
Технички подаци
1. Клипови
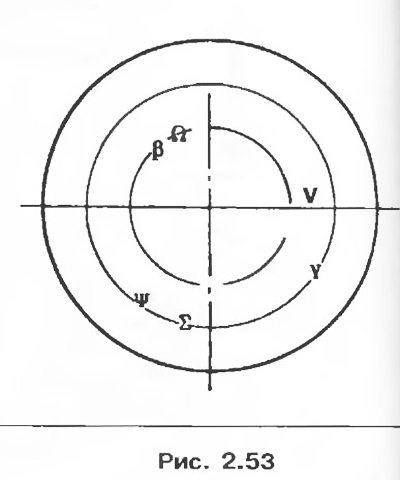
Облик сукње (*)
- β модел (*)
- Ψ недеља производње (*)
- Σ индекс модификација *)
- И означавање група величина (табела 2.1.)
- В Смер уградње клипа према замајцу
(*) не користи се за постпродајне услуге.
Табела 2.2. Избор клипова за кошуљице цилиндара
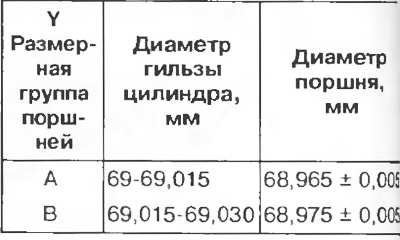
Пречник клипа треба мерити на растојању од А = 40 мм.
2. Облоге цилиндара
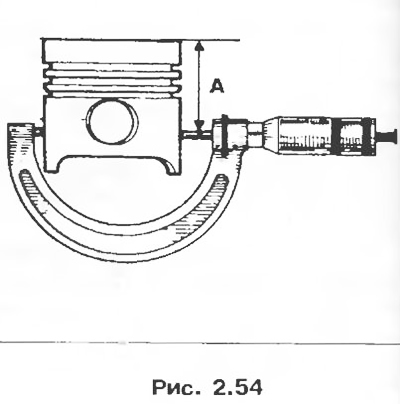
Пажња! Обавезно обратите пажњу на избор пречника клипова и кошуљица цилиндара. Избор је одређен положајем рупа Т у односу на спојну површину главе цилиндра. Положај ових рупа омогућава да се изаберу толеранције цилиндарских кошуљица у њиховој групи номиналних величина, а самим тим и пречници клипова који одговарају овим толеранцијама (табела 2.1)
Белешка. Ознака садржи: 1 и 2 ознаку групе величина клипова А или Б; Т позиција рупа означава групу величина за сваки цилиндар.
Димензије поправке: пречник кошуљице цилиндра и клипа је повећан за 0,25 мм.
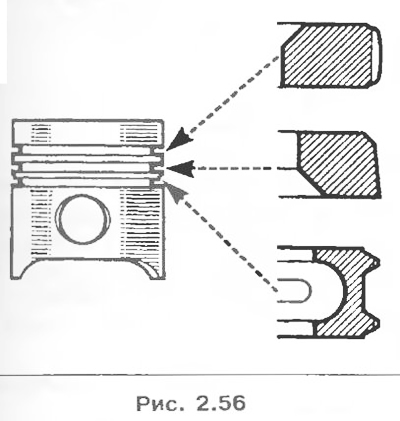
3. Клипни прстенови
Дебљина, мм:
- горњи компресијски прстен 1,47-1,49;
- доњи компресијски прстен 1,47-1,49;
- прстен за стругање уља 2,47-2,49.
4. Спојне шипке
Аксијални зазор доње главе клипњаче, мм: 0,21-0,453.
Табела 2.3
5. Радилица
- Број главних лежајева 5;
- Аксијални клиренс, мм: 0,06-0,235.
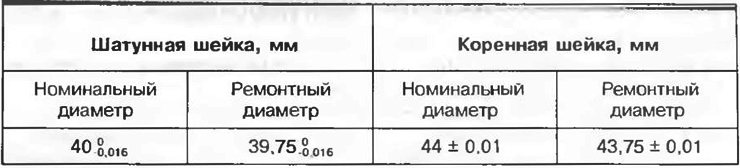
6. Поклопци главних лежајева радилице
Правац инсталације:
- Уградите шкољке лежаја 1-2-3-5 тако да су шкољке са жљебовима А на блоку цилиндра, а шкољке без жљебова Б на поклопцима лежаја.
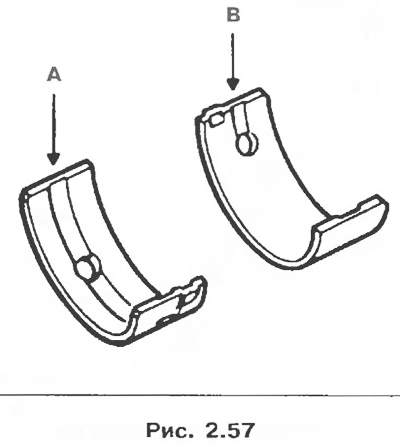
За лежај 3, постављена је облога (У облику слова), направљен као један комад са упорним полупрстеновима; жлебљена кошуљица Ц је постављена на блок цилиндра, а кошуљица без жлеба Д је монтирана на капицу лежаја.
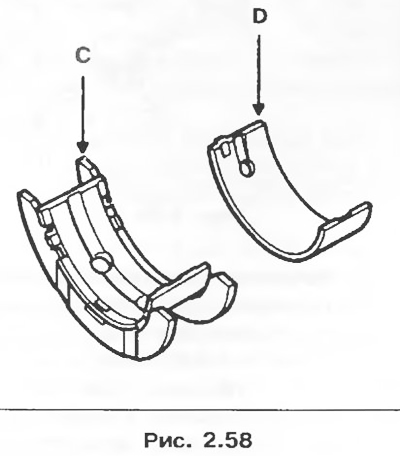
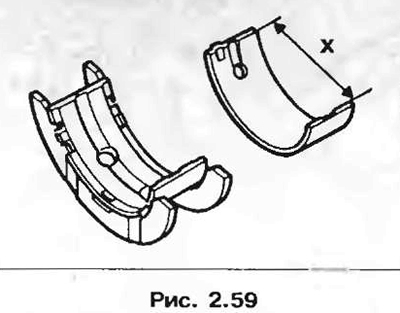
Табела 2.4. Називне и ремонтне димензије шкољки лежаја клипњаче
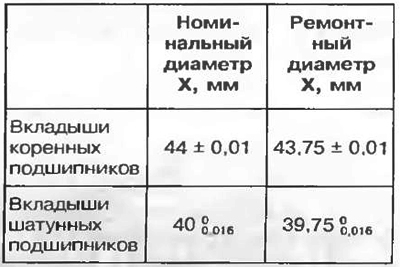
Делови које треба заменити када се уклоне
Све заптивке и заптивке.
Метална цев система за хлађење.
Вијци замајца.
Вијци поклопца клипњаче.
Вијци за причвршћивање радилице.
Демонтажа
1. Уклоните јединицу за напајање.
2. Уклоните главу цилиндра (види одељак «Заптивач главе мотора»),
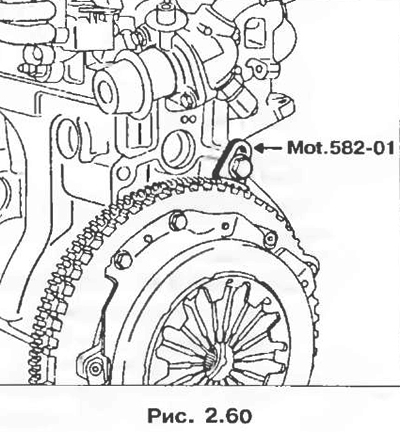
3. Уклоните:
- механизам квачила и погонски диск;
- замајац мотора закључавањем помоћу алата Мот. 582-01.
4. Уклоните посуду за уље са заптивком (силиконски заптивачи за заптиваче или метал-пластичне заптивке су доступни за сервис након продаје).
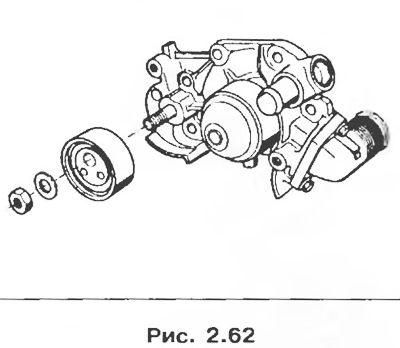
5. Уклоните ременицу разводног зупчаника.
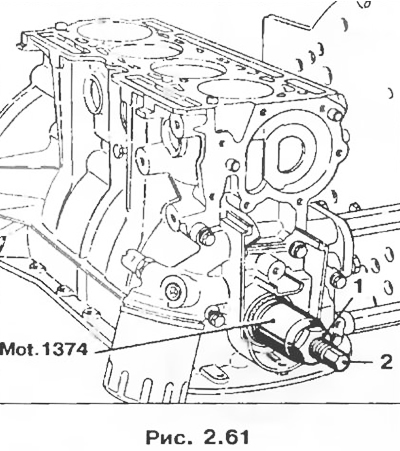
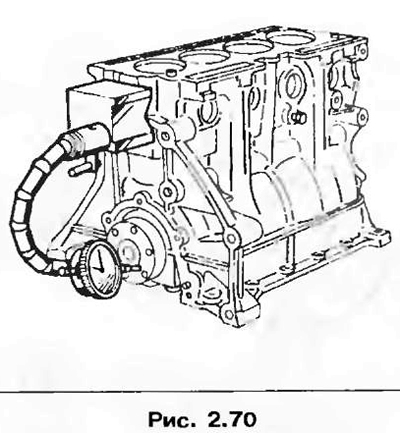
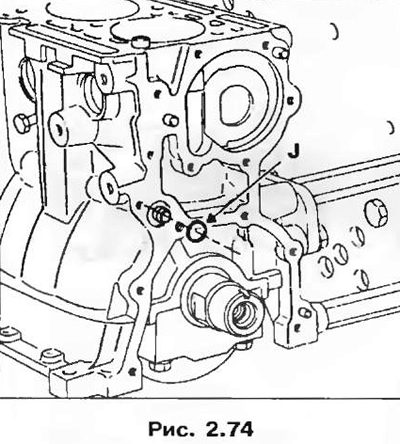
6. Уклоните уљну заптивку радилице помоћу алата Мот. 1374. Помоћу навртке 1 убацити тело алата у кутију за пуњење и, окрећући завртањ 2, истиснути га.
7. Уклоните:
- пријемник уља са заптивком;
- пумпа за уље.
Пажња! Уљна пумпа је непоправљива.
Уклони:
- затезни ваљак погона разводног механизма и пумпе расхладне течности.
8. Уклоните:
- капице и облоге клипњаче;
- клипови са клипњачама;
- поклопци главних лежајева радилице и њихове облоге;
- радилица;
- шкољке главних лежајева смештене у блоку цилиндра.
Демонтажа и монтажа групе «клипњача-клип»
1. Истиснути клипне клинове
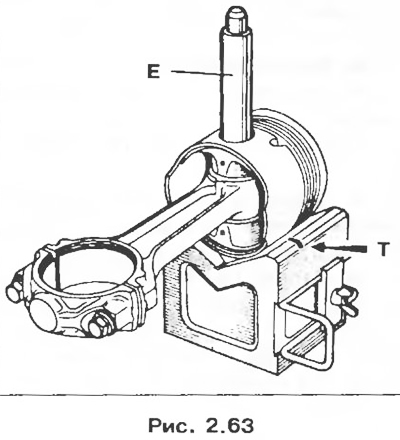
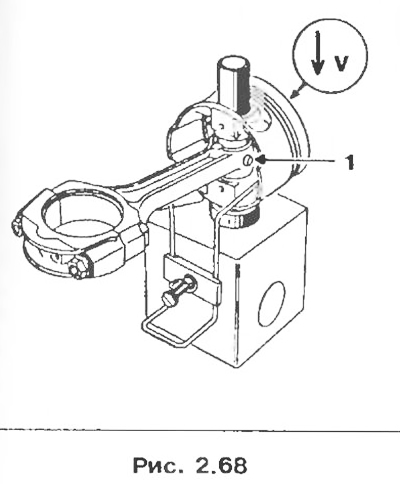
Поставите клип у В-жлеб тако да се клип поравна са рупом на ослонцу (две Т ознаке на носачу означавају центар рупе, што олакшава поравнавање). Притисните иглу помоћу алата Е.
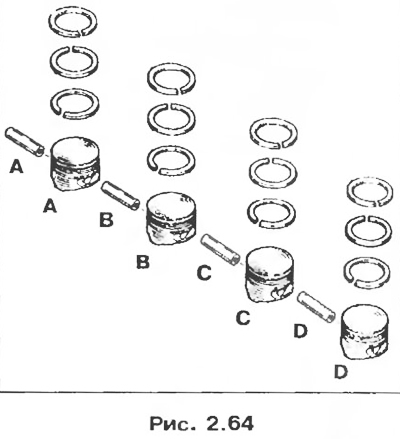
2. Припрема групе «клип-пин»
Детаљи испоручених група «клип-пин» међусобно усклађени. Означите сваку групу делова паковања од А до Д како бисте одржали подударање. Уклоните антикорозивни премаз са делова, али ни у ком случају не стружите делове.
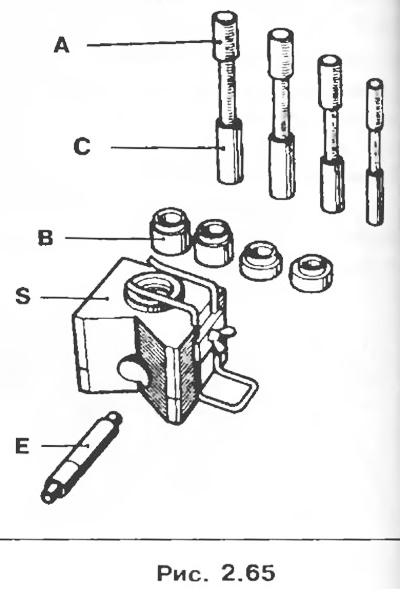
3. Уградња клипова
Клипови су утиснути у горње главе клипњача и слободно се окрећу у главицама клипа. Клипни клинови се постављају помоћу алата Мот. 574-21 (испоручује се као додатак алату Мот. 574-22).
О: Монтажни трнови у комплету са чаурама за центрирање Ц.
Б: Потисне чауре за клип.
Е. Трн за притискање прстију.
С: Подршка клипа.
4. Припрема клипњача
Проверите визуелно:
- стање клипњача (увртање и неслагање оса глава);
- налегање капа клипњаче на клипњаче (ако је потребно, уклоните неравнине брусним каменом).
Користите ринглу од 1500 В за загревање радилица. Поставите горње крајеве клипњача на грејну плочу.
Уверите се да главе клипњаче добро приањају уз површину плоче.
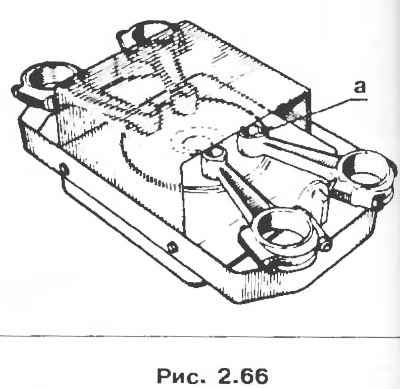
Да бисте контролисали температуру, ставите комад калајног лема са тачком топљења од око 250°Ц на сваку горњу главу клипњаче у тачки а. Загрејте горње крајеве клипњача док се лем не истопи.
5. Припрема клипних клинова
Уверите се да клипни клинови слободно клизе у наставцима нових клипова.
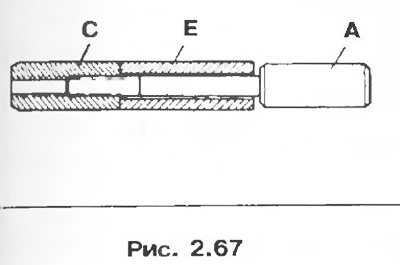
За уградњу клипова користите Ц17 центрирајућу чауру и А17 монтажни трн.
Гурните клип Е на монтажни трн А, затим заврните чахуру за центрирање Ц на монтажни трн док се не заустави, а затим је одврните за четвртину окрета.
6. Скупштина групе «клипњача-клип»
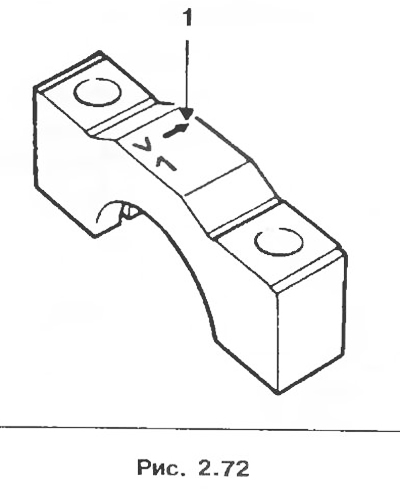
Белешка. На глави клипа је утиснута стрелица која након склапања треба да буде усмерена ка замајцу. Правац уградње клипњаче означен је избочином 1, која мора бити на страни мерне шипке.
Уградите чахуру Б17 на носач, ставите клип на њега заједно са клином, причвршћујући клип опружним граничником носача (стрелица мора бити усмерена нагоре). Подмажите чахуру за центрирање и клипну осовину моторним уљем. Уметните клип у отворе клипа да проверите и уверите се да се слободно креће, центрирајте клип ако је потребно.
Када лем достигне тачку топљења (претварајући се у кап), урадите следеће:
- уклоните кап лемљења са главе клипњаче;
- уметните чауру за центрирање трна у клип;
- уметните клипњачу у клип;
- брзо померите клипни клип док чаура за центрирање не заустави једну рупу на носачу клипа.
8. Уверите се да клин остане увучен у односу на спољну површину клипа у било ком положају клипњаче у клипу.
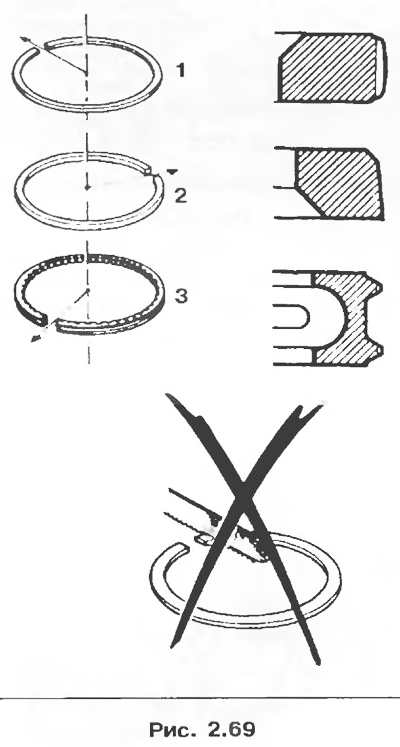
7. Уградња клипних прстенова
Клипни прстенови морају се слободно кретати у клипним жлебовима. Обавезно пратите редослед уградње клипног прстена. Подмажите прстенове моторним уљем и одвојите њихове браве (пиринач. 2.69).
Скупштина
1. Инсталирајте шкољке лежаја. Сви лежајеви клипњаче су исти. Шкољке главног лежаја радилице имају рупе за подмазивање и на страни главе цилиндра и на страни поклопца лежаја. Уметак средњег лежаја је упоран и одређује аксијални зазор радилице.
2. Инсталирајте радилицу.
3. Подмажите моторним уљем главне и клипњаче радилице.
4. Замените поклопце лежајева (претходно подмазати навоје и површине испод глава вијака) и затегните завртње обртним моментом од 20 Нм, након чега се затегну под углом од 80°.
Уверите се да: радилица се слободно окреће, аксијални зазор радилице мора бити између 0,06 и 0,235 мм.
5. Очистите блок цилиндара.
6. Уградите клипове са клипњачама у цилиндре блока помоћу крагне за пресовање.
7. Поставите поклопце лежајева клипњаче тако да стрелица 1 буде окренута према замајцу.
8. Затегните завртње поклопца клипњаче обртним моментом од 14 Нм, а затим их затегните под углом од 39°.
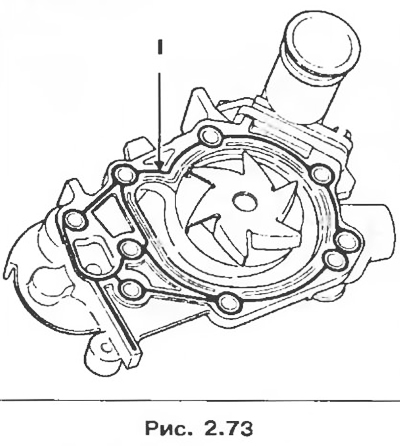
Нанесите перлу 1 Рходорсеал 5661 на спојну површину пумпе за расхладну течност и поново инсталирајте пумпу.
9. Инсталирајте нови о-прстен за пражњење при сваком поновном састављању.
Пажња! Уљну пумпу покрећу два гребена који се налазе на радилици.
10. Нанесите перлу 5 од Рходорсеал 5661 свуда око површине уљне пумпе.
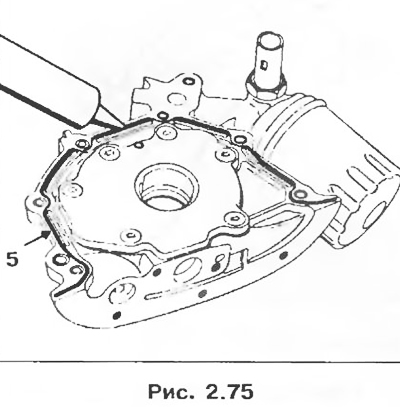
11. Поставите пумпу за уље на блок цилиндра и затегните монтажне завртње моментом од 9 Нм.
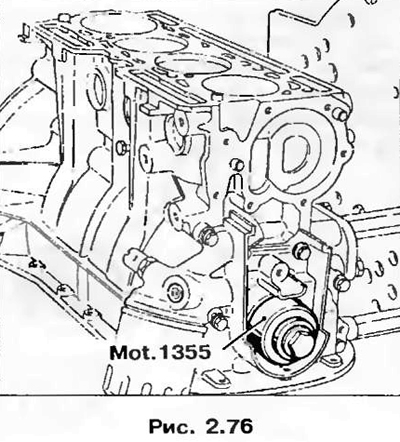
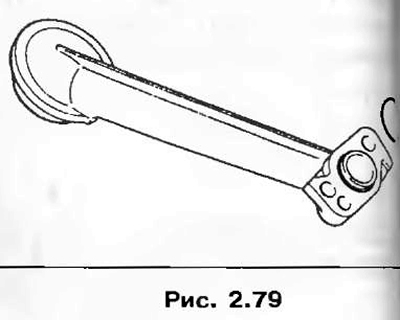
12. Уградите нову уљну заптивку на радилицу, водећи рачуна да је не оштетите приликом проласка кроз врат на коме је монтиран разводни зупчаник. Притисните уљну заптивку помоћу алата Мот. 1355. године.
13. Нанесите зрно Рходорсеал 5661 свуда око површине за спајање на страни замајца.
14. Затегните завртње са поклопцем на 9 Нм.
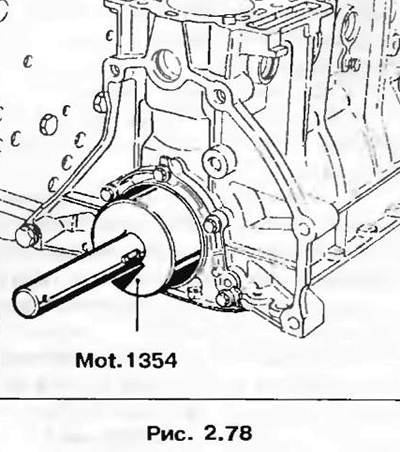
15. Инсталирајте уљну заптивку радилице помоћу алата Мот. 1354.
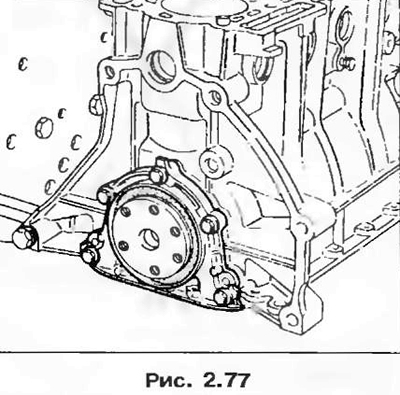
16. Инсталирајте пријемник уља након замене његовог заптивног прстена.
17. Очистите спојне површине блока цилиндра и уљног корита.
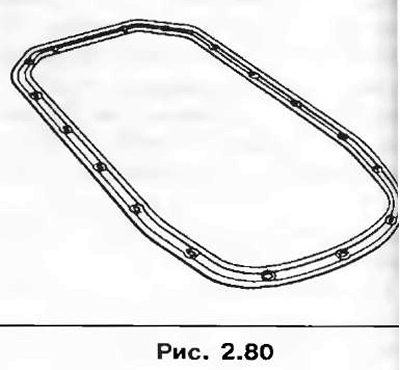
18. Уградите уљно корито, затегните монтажне завртње обртним моментом од 10 Нм.
Белешка. Непропусност уљног корита се обезбеђује само уградњом посебне заптивке (заптивка мора бити окренута према блоку цилиндра).
19. Инсталација се врши обрнутим редоследом.