
Технічні дані
1. Головка блоку циліндрів
Висота головки блоку циліндрів мм Н = 113,5.
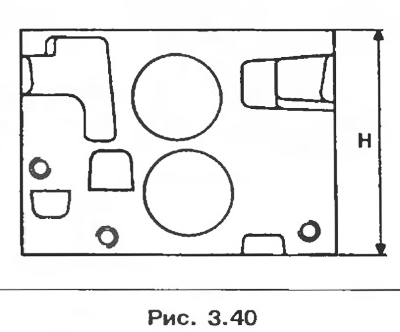
Максимальна допустима деформація поверхні, що сполучається, мм: 0,05.
Об'єм камери згоряння з клапанами та свічкою запалювання, див:3: 26,25±0,6.
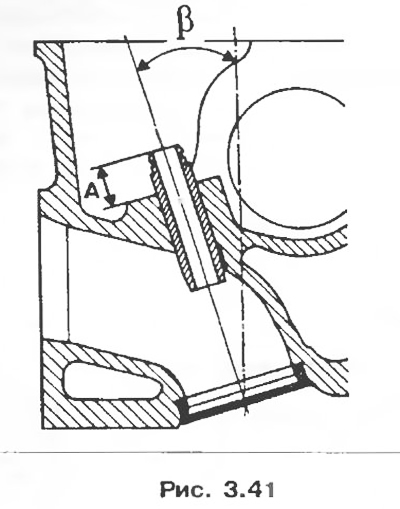
2. Напрямні втулки клапанів
Номінальний внутрішній діаметр мм: 7.
Номінальний діаметр гнізда в головці блоку циліндрів, мм: 12
Увага! Напрямні втулки впускних та випускних клапанів мають маслознімні ковпачки стрижнів клапанів, які повинні замінюватися при кожній розбиранні механізму приводу клапанів.
Нахил напрямних втулок впускних та випускних клапанів: β = 17°.
Положення напрямних втулок впускних та випускних клапанів щодо нижніх опорних торців пружин клапанів (без нижньої тарілки), мм: А = 12.
3. Пружини клапанів
Номінальний розмір (чорна)
Довжина у вільному стані, мм: 46,64
Довжина під навантаженням, мм:
- 270 Н 37;
- 536 Н 27,5.
Довжина пружини при повному стисканні витків, мм: 23,63;
Діаметр дроту, мм: 3,8
Внутрішній діаметр мм: 21,5.
Ремонтний розмір (помаранчевий)
Довжина у вільному стані, мм: 44,93;
Довжина під навантаженням, мм:
- 270 Н 37;
- 650 Н 27,6.
Довжина пружини при повному стисканні витків, мм: 26,01.
Діаметр дроту, мм: 4
Внутрішній діаметр мм: 21,5.
4. Клапани
Діаметр стрижня, мм: 7
Кут робочої фаски:
- впускний клапан: 120°;
- випускний клапан: 90°.
Діаметр головки, мм:
- впускний клапан: 37,5±0,1;
- випускний клапан: 33,5±0,1.
Увага! При заміні клапанів нові клапани, що встановлюються, повинні мати той же каталожний номер деталі 1, який був у попередніх клапанів для попередження пошкодження клапанів і сідел.
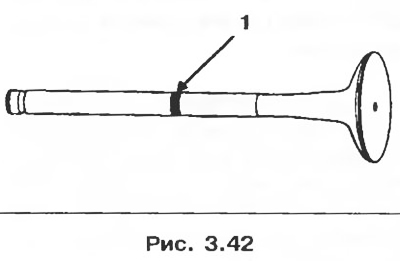
Один і той самий каталожний номер деталі може мати кілька маркувань, у цьому випадку всі клапани повністю взаємозамінні.
Переконайтеся, що нові клапани з маркуванням, які відрізняються від маркування знятих клапанів, мають той самий каталожний номер.
5. Сідла клапанів
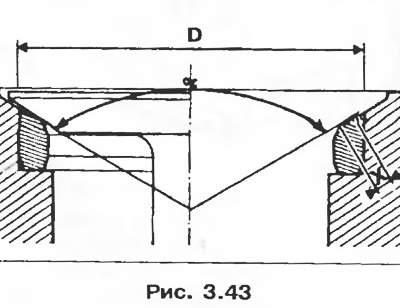
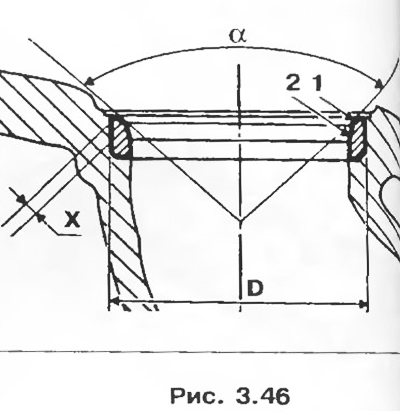
Кут робочої фаски:
- Впускні клапани = 120°.
- Випускні клапани = 90°.
- Ширина робочої фаски сідла, мм.
- Впускні клапани X=1,7+0,1.
- Випускні клапани X=1,7±0,1.
- Зовнішній діаметр сідла D, мм.
- Впускні клапани 38,5.
- Випускні клапани 34,5.
6. Розподільний вал
Осьовий зазор, мм: 0,06-0,15.
Кількість підшипників: 5.
7. Деталі, які повинні замінюватись при знятті:
- Усі ущільнювальні манжети та прокладки.
- Напрямні втулки клапанів.
- Болт кріплення шківа розподільчого валу.
- Болт кріплення головки блоку циліндрів.
Розбирання
1. Зніміть головку блоку циліндрів (див. розділ «Прокладка головки блоку циліндрів»).
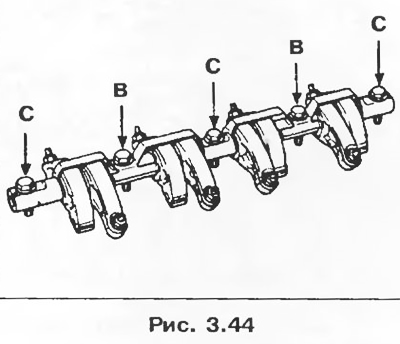
2. Зніміть болти кріплення осі коромисел та вісь коромисел, попередньо помітивши на ній положення коромисел та болтів:
- В – суцільні болти;
- С - порожнисті болти.
3. Зніміть:
- сальник розподільчого валу;
- упорний фланець розподільного валу.
4. Зніміть розподільний вал.
5. Зніміть корпус термостату.
6. Зніміть запалювання свічки.
7. Зніміть зубчастий шків розподільного валу після фіксації його пристосуванням Mot 799-01.
8. Стисніть пружини клапанів прикладом, пристосуванням FAC U43L). Зніміть сухарі, верхні тарілки, пружини, клапани, маслознімні ковпачки стрижнем клапан, за допомогою спеціальних щипців 1335 та нижні тарілки.
9. Очистіть головку блоку циліндрів і перевірте деформацію поверхні привалки (див. «Прокладка головки блоку циліндрів»).
Шліфування сідел клапанів
Впускні клапани X = 1,7±α = 120°.
Шліфування робочої фаски валу 1 проводиться за допомогою фрези з кутом 31 зменшіть ширину робочої фаски обробкою фаски фрезою з кутом 75°до отримання ширини X.
Випускні клапани X = 1,7±α = 90°.
Шліфування робочої фаски валу 1 проводиться за допомогою фрезою з кутом 46°, зменшіть ширину робочої фаски обробкою фаєм фрезою з кутом 65 до отримання ширини X.
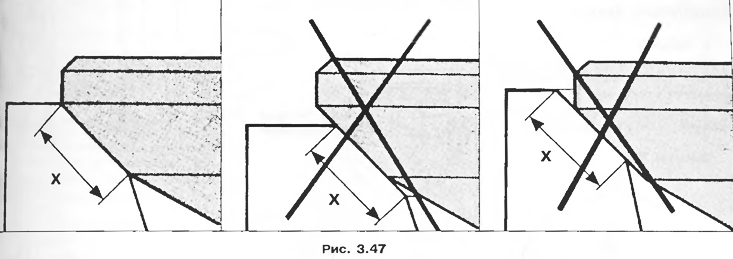
Увага! Перевірте правильність прилягання клапана до сідла (рис. 3.47).
Складання
1. Змастіть усі деталі.
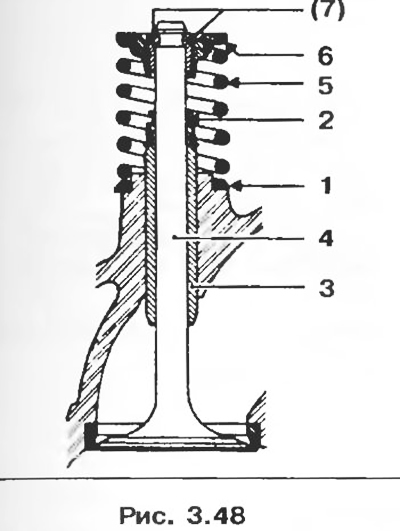
2. Встановіть нижні пластини пружин клапанів.
3. За допомогою трубчастого торцевого ключа на 11 мм встановити маслознімні ковпачки 2 на напрямні втулки 3 клапанів.
4. Встановіть:
- нові клапани 4;
- пружини 5 (однакові для впускних та випускних клапанів);
- верхні тарілки 6.
5. Стисніть пружини.
6. Встановіть сухарі 7 (однакові для впускних та випускних клапанів).
7. Змастіть розподільний вал.
8. Встановіть розподільний вал та його упорний фланець.
9. Перевірте осьовий зазор, який повинен становити 0,06-0,015 мм, якщо це не так, причиною цього є фланець або розподільний вал.
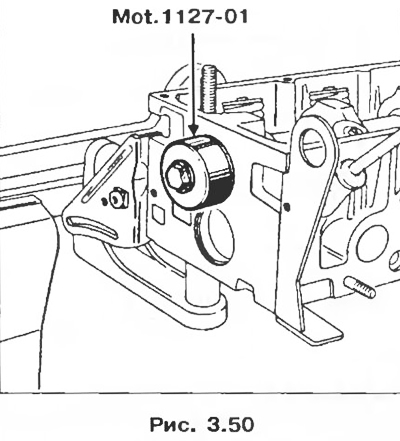
10. Встановіть сальник, використовуючи пристрій для встановлення lot. 1127-01, що дозволяє змістити місця прилягання робочої кромки сальника на розподільчому валу.
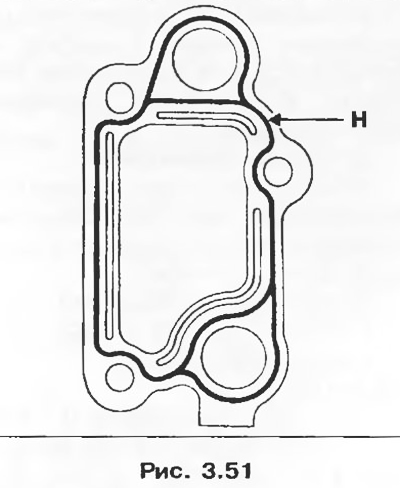
11. Встановіть корпус термостата, ущільнивши його герметиком Loctite 518. Валик герметика Н повинен мати ширину від 0,6 до 1 мм (рис. 3.51).
12. Встановіть шків розподільного валу, зафіксувавши його пристроєм Mot. 799-01 і затягнувши болт з моментом 45 Нм (змастіть маслом різьблення та поверхню під головкою болта).
13. Перевірте стан поверхонь роликів та болтів коромисел. Переконайтеся, що отвори мастила кулачків і п'ят коромисел не засмічені. Замініть зношені деталі. Встановіть вісь коромисел так, щоб мітка 1 була звернена до шестерні механізму газорозподілу.
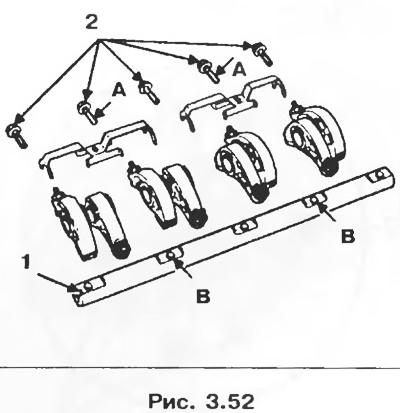
Примітка. Болти А є двох розмірів М8 х 100 та М8 х 125.
Встановіть болти 2 кріплення осі коромисел і затягніть їх з моментом 23 Нм, попередньо змастивши різьблення та поверхні під головками болтів моторним маслом.