
Висота головки блоку циліндрів, мм: Н = 159,5±0,2.
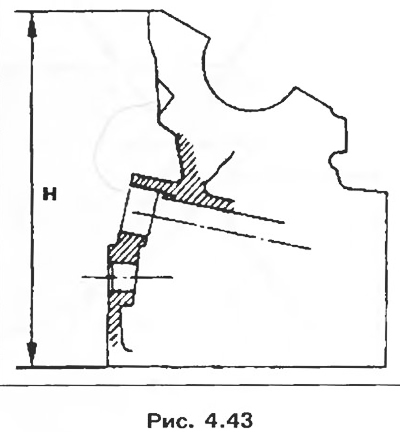
Максимальна допустима деформація поверхні, що сполучається, мм: 0,05.
2. Напрямні втулки клапанів.
Внутрішній діаметр мм: 8.
Зовнішній діаметр напрямної втулки, мм:
- номінальний: 13;
- ремонтний: 13,30.
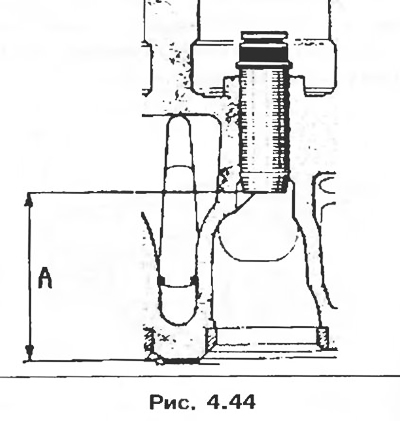
Увага! Напрямні втулки впускних та випускних клапанів мають маслознімні ковпачки стрижнів клапанів, які повинні замінюватися при кожній розбиранні механізму приводу клапанів.
Положення напрямних втулок впускних і випускних клапанів щодо нижньої поверхні привалки головки блоку циліндрів, мм: А = 43,25.
3. Пружини клапанів.
Довжина у вільному стані, мм: 43,41
Довжина під навантаженням:
- 230 ± 20 Н = 37,9 мм;
- 705 ± 35 Н = 28,4 мм.
Довжина пружини при повному стисканні витків, мм: 25,77.
Діаметр дроту, мм 4,25.
Внутрішній діаметр, мм: 21,5±0,1.
4. Клапани.
Діаметр стрижня, мм: 8
Кут робочої фаски:
- впускний клапан: 120°;
- випускний клапан: 90°.
Діаметр головки, мм:
- впускний клапан: 36,1;
- випускний клапан: 31,5.
Увага! При заміні клапанів нові клапани, що встановлюються, повинні мати той же каталожний номер деталі, який був у попередніх клапанів, для попередження пошкоджень клапанів і сідел.
Один і той самий каталожний номер деталі може мати кілька маркувань, у цьому випадку всі клапани повністю взаємозамінні.
Переконайтеся, що нові клапани з маркуванням, які відрізняються від маркування знятих клапанів, мають той самий каталожний номер.
5. Сідла клапанів.
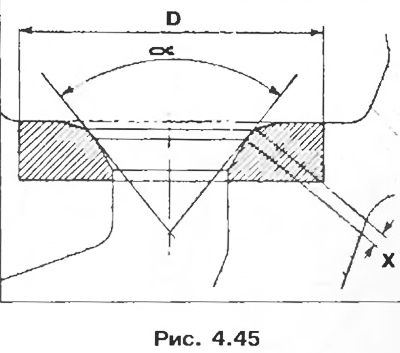
Зовнішній діаметр сідла D, мм:
- впускні клапани. 37 (37,3);
- Випускні клапани. 32,6 (32,89).
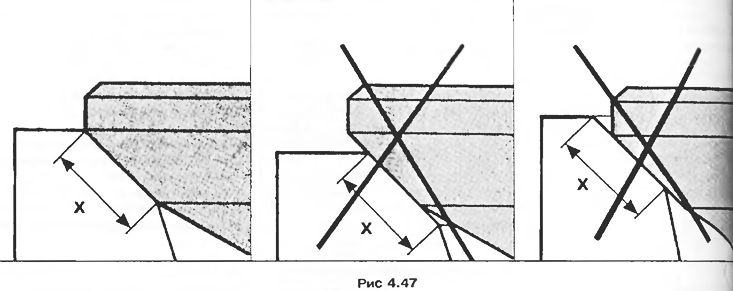
Впускні клапани X = 1,8; α = 120°.
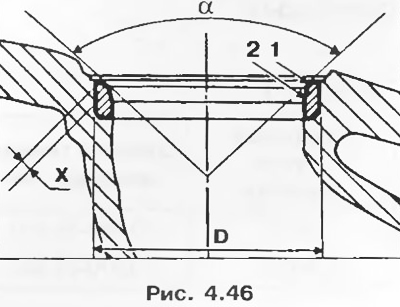
Шліфування робочої фаски сідла 1 проводиться за допомогою фрези з кутом 30°, зменшіть ширину робочої фаски обробкою фаски 2 фрезою з кутом 60°до отримання ширини X.
Випускні клапани X = 1,8; α = 90°.
Шліфування робочої фаски сідла 1 здійснюється за допомогою фрези з кутом 45°, зменшіть ширину фаски обробкою фаски 2 фрезою з кутом 75°до отримання ширини X.
Увага! Перевірте правильність прилягання клапана до його сідла (рис. 4.47).
6. Розподільний вал:
- осьовий зазор, мм: 0,05-0,13;
- кількість підшипників: 5.
7. Поршні.
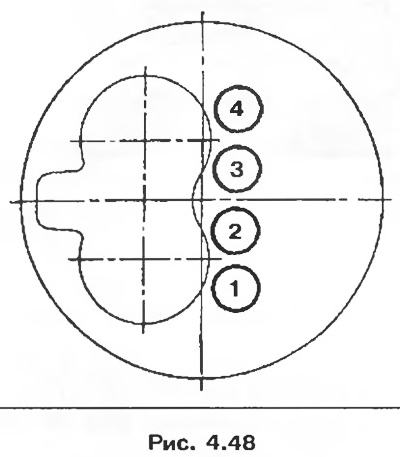
Мітка 1 вказує глибину виїмки в днищі поршня.
Мітка 2 вказує тип двигуна 8Q поршня А-В-С.
Мітка 3 вказує розмірну групу поршнів поршня.
Мітка 4 призначена для постачальника.
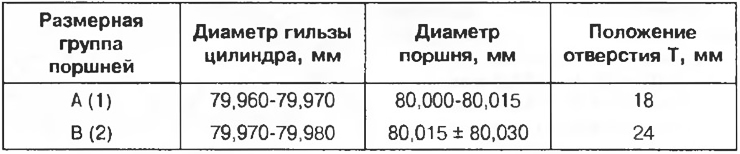
Підбір поршнів до гільз циліндрів
Таблиця 4.2
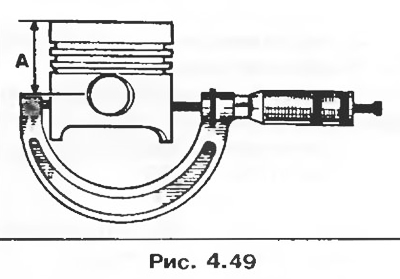
Діаметр поршня слід вимірювати з відривом А = 60 мм.
8. Гільзи циліндрів.
Увага! Дотримуйтесь обов'язково підбору діаметрів поршнів і гільз циліндрів. Підбір визначається положенням отворів Т по відношенню до поверхні, що сполучається головки блоку циліндрів. Положення цих отворів дає можливість вибрати допуски гільз циліндрів у їхній номінальній розмірній групі і, отже, діаметри поршнів, що відповідають цим допускам (таблиця 4.2).
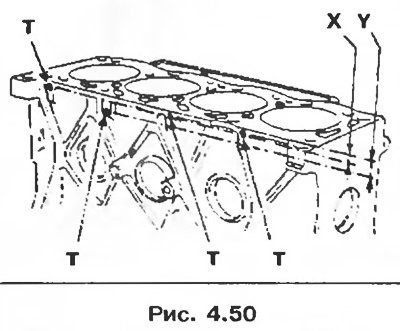
Примітка. Маркування тримає: 1 та 2 - позначення розмірів групи поршнів А або В; Т - положення отворів показує розмірну групу для циліндра: X = 18 мм, Y = 24 мм.
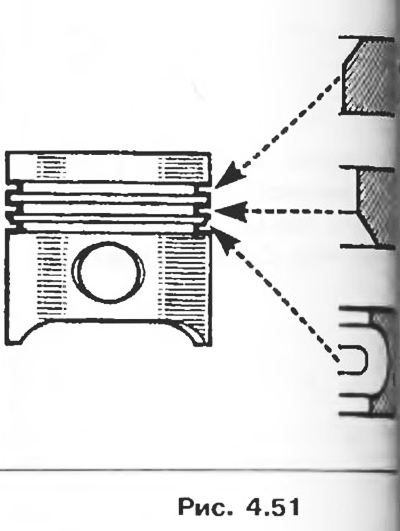
9. Поршневі кільця.
Товщина, мм:
- верхнє компресійне кільце.
- нижнє компресійне кільце.
- маслознімне кільце 3.
Замки поршневих кілець встановлюються через 120°. Компресійні кільця встановлюються міткою Тор нагору.
10. Шатуни.
Осьовий зазор нижньої головки шатуна, мм: 0,22-0,40.
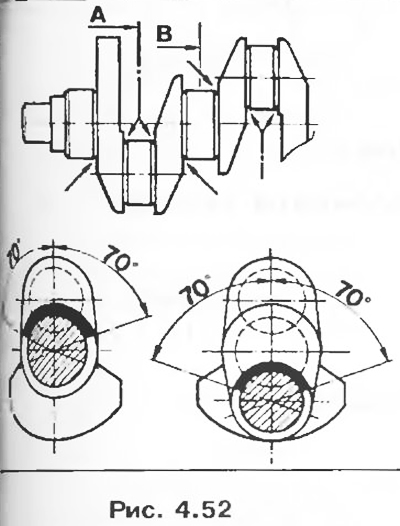
11. Колінчастий вал.
Кількість корінних підшипників 5.
Осьовий зазор, мм: 0,07-0,23.
Таблиця 4.3
Є упорні півкільця різної товщини, мм: 2,30-2,35-2,40-2,45.
При шліфуванні жолобники на площині повинні залишатися недоторканими на ділянках, що утворюють кут (рис. 4.52, стрілки).
12. Проміжний вал.
Осьовий зазор, мм: 0,07-0,15.
Проміжний вал встановлений у двох втулках діаметром, мм:
- внутрішня втулка 39,95,
- зовнішня втулка 40,5.
Деталі, які повинні замінюватись при знятті
- Усі ущільнювальні манжети та прокладки.
- Болти кріплення маховика.
- Болти кріплення кришок шатунів.
- Болти кріплення опор колінчастого валу.
- Напрямні втулки клапанів.
- Вогнетривкі шайби форсунок.
- Болт кріплення головки блоку циліндрів.
- Патрубок системи охолодження.