
Učinite sljedeće:
- ugradite blok cilindra na kućište radilice prema gore;
- ugradite klip prvog cilindra (strana zamašnjaka) na NMT poziciju;
- obojite oznaku na klipnjači i njenoj kapici (u nedostatku numeriranja) za ispravnu ugradnju tijekom montaže;
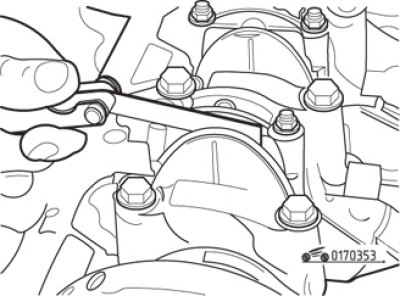
Riža. 3.53. Mjerenje zazora donjeg poklopca klipnjače
- upotrijebite mjerač za provjeru zazora donjeg kraja klipnjače (riža. 3.53) i usporedite rezultat s dimenzijama danim u tablici. 3.3;
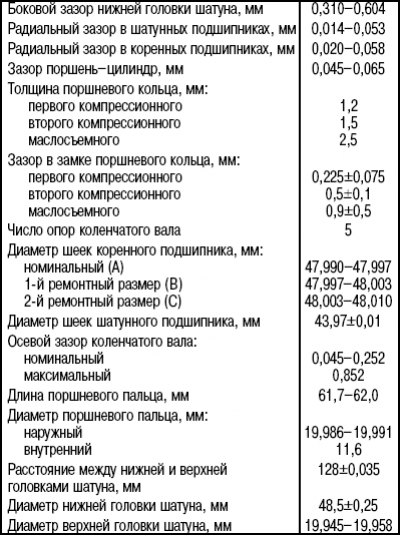
Tablica 3.3. Tehnički podaci koljenastog vratila i dijelova klipnjače i klipne skupine
- odvrnite matice koje pričvršćuju donji poklopac klipnjače i uklonite poklopac zajedno s umetkom. Pričvrstite umetak ljepljivom trakom na poklopac za odlaganje. Ne preporučuje se ponovna uporaba umetaka, ali ako se ponovno koriste, treba ih ponovno instalirati;
- stavite plastične cijevi na vijke poklopca klipnjače ili ih omotajte ljepljivom trakom kako biste spriječili oštećenje površine cilindra prilikom uklanjanja klipa iz bloka;
- pregledajte vrh zrcala cilindra. Ako tamo postoji značajna izbočina, mora se ukloniti jer se klip i njegovi prstenovi mogu oštetiti tijekom izvlačenja;
- obojite brojeve na dnu svih klipova;
- Pažljivo uklonite klip kroz vrh bloka cilindra pritiskom prema dolje na glavu klipa odgovarajućom drvenom šipkom. Nakon što su klip i klipnjača uklonjeni, uklonite gornju ljusku ležaja i zalijepite je na klipnjaču radi skladištenja;
- okrećući radilicu za pola kruga, uklonite klipove i klipnjače preostalih cilindara na isti način. Prije uklanjanja dijelova označite ih (ili provjerite imate li ga);
Pažnja! Klipni svornjaci su čvrsto utisnuti u gornje krajeve klipnjača i lebdeći leže u izbočinama klipa. Sigurnosni prstenovi se ne koriste.
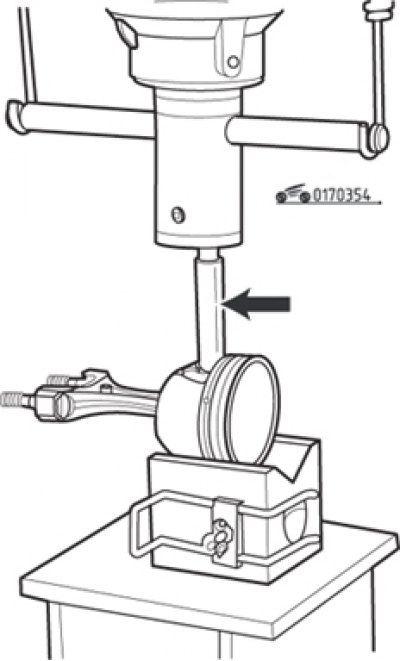
Riža. 3.54. Uklanjanje osovinice klipa iz klipa pomoću trna (strijela)
- postavite klip u postolje u obliku slova V tako da klipni klip bude poravnat s rupom kako biste ga uklonili (riža. 3.54);
- pomoću izvlakača klipne osovinice, prešom ga uklonite s klipa.
Inspekcija

Riža. 3.55. Skidanje klipnih prstenova s mjeračem
Očistite klipove i klipnjače od prljavštine i naslaga ugljika. Pomoću dva ili tri ravna mjerača uklonite prstenove s klipova prema gore (prema dnu klipa) (riža. 3.55). Uklonite ugljik s krune klipa aluminijskim strugačem. Ne koristite brusni papir u tu svrhu, jer su zrnca abraziva ugrađena u aluminij klipa i uzrokuju ogrebotine. Uklonite naslage ugljika iz utora klipa pomoću prikladnog komada klipnog prstena, pazeći da ne ogrebete površinu utora.
Operite klipove od uklonjenih naslaga. Provjerite da rupe u žljebovima strugača ulja nisu začepljene prljavštinom.
Pregledajte tarne površine klipova. Dopušteno je trošenje u obliku vertikale «ćelave mrlje» na površini za primanje pritiska suknje klipa i mali razmak u pristajanju gornjeg kompresijskog prstena u utor. Zareze i ogrebotine na ivici klipa mogu značiti da je motor pregrijan iz bilo kojeg razloga: loše hlađenje, podmazivanje, previsoka temperatura izgaranja. Tragovi opeklina na poklopcu znak su istjecanja plina iz komore za izgaranje, što je vjerojatno uzrokovano istrošenošću stijenki cilindra ili klipnih prstenova. Oznake opeklina ili udubljenja na kruni klipa obično su znakovi rada motora s detonacijom uzrokovanom prethodnim paljenjem ili benzinom niske kvalitete. Iz istog razloga, u nekim slučajevima, glava klipa može biti otopljena. Ponovno osinjavanje smjese zbog curenja zraka na ulazu također može uzrokovati pregrijavanje klipa.
Svi uzroci navedenih oštećenja moraju se otkloniti prije puštanja motora u rad, inače će se opet pojaviti slična oštećenja na klipnoj skupini.
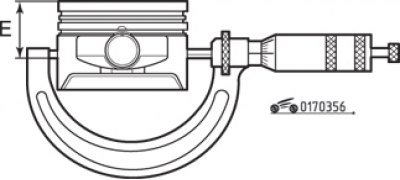
Riža. 3.56. Mjerenje promjera klipa mikrometrom: E= (42±0,01) mm
Mikrometrom izmjerite promjere sva četiri klipa na udaljenosti (42±0,01) mm od krune klipa (riža. 3.56) okomito na os osovinice klipa. Usporedite rezultate mjerenja s navedenim u tab. 3.4.
Tablica 3.4. Ovisnost promjera klipa o promjeru cilindra
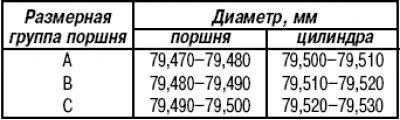
Ako je promjer klipa izvan tolerancije, zamijenite cijeli komplet klipa. Treba imati na umu da je blok cilindara možda bio izbušen tijekom prethodnog remonta, pa su prema tome možda ugrađeni preveliki klipovi. Zabilježite rezultate mjerenja i koristite ih za provjeru zazora kasnije kada se izmjere promjeri cilindra.
Izmjerite razmake između klipnih prstenova i klipnih utora, da biste to učinili, ugradite prstenove u utore i pomoću seta ravnih pipa izvedite odgovarajuća mjerenja na tri ili četiri mjesta u svakom utoru. Izmjerene dimenzije ne smiju prelaziti 0,1 mm, u protivnom će klipove trebati zamijeniti.
Pažljivo pregledajte ima li na klipnjačama, klinovima i poklopcima klipnjača istrošenosti, pukotina ili drugih površinskih oštećenja. Vizualno provjerite sljedeće:
- stanje klipnjača (mogu biti uvijene ili savijene);
- gustoća nalijeganja poklopaca ležaja na klipnjače (ako je potrebno, upotrijebite brusnu ploču za uklanjanje neravnina kako biste osigurali pravilno postavljanje čepova).

Riža. 3.57. Mjerenje zazora klipnih prstenova
Prije stavljanja prstenova na klipove, ugradite ih jedan po jedan u svoj cilindar i provjerite razmak u bravi prstena. Gurnite prsten klipom u cilindar tako da ravnina prstena bude paralelna s gornjom ravninom bloka (riža. 3.57). Usporedite rezultate mjerenja s onima u tablici. 3.3.
Skupština
Redoslijed sastavljanja:
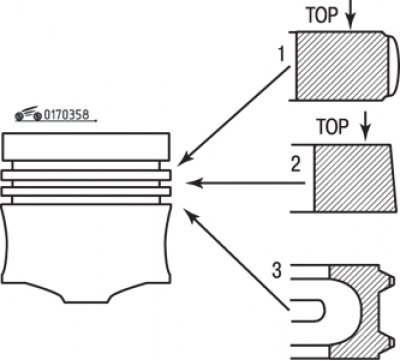
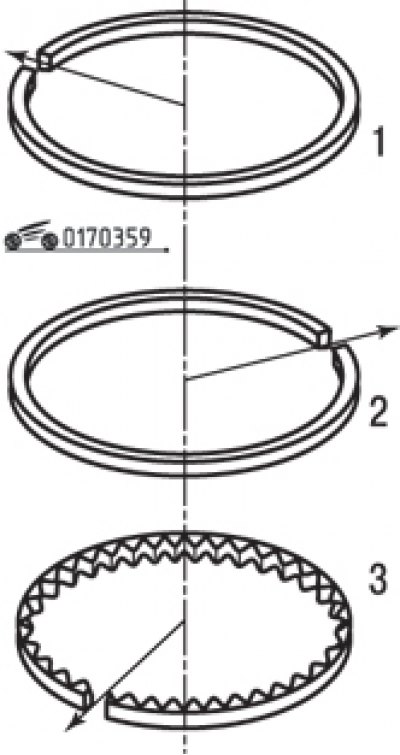
Riža. 3.58. Profili klipnih prstenova
Riža. 3.59. Položaj bravica klipnih prstenova pod kutom od 120°jedan u odnosu na drugi
- postavite prstenove na klipove - stavite ih kroz krunu klipa, počevši od prstena za struganje ulja i koristeći iste plosnate mjerače koji su korišteni prilikom skidanja prstenova. Profili klipnih prstenova prikazani su na sl. 3.58. Kompresijski prstenovi ugrađeni su s natpisom «TOR» gore. Vrlo su lomljivi, stoga budite oprezni pri postavljanju. Raširite brave klipnih prstenova pod kutom od 120°jedan u odnosu na drugi (riža. 3.59);
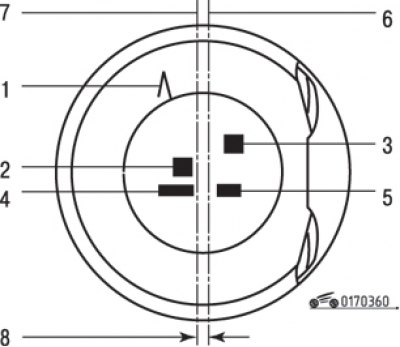
Riža. 3.60. Oznaka klipa: 1 - smjer ugradnje naljepnice klipa «L» prema zamašnjaku 2, 4, 5 - oznaka dobavljača; 3 - skupina veličine klipa (A–B–C); 6 - os simetrije klipa; 7 - os rupe za osovinicu klipa; 8 - pomak osi (7) rupe za osovinicu klipa u odnosu na ravninu simetrije (6) klip je 0,9 mm
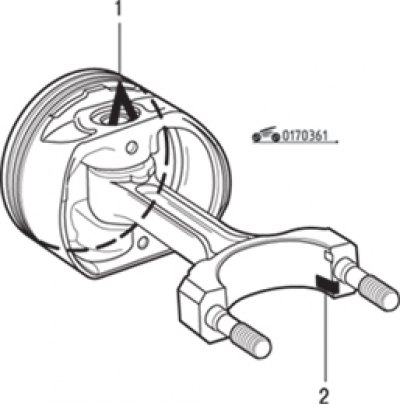
Riža. 3.61. Položaj klipnjače u odnosu na klip: označiti «L» (1) na kruni klipa mora biti na vrhu, a ušica za zaključavanje ljuske ležaja (2) donji kraj klipnjače - ispod
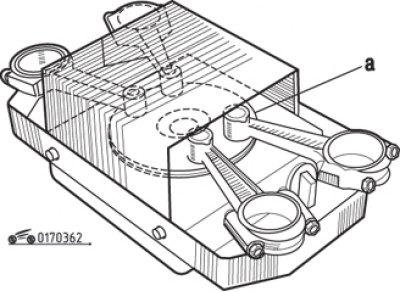
Riža. 3.62. Grijanje na električnom štednjaku gornjih glava klipnjača: a - komad kositrenog lema
- sastaviti klip s klipnjačom. Označiti «L» na dnu klipa (riža. 3.60) treba biti usmjeren prema zamašnjaku, a zaporna ušica ležajne školjke donje glave klipnjače treba biti, kao što je prikazano na sl. 3.61. Postavite gornji kraj klipnjača na grijaću ploču od 1500 W kao što je prikazano na sl. 3.62. Za kontrolu temperature zagrijavanja klipnjača, stavite mali komad kositrenog lema s talištem od približno 250°C na gornju glavu svake klipnjače u području a;
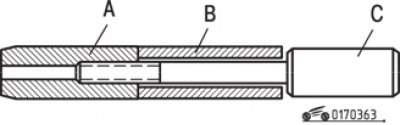
Riža. 3.63. Ugradnja klipne osovinice (U) na montažnoj šipki (S) i spoj s uređajem za centriranje (A)
- pripremite osovinice klipa. Uvjerite se da slobodno ulaze u odgovarajuće klipove. Postavite klipni klip na šipku za lociranje, zavrnite alat za centriranje dok se ne zaustavi i zatim ga odvrnite za 1/4 okretaja (riža. 3.63);
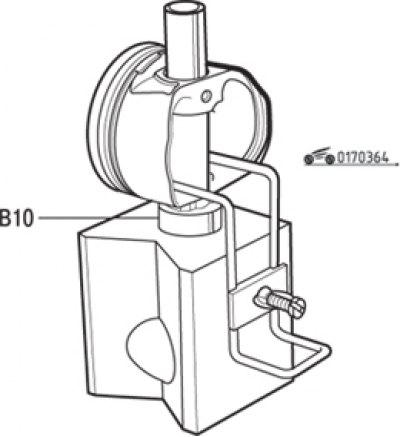
Riža. 3.64. Montaža klipa na alat za montažu klipnjače: B 10 - rukavac-graničnik
- postavite klip na postolje, usmjerite ga kako je prikazano na sl. 3.61. Između klipa i postolja postavite čahuru koja ograničava pomicanje uređaja za centriranje pri pritisku klipne osovinice (riža. 3.64);
- podmažite uređaj za centriranje i osovinicu klipa motornim uljem;
Pažnja! Naknadne radnje moraju se izvesti što je brže moguće kako bi se izbjeglo hlađenje klipnjače.
- kada temperatura lema dosegne talište (lem će se pretvoriti u kap), obrišite kap lema;
- umetnite klipnjaču u klip;
- što je brže moguće, umetnite klipni klip dok se uređaj za centriranje ne zaustavi u postolju;
- uklonite uređaj za centriranje sa zatika;
- pazite da osovinica klipa na bilo kojem položaju klipnjače ne izlazi izvan granica izbočina klipa.