
Технические данные
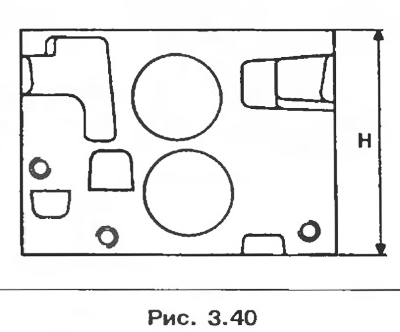
1. Головка блока цилиндров
Высота головки блока цилиндров мм: Н = 113,5.
Максимальная допустимая деформация сопрягаемой поверхности, мм: 0,05.
Объем камеры сгорания с клапанами и свечой зажигания, см3: 26,25±0,6.
2. Направляющие втулки клапанов
Номинальный внутренний диаметр, мм: 7.
Номинальный диаметр гнезда в головке блока цилиндров, мм: 12.
Внимание! Направляющие втулки впускных и выпускных клапанов имеют маслосъемные колпачки стержней клапанов, которые должны заменяться при каждой разборке механизма привода клапанов.
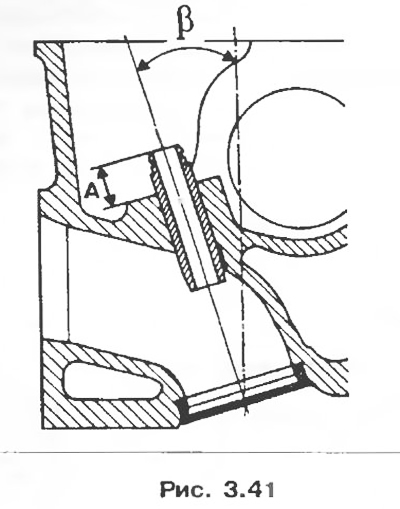
Наклон направляющих втулок впускных и выпускных клапанов: β = 17°.
Положение направляющих втулок впускных и выпускных клапанов относительно нижних опорных торцов пружин клапанов (без нижней тарелки), мм: А = 12.
3. Пружины клапанов
Номинальный размер (черная)
Длина в свободном состоянии, мм: 46,64
Длина под нагрузкой, мм:
- 270 Н 37;
- 536 Н 27,5.
Длина пружины при полном сжатии витков, мм: 23,63;
Диаметр проволоки, мм: 3,8
Внутренний диаметр, мм: 21,5.
Ремонтный размер (оранжевая)
Длина в свободном состоянии, мм: 44,93;
Длина под нагрузкой, мм:
- 270 Н 37;
- 650 Н 27,6.
Длина пружины при полном сжатии витков, мм: 26,01.
Диаметр проволоки, мм: 4
Внутренний диаметр, мм: 21,5.
4. Клапаны
Диаметр стержня, мм: 7
Угол рабочей фаски:
- впускной клапана: 120°;
- выпускной клапана: 90°.
Диаметр головки, мм:
- впускной клапан: 37,5±0,1;
- выпускной клапан: 33,5±0,1.
Внимание! При замене клапанов устанавливаемые новые клапаны должны иметь тот же каталожный номер детали 1, какой был у предыдущих клапанов для предупреждения повреждение клапанов и седел.
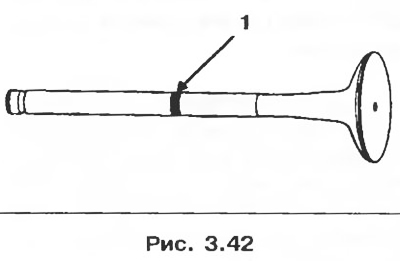
Один и тот же каталожный номер детали может иметь несколько маркировок, в этом случае все клапаны полностью взаимозаменяемы.
Убедитесь, что новые клапаны с маркировкой, отличающейся от маркировки снятых клапанов, имеют тот же каталожный номер.
5. Седла клапанов
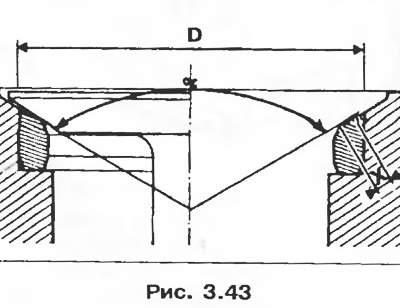
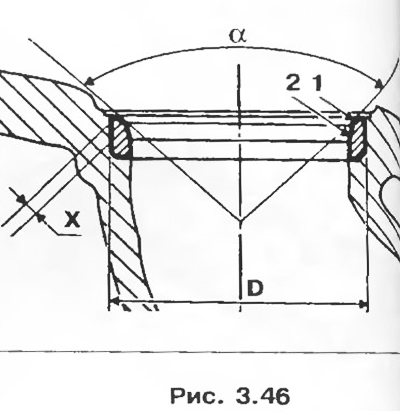
Угол рабочей фаски:
- Впускные клапаны α = 120°.
- Выпускные клапаны α = 90°.
- Ширина рабочей фаски седла, мм.
- Впускные клапаны X = 1,7+0,1.
- Выпускные клапаны X = 1,7±0,1.
- Наружный диаметр седла D, мм.
- Впускные клапаны 38,5.
- Выпускные клапаны 34,5.
6. Распределительный вал
Осевой зазор, мм: 0,06-0,15.
Количество подшипников: 5.
7. Детали, которые должны заменяться при снятии:
- Все уплотнительные манжеты и прокладки.
- Направляющие втулки клапанов.
- Болт крепления шкива распределительного вала.
- Болт крепления головки блока цилиндров.
Разборка
1. Снимите головку блока цилиндров (см. раздел «Прокладка головки блока цилиндров»).
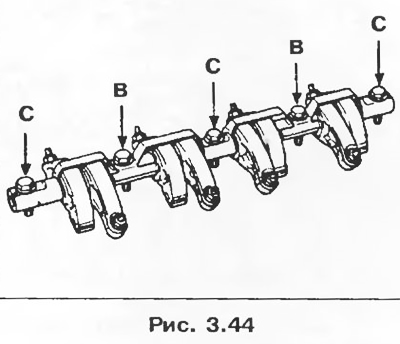
2. Снимите болты крепления оси коромысел и ось коромысел, предварительно пометив на ней положение коромысел и болтов:
- В - сплошные болты;
- С - полые болты.
3. Снимите:
- сальник распределительного вала;
- упорный фланец распределительного вала.
4. Снимите распределительный вал.
5. Снимите корпус термостата.
6. Снимите свечи зажигание.
7. Снимите зубчатый шкив распределительного вала после фикспции его приспособлением Mot 799-01.
8. Сожмите пружины клапанов пример, приспособлением FAC U43L). Снимите сухари, верхние тарелки, пружины, клапаны, маслосъемные колпачки стержнем клапан, помощью специальных щипцов 1335 и нижние тарелки.
9. Очистите головку блока цилиндров и проверьте деформацию привалочной поверхности (см. «Прокладка головки блока цилиндров»).
Шлифование седел клапанов
Впускные клапаны X = 1,7 ± α = 120°.
Шлифование рабочей фаски вала 1 производится с помощью фрезы с углом 31 , уменьшите ширину рабочей фаски обработкой фаски фрезой с углом 75° до получения ширины X.
Выпускные клапаны X = 1,7 ± α = 90°.
Шлифование рабочей фаски вала 1 производится с помощью фрезой с углом 46°, уменьшите ширину рабочей фаски обработкой фаем фрезой с углом 65 до получения ширины X.
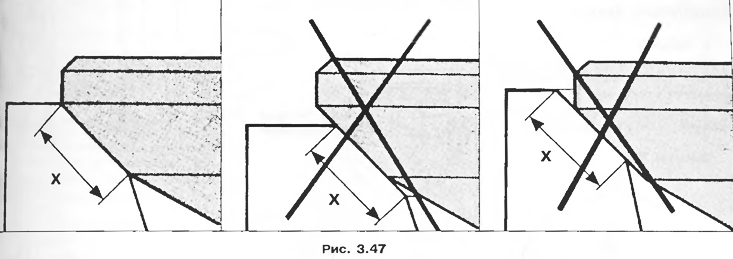
Внимание! Проверьте правильность прилегания клапана к седлу (рис. 3.47).
Сборка
1. Смажьте все детали.
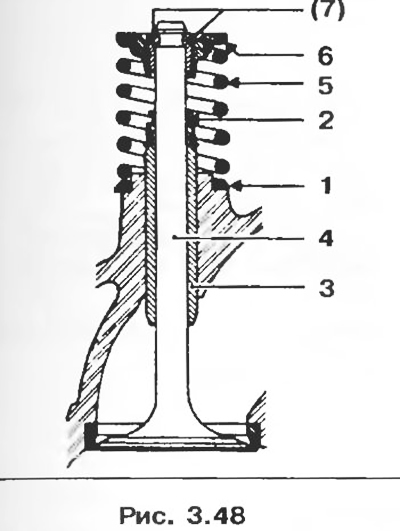
2. Установите нижние тарелки пружин клапанов.
3. С помощью трубчатого торцевого ключа на 11 мм установить маслосъемные колпачки 2 на направляющие втулки 3 клапанов.
4. Установите:
- новые клапаны 4;
- пружины 5 (одинаковые для впускных и выпускных клапанов);
- верхние тарелки 6.
5. Сожмите пружины.
6. Установите сухари 7 (одинаковые для впускных и выпускных клапанов).
7. Смажьте распределительный вал.
8. Установите распределительный вал и его упорный фланец.
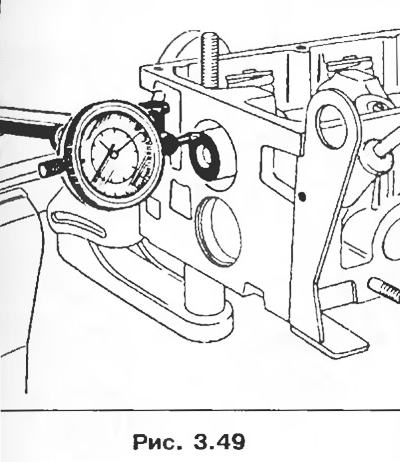
9. Проверьте осевой зазор, который должен составлять 0,06-0,015 мм, если это не так, причиной этого является фланец или распределительный вал.
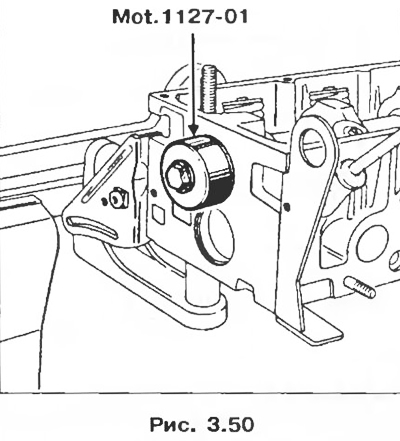
10. Установите сальник, используя приспособление для установки lot. 1127-01, которое позволяет сместить места прилегания рабочей кромки сальника на распределительном валу.
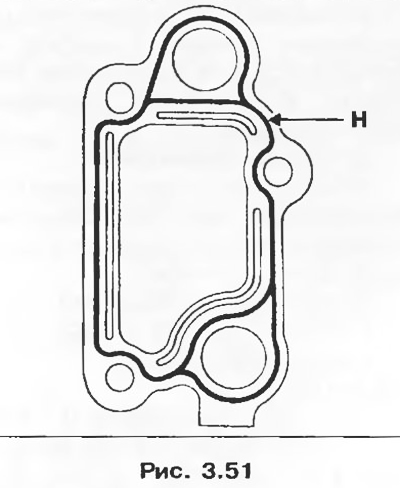
11. Установите корпус термостата, уплотнив его герметиком Loctite 518. Валик герметика Н должен иметь ширину от 0,6 до 1 мм (рис. 3.51).
12. Установите шкив распределительного вала, зафиксировав его приспособлением Mot. 799-01 и затянув болт с моментом 45 Нм (смажьте маслом резьбу и поверхность под головкой болта).
13. Проверьте состояние поверхностей роликов и болтов коромысел. Убедитесь в том, что отверстия смазки кулачков и пяток коромысел не засорены. Замените изношенные детали. Установите ось коромысел так, чтобы метка 1 была обращена к шестерне механизма газораспределения.
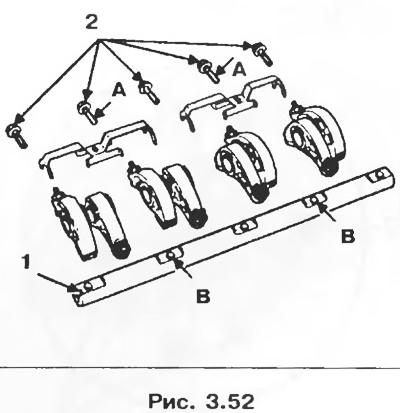
Примечание. Болты А имеются двух размеров М8 х 100 и М8 х 125.
Установите болты 2 крепления оси коромысел и затяните их с моментом 23 Нм, предварительно смазав резьбу и поверхности под головками болтов моторным маслом.