bilješka. Oznaka sadrži: 1 i 2 oznaku veličine skupine klipova A ili B; T položaj rupa označava grupu veličine za svaki cilindar.
Dimenzije popravka: promjer košuljice cilindra i klipa je povećan za 0,25 mm.
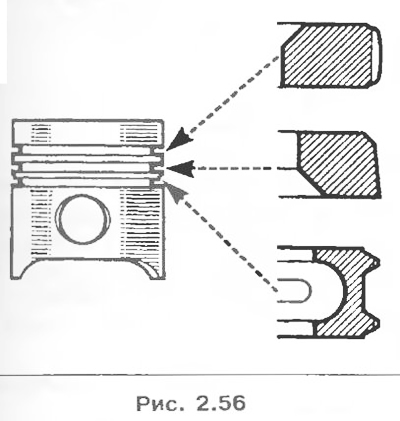
3. Klipni prstenovi
Debljina, mm:
- gornji kompresijski prsten 1,47-1,49;
- donji kompresijski prsten 1,47-1,49;
- prsten za struganje ulja 2.47-2.49.
4. Klipnjače
Aksijalni zazor donje glave klipnjače, mm: 0,21-0,453.
Tablica 2.3
5. Radilica
- Broj glavnih ležajeva 5;
- Aksijalni razmak, mm: 0,06-0,235.
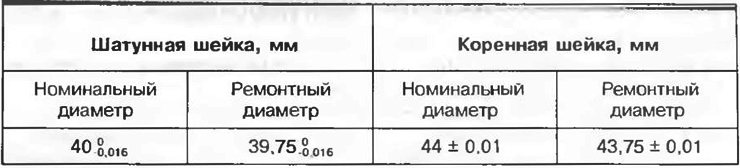
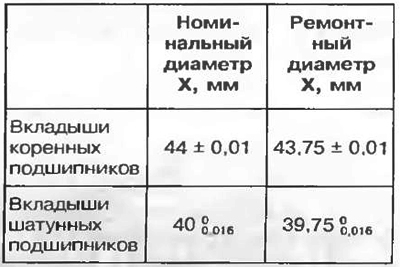
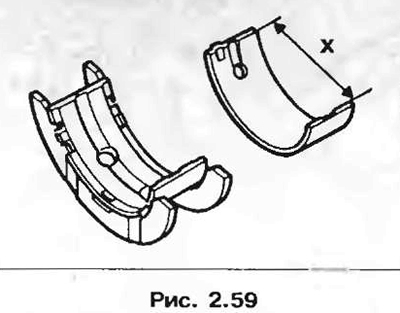
6. Kapice glavnih ležajeva radilice
Smjer ugradnje:
- Ugradite ljuske ležaja 1-2-3-5 tako da su ljuske s utorima A na bloku cilindra, a ljuske bez utora B na poklopcima ležaja.
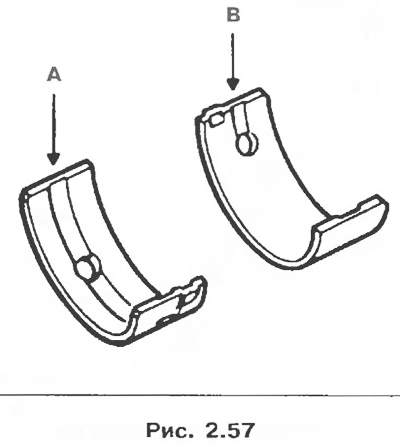
Za ležaj 3 ugrađena je košuljica (U obliku slova U), izrađen kao jedan komad s postojanim poluprstenovima; košuljica s utorom C montirana je na blok cilindra, a košuljica bez utora D na poklopac ležaja.
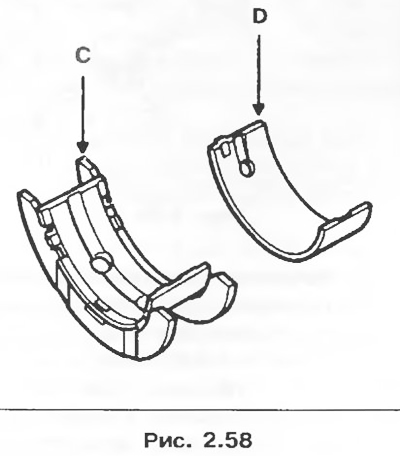
Tablica 2.4. Nazivne i remontne mjere ljuski glavnih i klipnjačnih ležajeva
Dijelovi koje treba zamijeniti nakon uklanjanja
Sve brtve i brtve.
Metalna cijev rashladnog sustava.
Vijci zamašnjaka.
Vijci s kapom klipnjače.
Vijci za pričvršćivanje radilice.
Rastavljanje
1. Uklonite jedinicu napajanja.
2. Uklonite glavu cilindra (vidi odjeljak «Brtva glave cilindra»),
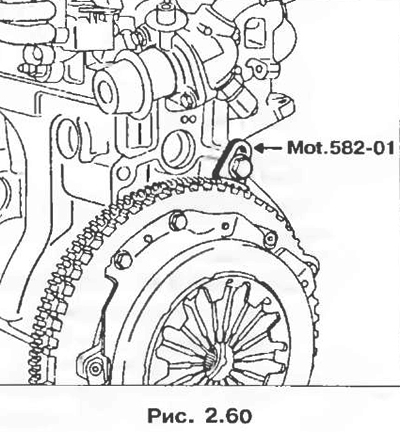
3. Uklonite:
- mehanizam kvačila i pogonski disk;
- zamašnjak motora zaključavanjem alatom Mot. 582-01.
4. Uklonite korito ulja s brtvom (silikonsko brtvilo za brtve ili metalno-plastične brtve dostupne su za servis nakon prodaje).
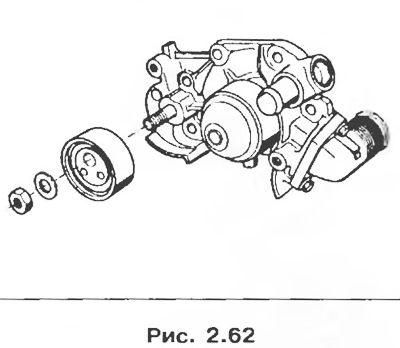
5. Uklonite remenicu razvodnog zupčanika.
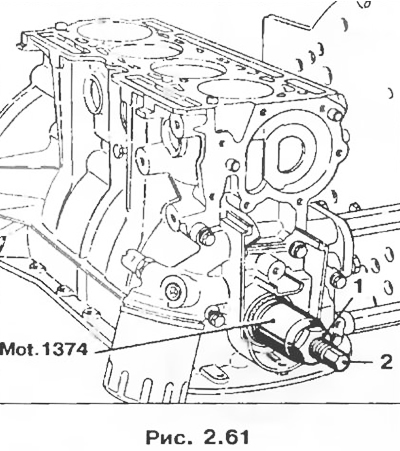
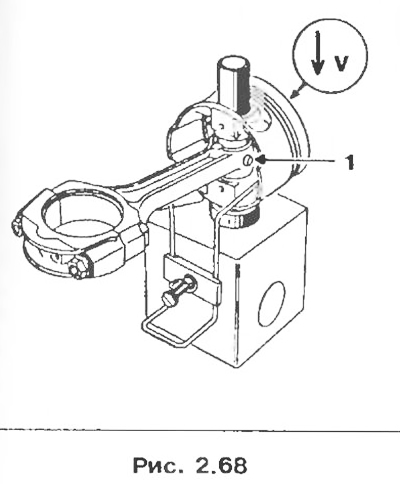
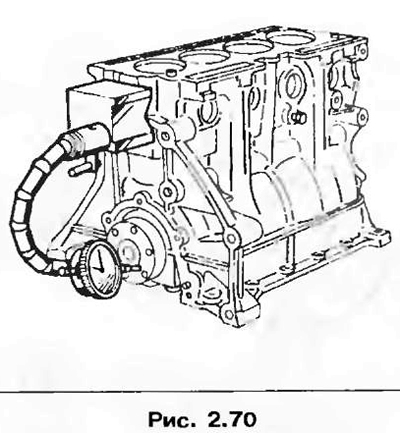
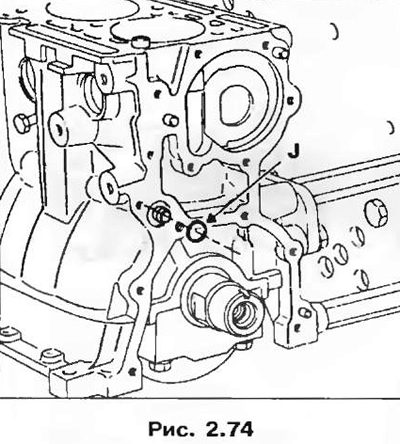
6. Uklonite uljnu brtvu radilice pomoću alata Mot. 1374. Koristeći maticu 1, unesite tijelo alata unutar kutije za brtvljenje i okretanjem vijka 2 pritisnite ga.
7. Uklonite:
- prijemnik ulja s brtvom;
- pumpa za ulje.
Pažnja! Pumpa za ulje je nepopravljiva.
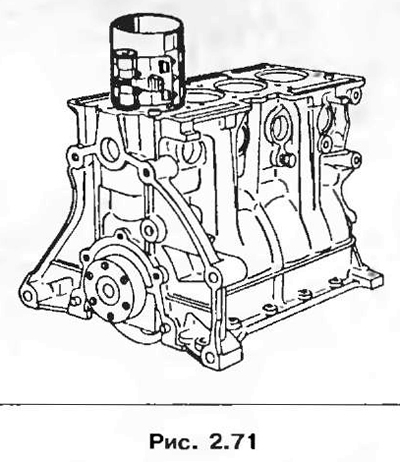
Ukloniti:
- zatezni valjak pogona razvodnog mehanizma i pumpe rashladne tekućine.
8. Uklonite:
- poklopci klipnjača i košuljice;
- klipovi s klipnjačama;
- poklopci glavnih ležajeva radilice i njihove obloge;
- koljenasto vratilo;
- školjke glavnih ležajeva smještene u bloku cilindra.
Demontaža i montaža grupe «klipnjača-klip»
1. Istiskivanje osovinica klipa
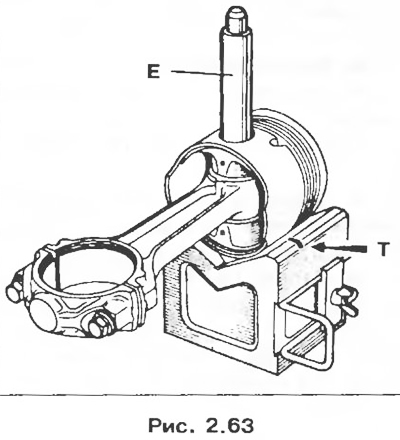
Postavite klip u V-utor tako da klipni klip bude poravnat s rupom u nosaču (dvije oznake T na nosaču označavaju središte rupe, što olakšava poravnavanje). Istisnite zatik pomoću alata E.
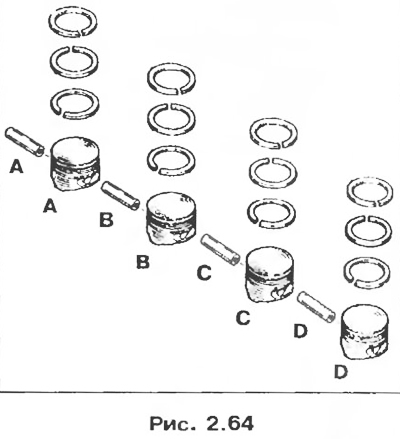
2. Grupna priprema «klipni klip»
Pojedinosti o isporučenim grupama «klipni klip» međusobno usklađeni. Označite svaku grupu dijelova pakiranja od A do D kako biste zadržali odabir. Uklonite antikorozivni premaz s dijelova, ali ni u kojem slučaju ne stružite dijelove.
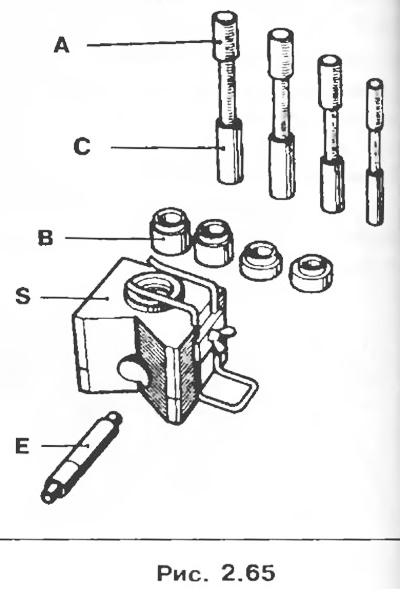
3. Ugradnja klipnih osovinica
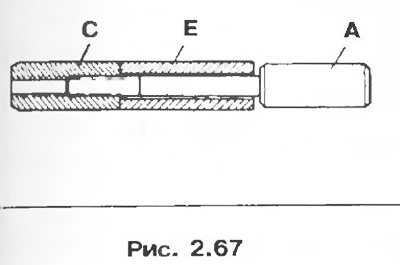
Klipni svornjaci su utisnuti u gornje glave klipnjača i slobodno se okreću u klipnjačama. Klipni svornjaci se montiraju alatom Mot. 574-21 (isporučuje se kao dodatak alatu Mot. 574-22).
A: Montažne igle zajedno s čahurama za centriranje C.
B: Potisne čahure za klip.
E. Trn za prešanje prstiju.
S: Nosač klipa.
4. Priprema klipnjača
Provjerite vizualno:
- stanje klipnjača (uvijanje i neusklađenost osi glava);
- pristajanje kapica klipnjača na klipnjače (ako je potrebno, uklonite neravnine brusnim kamenom).
Koristite grijaću ploču od 1500 W za zagrijavanje ručica. Postavite gornje krajeve klipnjača na grijaću ploču.
Uvjerite se da glave klipnjača dobro prianjaju uz površinu ploče.
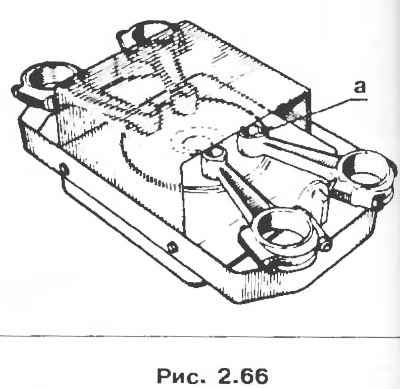
Za kontrolu temperature stavite komad kositrenog lema s talištem od oko 250°C na svaku gornju glavu klipnjače u točki a. Zagrijte gornje krajeve klipnjača dok se lem ne rastopi.
5. Priprema osovinica klipa
Uvjerite se da osovinice klipa slobodno klize u izbočinama novih klipova.
Za ugradnju klipnih osovinica koristite C17 čahuru za centriranje i A17 montažnu osovinu.
Gurnite klipni klip E na montažnu iglu A, zatim zavrnite čahuru za centriranje C na montažnu iglu dok se ne zaustavi, a zatim je odvrnite za četvrtinu kruga.
6. Skupna montaža «klipnjača-klip»
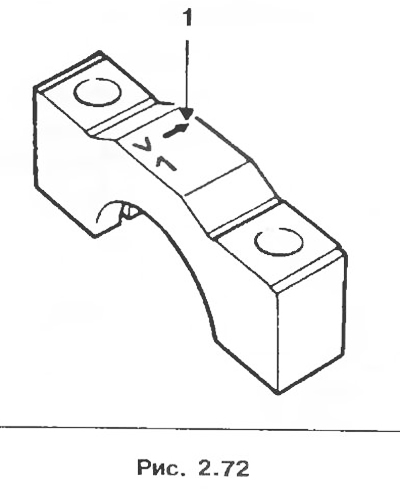
Bilješka. Na glavi klipa utisnuta je strelica koja bi nakon sastavljanja trebala biti usmjerena prema zamašnjaku. Smjer ugradnje klipnjače označen je izbočinom 1, koja mora biti na strani mjerne šipke.
Ugradite čahuru B17 na nosač, stavite klip na njega zajedno sa zatikom, pričvršćujući klip opružnim čepom nosača (strelica mora biti usmjerena prema gore). Podmažite čahuru za centriranje i osovinicu klipa motornim uljem. Umetnite osovinicu klipa u provrte klipa kako biste provjerili i uvjerili se da se slobodno kreće, centrirajte klip ako je potrebno.
Nakon što lem dosegne točku taljenja (pretvarajući se u kap), učinite sljedeće:
- uklonite kap lema s glave klipnjače;
- umetnite čahuru za centriranje trna u klip;
- umetnite klipnjaču u klip;
- brzo pomaknite klipni klip sve dok čahura za centriranje ne zaustavi jednu rupu u nosaču klipa.
8. Pazite da osovinica ostane udubljena u odnosu na vanjsku površinu klipa na bilo kojem položaju klipnjače u klipu.
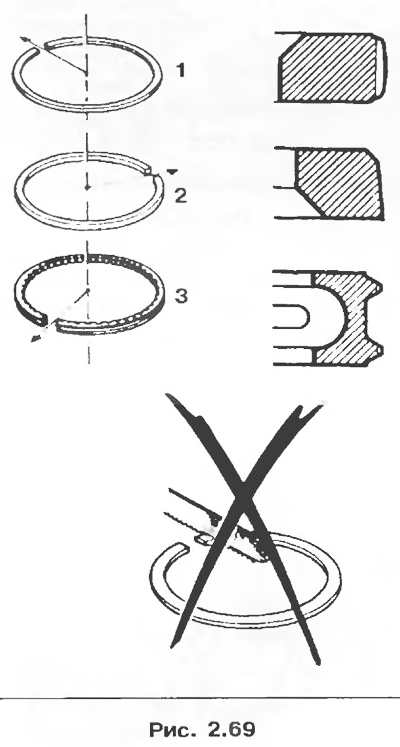
7. Ugradnja klipnih prstenova
Klipni prstenovi moraju se slobodno kretati u žljebovima klipa. Obavezno slijedite redoslijed postavljanja klipnog prstena. Podmažite prstenove motornim uljem i odvojite njihove bravice (riža. 2.69).
Skupština
1. Ugradite ljuske ležaja. Svi ležajevi klipnjača su isti. Školjke glavnog ležaja radilice imaju rupe za podmazivanje i na strani glave cilindra i na strani poklopca ležaja. Umetak srednjeg ležaja je uporan i određuje aksijalni zazor koljenastog vratila.
2. Ugradite radilicu.
3. Podmažite glavne rukavce i klipnjače koljenastog vratila motornim uljem.
4. Zamijenite poklopce ležaja (prethodno podmažite navoje i površine ispod glava vijaka) i zategnite vijke momentom od 20 Nm, nakon čega su zategnuti pod kutom od 80°.
Uvjerite se da: radilica se slobodno okreće, aksijalni zazor radilice mora biti između 0,06 i 0,235 mm.
5. Očistite blok cilindara.
6. Ugradite klipove s klipnjačama u cilindre bloka pomoću steznog prstena.
7. Postavite poklopce ležaja klipnjače tako da strelica 1 gleda prema zamašnjaku.
8. Zategnite vijke poklopca klipnjače momentom od 14 Nm, zatim ih zategnite pod kutom od 39°.
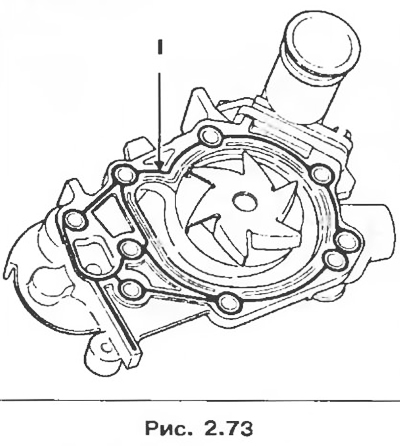
Nanesite kuglicu 1 Rhodorseala 5661 na spojnu površinu pumpe rashladnog sredstva i ponovno postavite pumpu.
9. Ugradite novi o-prsten za pražnjenje pri svakom ponovnom sastavljanju.
Pažnja! Uljnu pumpu pokreću dva brega smještena na koljenastom vratilu.
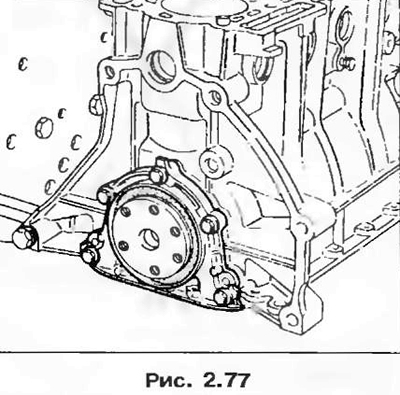
10. Nanesite kuglicu 5 Rhodorseala 5661 svuda oko spojne površine pumpe za ulje.
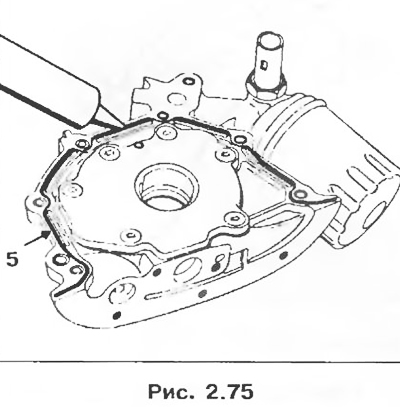
11. Ugradite pumpu za ulje na blok cilindra i zategnite pričvrsne vijke momentom od 9 Nm.
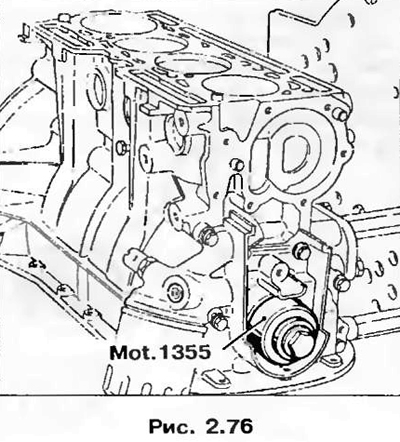
12. Ugradite novu uljnu brtvu na koljenasto vratilo, pazeći da je ne oštetite pri prolasku kroz vrat na kojem je ugrađen razvodni zupčanik. Pritisnite uljnu brtvu alatom Mot. 1355.
13. Nanesite zrno Rhodorseala 5661 svuda oko spojne površine na strani zamašnjaka.
14. Zategnite zavrtnje na 9 Nm.
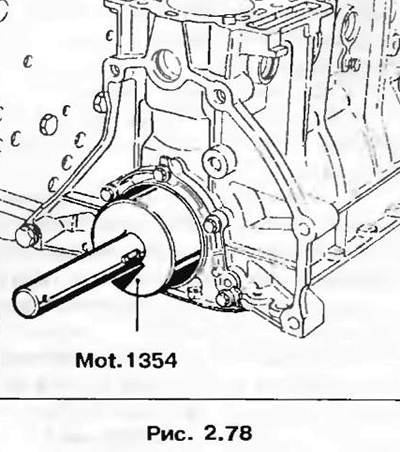
15. Ugradite uljnu brtvu radilice pomoću alata Mot. 1354.
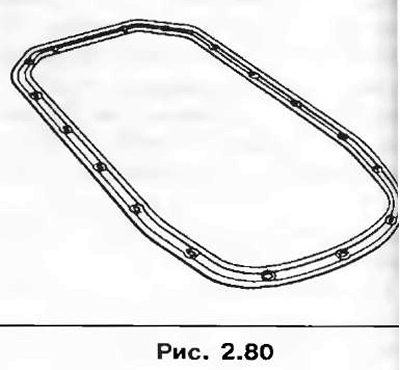
16. Ugradite spremnik ulja nakon zamjene njegovog brtvenog prstena.
17. Očistite spojene površine bloka cilindra i uljnog korita.
18. Ugradite korito ulja, zategnite pričvrsne vijke momentom od 10 Nm.
Bilješka. Nepropusnost korita ulja osigurava se samo ugradnjom posebne brtve (brtva mora biti okrenuta prema bloku cilindra).
19. Instalacija se provodi obrnutim redoslijedom.