
Urmează următoarele instrucțiuni:
- instalați blocul cilindrilor pe carterul bancului de lucru în sus;
- instalați pistonul primului cilindru (partea volantului) la poziția NMT;
- pictați un semn pe biela și pe capacul acesteia (in lipsa numerotarii) pentru instalare corectă în timpul asamblarii;
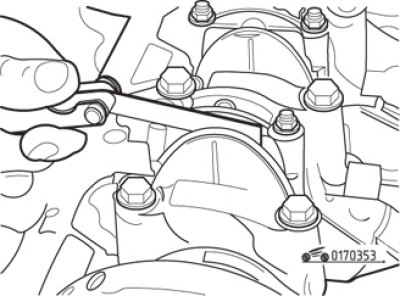
Orez. 3,53. Măsurarea jocului de spate al capacului inferior al bielei
- utilizați un ecartament pentru a verifica jocul la capătul inferior al bielei (orez. 3,53) și comparați rezultatul cu dimensiunile date în tabel. 3,3;
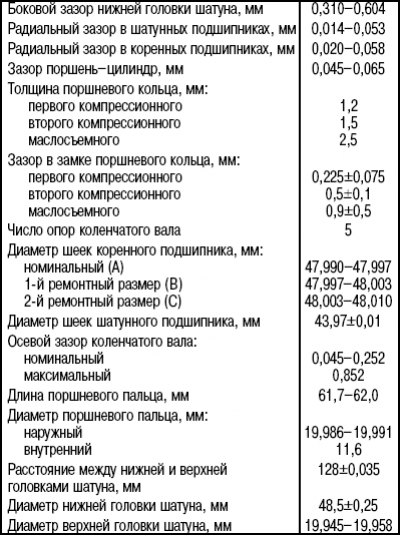
Tabelul 3.3. Date tehnice ale arborelui cotit și ale pieselor bielei și ale grupului de piston
- deșurubați piulițele care fixează capacul inferior al bielei și scoateți capacul împreună cu insertul. Atașați inserția cu bandă adezivă la capacul de depozitare. Reutilizarea inserțiilor nu este recomandată, dar dacă urmează să fie utilizate din nou, acestea trebuie reinstalate;
- puneți tuburi de plastic pe șuruburile capacului bielei sau înfășurați-le cu bandă adezivă pentru a preveni deteriorarea suprafeței cilindrului atunci când scoateți pistonul din bloc;
- inspectați partea superioară a oglinzii cilindrice. Dacă există o margine semnificativă acolo, aceasta trebuie îndepărtată, deoarece pistonul și inelele sale pot fi deteriorate în timpul extracției;
- numere de vopsea pe partea inferioară a tuturor pistoanelor;
- Scoateți cu grijă pistonul prin partea superioară a blocului cilindric apăsând în jos capul pistonului cu o tijă de lemn adecvată. Odată ce pistonul și biela au fost îndepărtate, scoateți carcasa superioară a rulmentului și lipiți-o de biela pentru depozitare;
- rotind arborele cotit o jumătate de tură, scoateți pistoanele și bielele cilindrilor rămași în același mod. Înainte de a îndepărta piesele, marcați-le (sau asigurați-vă că îl aveți);
Atenţie! Știfturile pistonului sunt presate strâns în capetele superioare ale bielelor și au o potrivire flotantă în bofurile pistonului. Nu se folosesc inele de reținere.
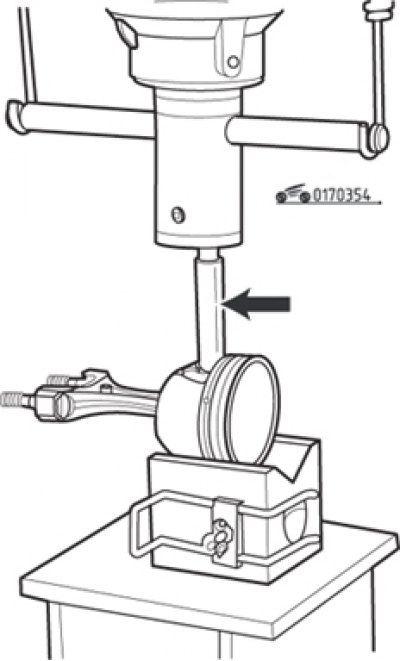
Orez. 3,54. Scoaterea bolțului pistonului din piston cu ajutorul unui dorn (săgeată)
- instalați pistonul în suportul în formă de V, astfel încât știftul pistonului să se alinieze cu orificiul pentru al scoate (orez. 3,54);
- folosind un extractor de știfturi, scoateți-l din piston folosind o presă.
Inspecţie

Orez. 3,55. Scoaterea segmentelor de piston cu un calibre
Curățați pistoanele și bielele de murdărie și depuneri de carbon. Folosind două sau trei calibre plate, scoateți inelele de pe pistoane în sus (spre partea de jos a pistonului) (orez. 3,55). Îndepărtați carbonul din coroana pistonului cu o racletă din aluminiu. Nu folosiți șmirghel în acest scop, deoarece granulele abrazivului sunt încorporate în aluminiul pistonului și provoacă ulterior zgârieturi. Îndepărtați depunerile de carbon din canelurile pistonului folosind o bucată adecvată de inel de piston, având grijă să nu zgâriați suprafața canelurii.
Spălați pistoanele de depunerile îndepărtate. Asigurați-vă că orificiile din canelurile racletei de ulei nu sunt înfundate cu murdărie.
Inspectați suprafețele de frecare ale pistoanelor. Este permisă uzura sub formă de verticală «pete chelie» pe suprafața de recepție a presiunii a mantalei pistonului și un mic spațiu în potrivirea inelului de compresie superior în canelură. Zgârieturile și zgârieturile de pe mantaua pistonului pot indica faptul că motorul a fost supraîncălzit din orice motiv: răcire slabă, lubrifiere, temperatură prea mare de ardere. Urmele de arsuri de pe manta sunt un semn de scurgere de gaz din camera de ardere, posibil cauzate de uzura pereților cilindrului sau a segmentelor pistonului. Urmele de arsuri sau pisturile de pe coroana pistonului sunt de obicei semne ale unui motor care funcționează cu detonație cauzată de pre-aprindere sau de benzină de calitate scăzută. Din același motiv, în unele cazuri, capul pistonului poate fi topit. Reînclinarea amestecului din cauza scurgerii de aer la admisie poate cauza, de asemenea, supraîncălzirea pistonului.
Toate cauzele deteriorării enumerate trebuie eliminate înainte de punerea în funcțiune a motorului, altfel va apărea din nou daune similare la grupul de piston.
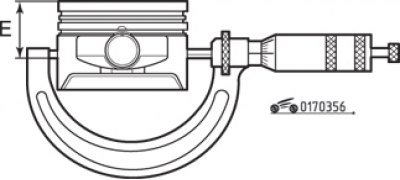
Orez. 3,56. Măsurarea diametrului pistonului cu un micrometru: E= (42±0,01) mm
Folosind un micrometru, măsurați diametrele tuturor celor patru pistoane la distanță (42±0,01) mm de la coroana pistonului (orez. 3,56) perpendicular pe axa bolțului pistonului. Comparați rezultatele măsurătorilor cu cele specificate în tab. 3.4.
Tabelul 3.4. Dependența diametrului pistonului de diametrul cilindrului
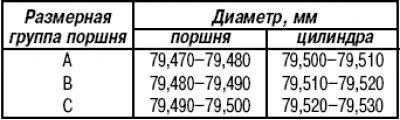
Dacă diametrul pistonului este în afara toleranței, înlocuiți întregul kit de piston. Trebuie avut în vedere că blocul cilindri este posibil să fi fost plictisit în timpul unei revizii anterioare, iar pistoanele supradimensionate pot fi instalate în consecință. Înregistrați rezultatele măsurătorilor și utilizați-le pentru a verifica distanțe mai târziu, când se măsoară diametrele cilindrilor.
Măsurați golurile dintre inelele pistonului și canelurile pistonului, pentru a face acest lucru, instalați inelele în caneluri și, folosind un set de palpatoare plate, luați măsurătorile corespunzătoare în trei sau patru locuri în fiecare canelură. Dimensiunile măsurate nu trebuie să depășească 0,1 mm, altfel pistoanele vor trebui înlocuite.
Inspectați cu atenție bielele, știfturile și capacele bielei pentru uzură, fisuri sau alte deteriorări ale suprafeței. Verificați vizual următoarele:
- starea bielelor (pot fi răsucite sau îndoite);
- densitatea de potrivire a capacelor rulmentului pe biele (dacă este necesar, utilizați o placă de smirghel pentru a îndepărta bavurile pentru a asigura o așezare adecvată a capacelor).

Orez. 3,57. Măsurarea distanței dintre segmentele pistonului
Înainte de a pune inelele pe pistoane, instalați-le unul câte unul în cilindru și verificați decalajul din blocarea inelului. Împingeți inelul în cilindru cu pistonul astfel încât planul inelului să fie paralel cu planul superior al blocului (orez. 3,57). Comparați rezultatele măsurătorilor cu cele prezentate în tabel. 3.3.
Asamblare
Ordine de asamblare:
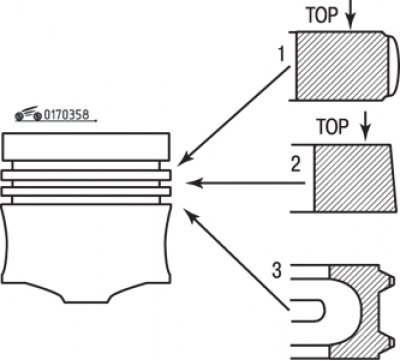
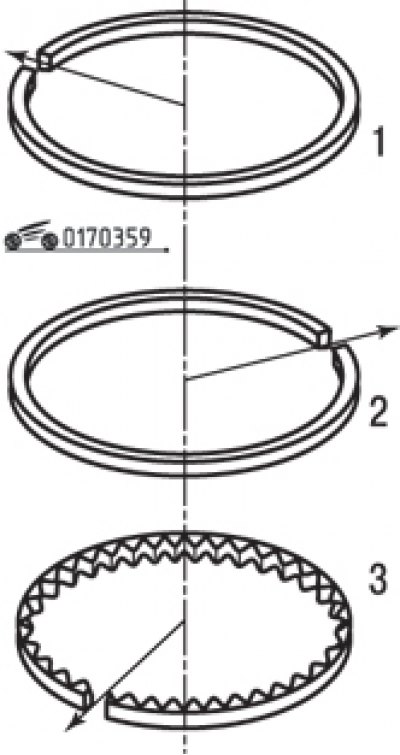
Orez. 3,58. Profile de segmente de piston
Orez. 3,59. Locația încuietorilor inelelor pistonului la un unghi de 120°unul față de celălalt
- instalați inele pe pistoane - puneți-le prin coroana pistonului, începând cu inelul de raclere a uleiului și folosind aceleași calibre plate care au fost folosite la îndepărtarea inelelor. Profilele segmentelor de piston sunt prezentate în fig. 3,58. Inelele de compresie sunt instalate cu inscripția «TOR» sus. Sunt foarte fragile, așa că aveți grijă când instalați. Răspândiți blocajele segmentului pistonului la un unghi de 120°unul față de celălalt (orez. 3,59);
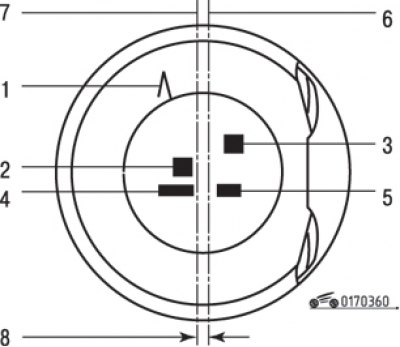
Orez. 3,60. Marcarea pistonului: 1 - direcția de instalare a etichetei pistonului «L» spre volant 2, 4, 5 - marcajul furnizorului; 3 - grup de dimensiuni piston (A–B–C); 6 - axa de simetrie a pistonului; 7 - axa orificiului pentru bolțul pistonului; 8 - offset axelor (7) orificii pentru bolțul pistonului în raport cu planul de simetrie (6) pistonul este de 0,9 mm
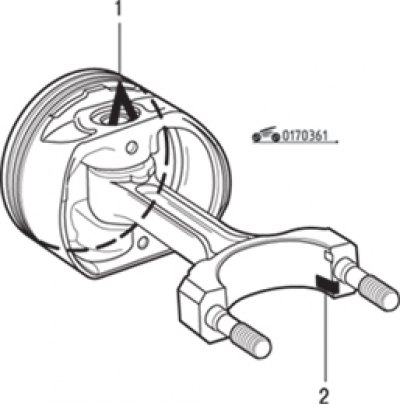
Orez. 3,61. Poziția bielei față de piston: eticheta «L» (1) pe coroana pistonului trebuie să fie în partea de sus, iar urechea de blocare a carcasei rulmentului (2) capătul inferior al bielei - dedesubt
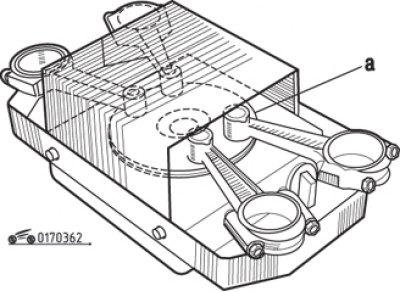
Orez. 3,62. Încălzirea pe soba electrică a capetelor superioare ale bielelor: a - o bucată de lipit de cositor
- asamblați pistonul cu biela. Eticheta «L» pe partea de jos a pistonului (orez. 3,60) ar trebui să fie îndreptat către volant, iar urechea de blocare a carcasei de rulment a capului inferior al bielei ar trebui să fie, așa cum se arată în fig. 3,61. Așezați capătul superior al bielelor pe o placă fierbinte de 1500 W, așa cum se arată în fig. 3,62. Pentru a controla temperatura de încălzire a bielelor, așezați o bucată mică de lipit de cositor cu un punct de topire de aproximativ 250°C pe capul superior al fiecărei biele din zona a;
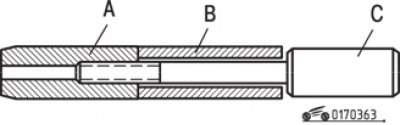
Orez. 3,63. Instalarea bolțului pistonului (ÎN) pe tija de montare (CU) și conectarea cu dispozitivul de centrare (A)
- pregătiți știfturile pistonului. Asigurați-vă că se potrivesc liber în pistoanele respective. Instalați știftul pistonului pe tija de localizare, înșurubați instrumentul de centrare până se oprește și apoi deșurubați-l 1/4 de tură (orez. 3,63);
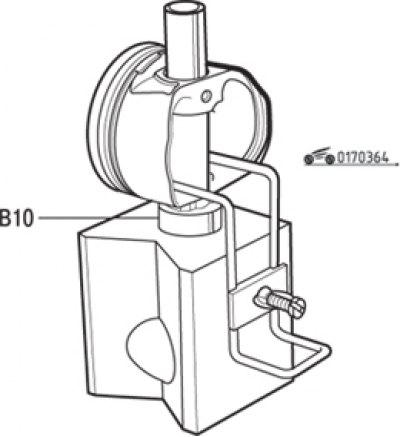
Orez. 3,64. Montarea pistonului pe unealta de asamblare a bielei: B 10 - limitator de manșon
- instalați pistonul pe suport, orientându-l așa cum se arată în fig. 3,61. Între piston și suport, așezați un manșon care limitează mișcarea dispozitivului de centrare la apăsarea bolțului pistonului (orez. 3,64);
- ungeți dispozitivul de centrare și știftul pistonului cu ulei de motor;
Atenţie! Operațiunile ulterioare trebuie efectuate cât mai repede posibil pentru a evita răcirea bielei.
- când temperatura de lipit atinge punctul de topire (lipirea se va transforma într-o picătură), ștergeți o picătură de lipit;
- introduceți biela în piston;
- cât mai repede posibil, introduceți știftul pistonului până la oprirea dispozitivului de centrare în suport;
- scoateți dispozitivul de centrare din știft;
- asigurați-vă că știftul pistonului în orice poziție a bielei nu depășește limitele boșajelor pistonului.