
Înălțimea chiulasei, mm: H = 159,5±0,2.
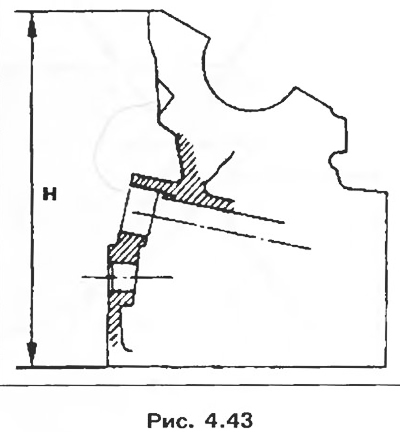
Deformarea maximă admisă a suprafeței de împerechere, mm: 0,05.
2. Ghidajele supapelor.
Diametru interior, mm: 8.
Diametrul exterior al manșonului de ghidare, mm:
- nominal: 13;
- reparatie: 13.30.
Atenţie! Ghidajele supapelor de admisie și evacuare au garnituri ale tijei supapelor care trebuie înlocuite de fiecare dată când trenul de supape este dezasamblat.
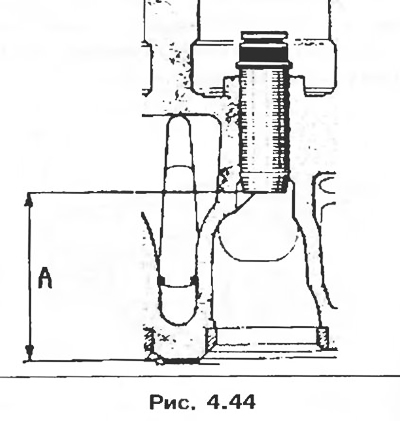
Poziția bucșelor de ghidare ale supapelor de admisie și evacuare în raport cu suprafața inferioară de îmbinare a chiulasei, mm: A = 43,25.
3. Arcuri supapelor.
Lungime liberă, mm: 43,41
Lungimea încărcată:
- 230±20 N = 37,9 mm;
- 705±35 N = 28,4 mm.
Lungimea arcului la compresia totală a spirelor, mm: 25,77.
Diametrul firului, mm: 4,25.
Diametru interior, mm: 21,5±0,1.
4. Supape.
Diametrul tijei, mm: 8
Unghi de teșire:
- supapa de admisie: 120°;
- supapă de evacuare: 90°.
Diametru cap, mm:
- supapa de admisie: 36,1;
- supapa de evacuare: 31,5.
Atenţie! La înlocuirea supapelor, noile supape instalate trebuie să aibă același număr de piesă ca supapele anterioare pentru a preveni deteriorarea supapelor și scaunelor.
Același număr de piesă poate avea mai multe marcaje, caz în care toate supapele sunt complet interschimbabile.
Verificați dacă supapele noi cu marcaje diferite față de supapele îndepărtate au același număr de piesă.
5. Scaunele supapelor.
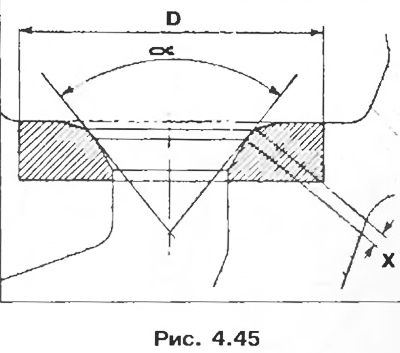
Diametrul exterior scaun D, mm:
- supape de admisie. 37 (37,3);
- supapele de evacuare. 32.6 (32,89).
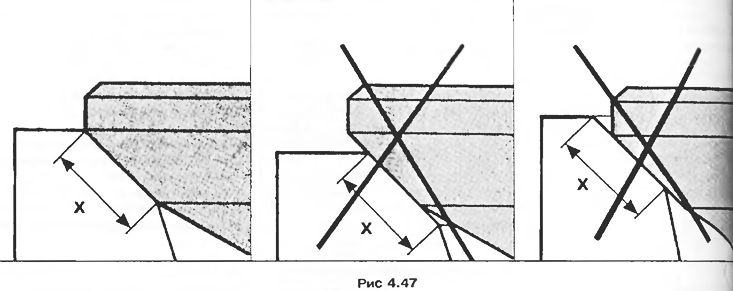
Supape de admisie X = 1,8; α= 120°.
Fața scaunului 1 este șlefuită cu un tăietor de 30°, reduceți lățimea feței prin șlefuirea feței 2 cu un tăietor de 60°până se obține lățimea X.
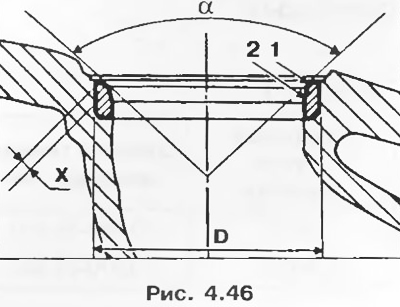
Supape de evacuare X = 1,8; α= 90°.
Fața scaunului 1 este șlefuită cu un tăietor de 45°, reduceți lățimea teșirii prin șlefuirea teșirii 2 cu un tăietor de 75°până se obține lățimea X.
Atenţie! Verificați fixarea corectă a supapei pe scaunul său (orez. 4,47).
6. Arborele cu came:
- joc axial, mm: 0,05-0,13;
- Numar de rulmenti: 5.
7. Pistoane.
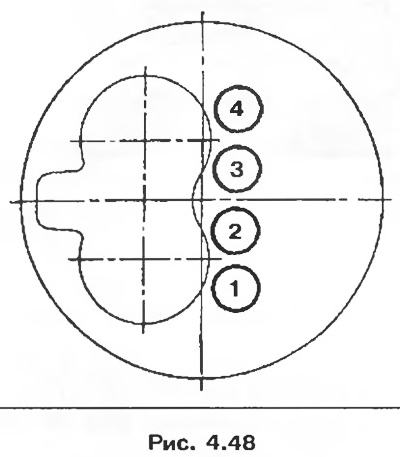
Marca 1 indică adâncimea adânciturii din coroana pistonului.
Marca 2 indică tipul de motor 8Q piston A-B-C.
Marcajul 3 indică grupul de dimensiuni ale pistonului.
Eticheta 4 este pentru furnizor.
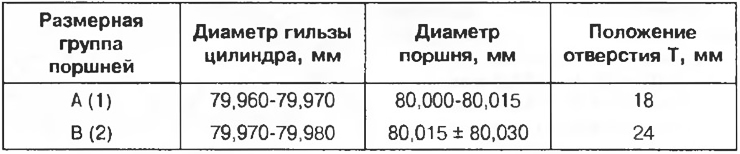
Alegerea pistoanelor pentru căptușele de cilindri
Tabelul 4.2
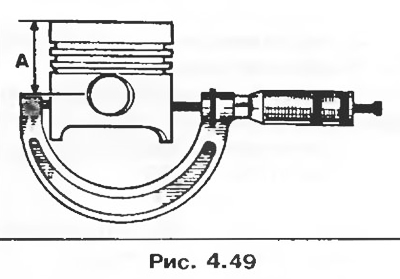
Diametrul pistonului trebuie măsurat la o distanță de A = 60 mm.
8. Căptușele cilindrilor.
Atenţie! Observați selecția diametrelor pistoanelor și ale căptușilor cilindrilor. Selecția este determinată de poziția orificiilor T în raport cu suprafața de îmbinare a chiulasei. Poziția acestor găuri face posibilă selectarea toleranțelor căptușilor cilindrilor în grupa lor de dimensiuni nominale și deci a diametrelor pistonului corespunzătoare acestor toleranțe (tabelul 4.2).
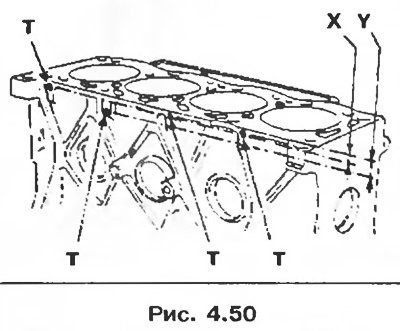
Notă. Marcajul conține: 1 și 2 - desemnarea dimensiunilor grupului de pistoane A sau B; T - poziția găurilor indică grupul de dimensiuni pentru cilindru: X = 18 mm, Y = 24 mm.
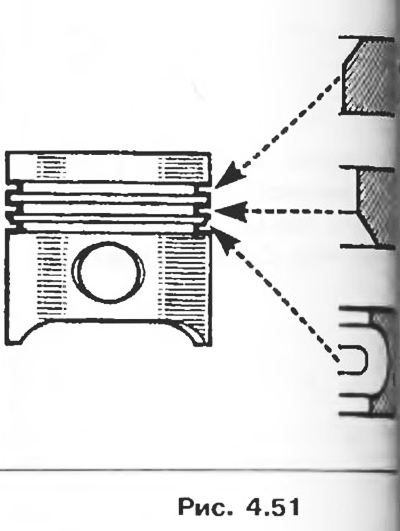
9. Inele de piston.
Grosime, mm:
- inel de compresie superior.
- inel de compresie inferior.
- inel de ulei 3.
Blocarea segmentelor pistonului este reglată la 120°. Inelele de compresie sunt instalate cu marcajul Tor sus.
10. Biele.
Jocul axial al capului inferior al bielei, mm: 0,22-0,40.
11. Arborele cotit.
Numărul de rulmenți principali 5.
Joc axial, mm: 0,07-0,23.
Tabelul 4.3
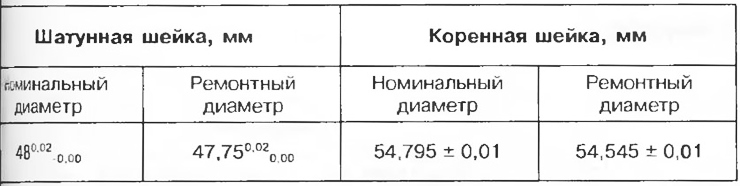
Există semiinele persistente de diferite grosimi, mm: 2,30-2,35-2,40-2,45.
La măcinare, fileurile de pe plan trebuie să rămână intacte în zonele care formează colțul (orez. 4.52, săgeți).
12. Arbore intermediar.
Joc axial, mm: 0,07-0,15.
Arborele intermediar este instalat în două bucșe cu un diametru, mm:
- mânecă interioară 39,95,
- manșon exterior 40,5.
Piesele care trebuie înlocuite atunci când sunt îndepărtate
- Toate garniturile si garniturile.
- Șuruburi volantă.
- Șuruburi pentru capacul bielei.
- Șuruburi de fixare a arborelui cotit.
- Ghidajele supapelor.
- Saibe refractare pentru duze.
- Bolt de fixare a unui cap al blocului de cilindri.
- Conducta sistemului de racire.