
Dane techniczne
1. Tłoki
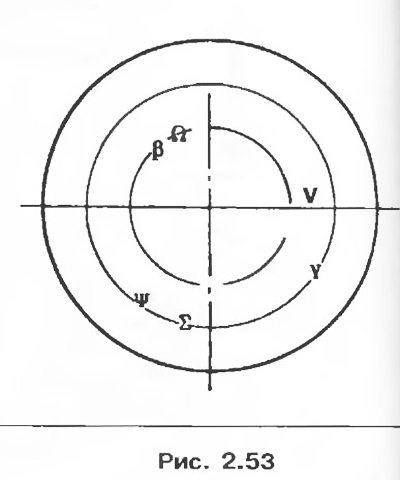
Fason spódnicy (*)
- Model β (*)
- Ψ tydzień produkcji (*)
- Σ indeks zmian *)
- Oznaczenie Y grup wielkości (tabela 2.1.)
- V Kierunek montażu tłoka w stronę koła zamachowego
(*) nie używany do obsługi posprzedażnej.
Tabela 2.2. Dobór tłoków do tulei cylindrowych
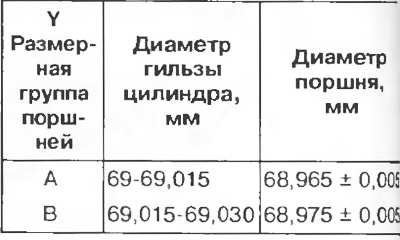
Średnicę tłoka należy mierzyć w odległości A = 40 mm.
2. Tuleje cylindrowe
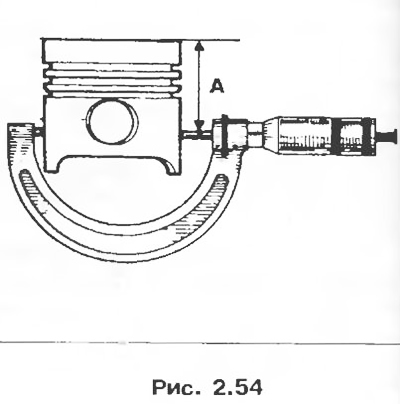
Uwaga! Należy koniecznie przestrzegać doboru średnic tłoków i tulei cylindrowych. O wyborze decyduje położenie otworów T w stosunku do powierzchni współpracującej głowicy cylindrów. Położenie tych otworów umożliwia dobór tolerancji tulei cylindrowych w ich nominalnej grupie rozmiarów, a tym samym średnic tłoka odpowiadających tym tolerancjom (tabela 2.1)
Notatka. Oznaczenie zawiera: 1 i 2 oznaczenie grupy wielkości tłoków A lub B; Pozycja T otworów wskazuje grupę rozmiarów dla każdego cylindra.
Wymiary naprawcze: średnica tulei cylindrowej i tłoka jest zwiększona o 0,25 mm.
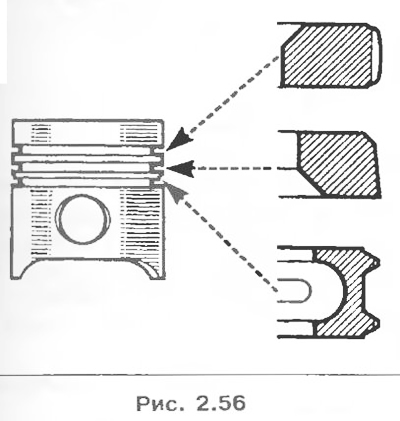
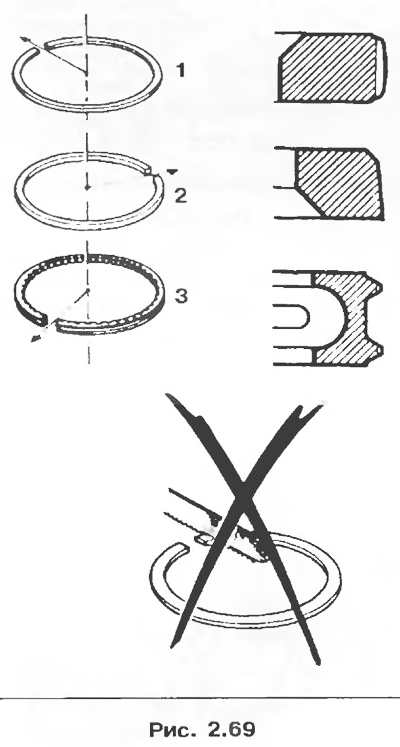
3. Pierścienie tłokowe
Grubość, mm:
- górny pierścień dociskowy 1,47-1,49;
- dolny pierścień uszczelniający 1,47-1,49;
- pierścień zgarniający olej 2,47-2,49.
4. Korbowody
Luz osiowy dolnej głowicy korbowodu, mm: 0,21-0,453.
Tabela 2.3
5. Wał korbowy
- Liczba łożysk głównych 5;
- Luz osiowy, mm: 0,06-0,235.
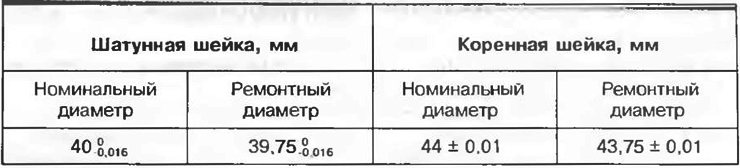
6. Pokrywy łożysk głównych wału korbowego
Kierunek instalacji:
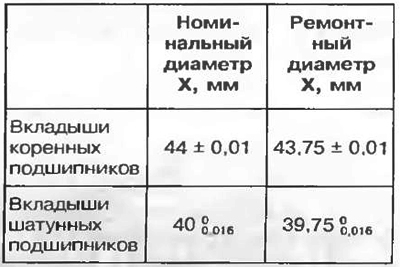
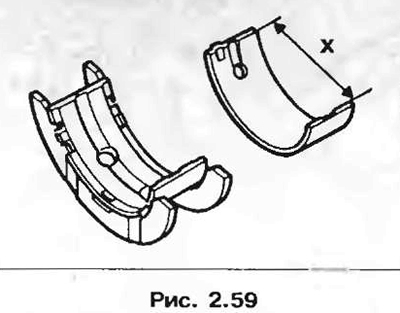
- Zamontować panewki łożysk 1-2-3-5 tak, aby panewki rowkowane A znajdowały się na bloku cylindrów, a panewki bez rowków B na pokrywach łożysk.
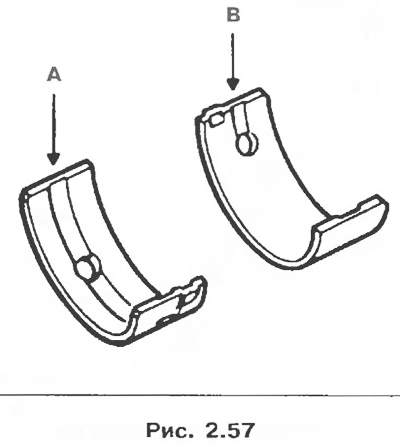
W przypadku łożyska 3 zainstalowana jest tuleja (W kształcie litery U), wykonany jako jeden element z trwałymi półpierścieniami; rowkowana tuleja C jest montowana na bloku cylindrów, a tuleja bez rowka D jest montowana na pokrywie łożyska.
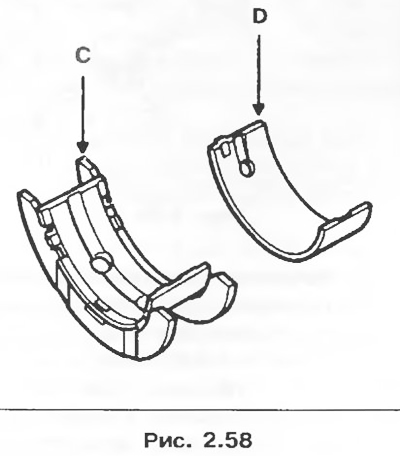
Tabela 2.4. Wymiary nominalne i remontowe panewek łożysk głównych i korbowodów
Części do wymiany po demontażu
Wszystkie uszczelki i uszczelki.
Metalowa rurka układu chłodzenia.
Śruby koła zamachowego.
Śruby pokrywy korbowodu.
Śruby mocujące wał korbowy.
Demontaż
1. Wyjmij jednostkę zasilającą.
2. Zdejmij głowicę cylindrów (Patrz sekcja «Uszczelka głowicy cylindra»),
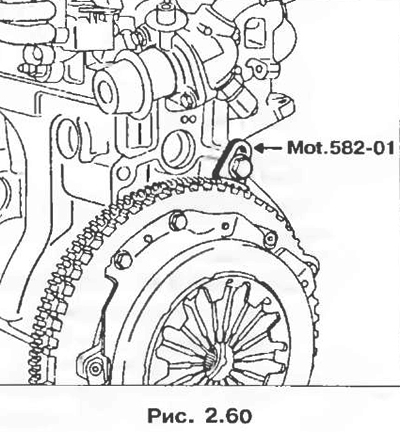
3. Usuń:
- mechanizm sprzęgła i napędzana tarcza;
- koło zamachowe silnika blokując je narzędziem Mot. 582-01.
4. Zdejmij miskę olejową z uszczelką (silikonowy uszczelniacz do uszczelek lub uszczelki metalowo-plastikowe są dostępne w serwisie posprzedażowym).
5. Zdejmij koło pasowe rozrządu.
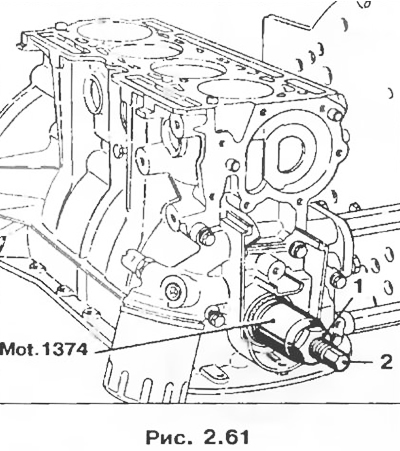
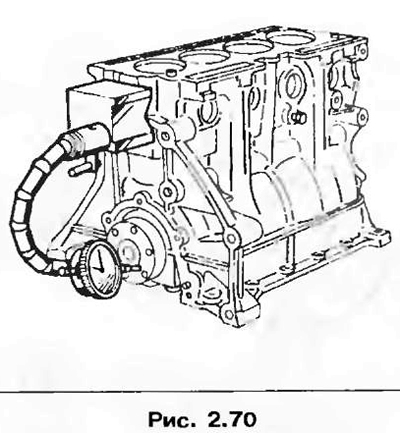
6. Zdejmij uszczelkę olejową wału korbowego za pomocą narzędzia Mot. 1374. Za pomocą nakrętki 1 wprowadzić korpus narzędzia do wnętrza dławnicy i obracając śrubę 2 wycisnąć ją.
7. Usuń:
- odbiornik oleju z uszczelką;
- Pompa olejowa.
Uwaga! Pompa oleju nie nadaje się do naprawy.
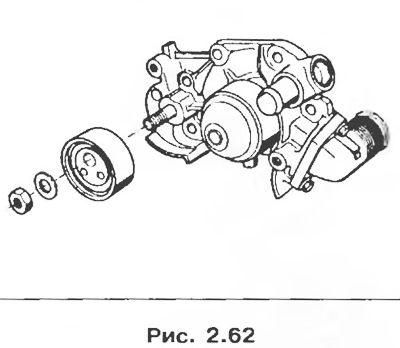
Usunąć:
- rolka napinająca napędu mechanizmu rozrządu i pompy płynu chłodzącego.
8. Usuń:
- kołpaki i tuleje korbowodów;
- tłoki z korbowodami;
- pokrywy łożysk głównych wału korbowego i ich tuleje;
- wał korbowy;
- główne panewki łożysk umieszczone w bloku cylindrów.
Demontaż i montaż grupy «korbowód-tłok»
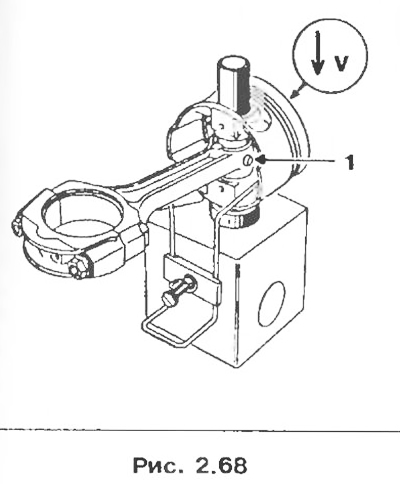
1. Wyciśnięcie sworzni tłokowych
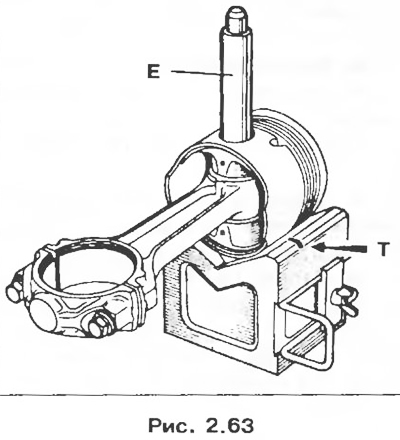
Umieść tłok w rowku w kształcie litery V, tak aby sworzeń tłoka znalazł się w jednej linii z otworem w łożysku (dwa znaki T na wsporniku wskazują środek otworu, co ułatwia wyrównanie). Wypchnij sworzeń za pomocą narzędzia E.
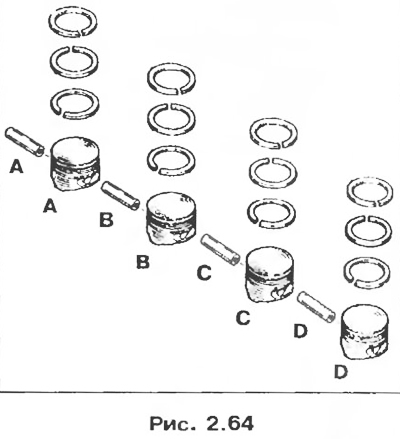
2. Przygotowanie grupowe «sworzeń tłokowy»
Szczegóły dostarczonych grup «sworzeń tłokowy» wzajemnie dopasowane. Oznacz każdą grupę części opakowania od A do D, aby zachować wybór. Usuń powłokę antykorozyjną z części, ale w żadnym wypadku nie zeskrobuj części.
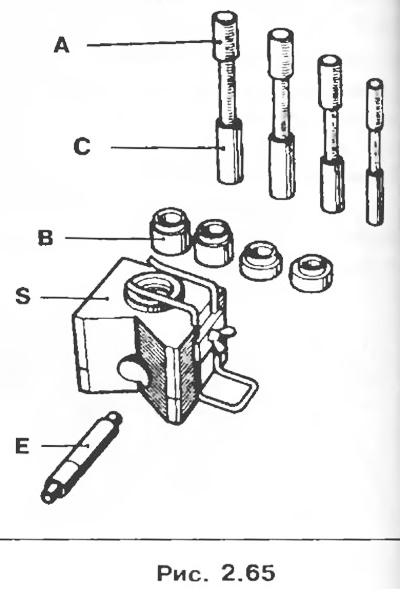
3. Montaż sworzni tłokowych
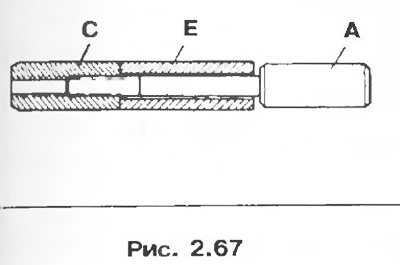
Sworznie tłokowe są wciskane w górne głowice korbowodów i obracają się swobodnie w piastach tłoków. Sworznie tłokowe montuje się za pomocą narzędzia Mot. 574-21 (dostarczany jako dodatek do narzędzia Mot. 574-22).
A: Trzpienie montażowe w komplecie z tulejami centrującymi C.
B: Tuleje oporowe tłoka.
E. Trzpień do zaciskania palców.
S: Wsparcie tłoka.
4. Przygotowanie korbowodów
Sprawdź wzrokowo:
- stan korbowodów (skręcenie i niewspółosiowość osi głowic);
- dopasowanie kołpaków korbowodów do korbowodów (w razie potrzeby usunąć zadziory kamieniem ściernym).
Użyj płyty grzejnej o mocy 1500 W do podgrzania korb. Umieść górne końce korbowodów na płycie grzewczej.
Upewnij się, że głowice korbowodu ściśle przylegają do powierzchni płyty.
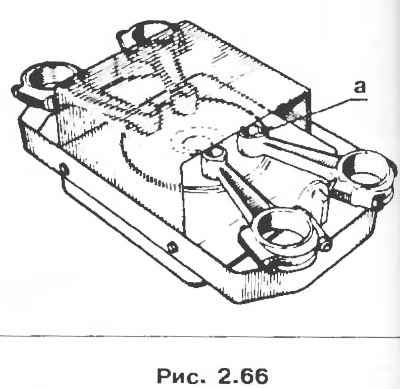
Aby kontrolować temperaturę, umieść kawałek cyny lutowniczej o temperaturze topnienia około 250°C na każdej górnej głowicy korbowodu w punkcie a. Podgrzej górne końce korbowodów, aż lut się rozpuści.
5. Przygotowanie sworzni tłokowych
Upewnij się, że sworznie tłokowe ślizgają się swobodnie w występach nowych tłoków.
Do montażu sworzni tłokowych użyj tulei centrującej C17 i trzpienia montażowego A17.
Wsuń sworzeń tłoka E na trzpień montażowy A, następnie przykręć tuleję centrującą C do trzpienia montażowego do oporu, a następnie odkręć ją o ćwierć obrotu.
6. Zgromadzenie grupowe «korbowód-tłok»
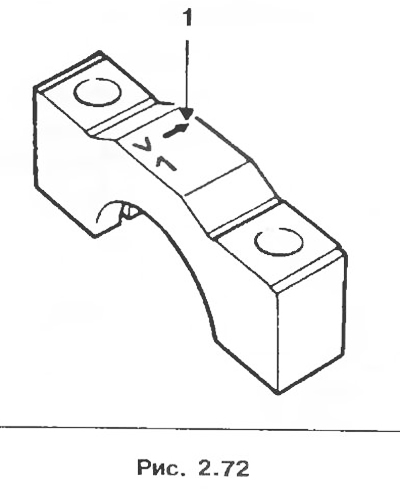
Notatka. Na głowicy tłoka wybita jest strzałka, która po złożeniu powinna być skierowana w stronę koła zamachowego. Kierunek montażu korbowodu jest oznaczony występem 1, który musi znajdować się po stronie prętowego wskaźnika poziomu.
Zamontuj tuleję B17 na wsporniku, nałóż na nią tłok wraz z trzpieniem, zabezpieczając tłok ogranicznikiem sprężyny wspornika (strzałka musi być skierowana w górę). Nasmaruj tuleję centrującą i sworzeń tłoka olejem silnikowym. Włóż sworzeń tłoka do otworów tłoka, aby sprawdzić i upewnić się, że porusza się swobodnie, w razie potrzeby wycentruj tłok.
Gdy lut osiągnie temperaturę topnienia (zamieniając się w kroplę), wykonaj następujące czynności:
- usuń kroplę lutu z głowicy korbowodu;
- włożyć tuleję centrującą trzpienia do tłoka;
- włożyć korbowód do tłoka;
- szybko przesunąć sworzeń tłoka, aż tuleja centrująca zatrzyma jeden otwór we wsporniku tłoka.
8. Upewnić się, że sworzeń pozostaje zagłębiony w stosunku do zewnętrznej powierzchni tłoka w dowolnym miejscu korbowodu w tłoku.
7. Montaż pierścieni tłokowych
Pierścienie tłokowe muszą poruszać się swobodnie w rowkach tłoka. Należy przestrzegać kolejności montażu pierścieni tłokowych. Nasmaruj pierścienie olejem silnikowym i rozłącz ich zamki (Ryż. 2,69).
Montaż
1. Zamontować panewki łożysk. Wszystkie łożyska korbowodu są takie same. Panewki łożysk głównych wału korbowego mają otwory smarowe zarówno po stronie głowicy cylindrów, jak i po stronie pokrywy łożyska. Wkładka łożyska środkowego jest trwała i określa luz osiowy wału korbowego.
2. Zamontować wał korbowy.
3. Nasmaruj czopy główne i korbowody wału korbowego olejem silnikowym.
4. Wymień pokrywy łożysk (wstępnie nasmarować gwinty i powierzchnie pod łbami śrub) i dokręć śruby momentem obrotowym 20 Nm, po czym są one dokręcane pod kątem 80°.
Upewnić się, że: wał korbowy obraca się swobodnie, luz osiowy wału korbowego musi wynosić od 0,06 do 0,235 mm.
5. Oczyść blok cylindrów.
6. Zamontować tłoki z korbowodami w cylindrach bloku za pomocą kołnierza zaciskowego.
7. Zamontować pokrywy łożysk korbowodu tak, aby strzałka 1 była skierowana w stronę koła zamachowego.
8. Dokręcić śruby pokrywy korbowodu momentem 14 Nm, a następnie dokręcić je o 39°.
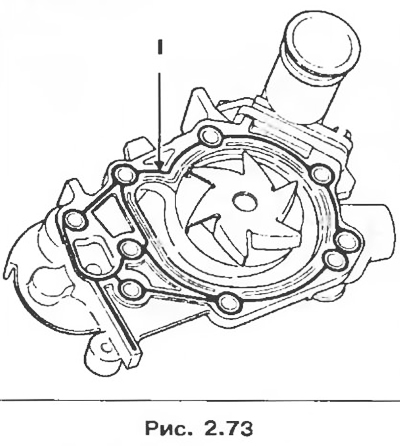
Nałożyć stopkę 1 Rhodorseal 5661 na powierzchnię współpracującą pompy chłodziwa i ponownie zamontować pompę.
9. Przy każdym ponownym montażu zakładaj nowy o-ring wylotowy.
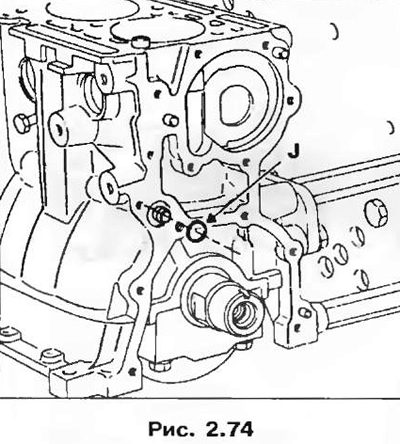
Uwaga! Pompa olejowa jest napędzana przez dwie krzywki umieszczone na wale korbowym.
10. Nałóż stopkę 5 Rhodorseal 5661 na całą powierzchnię styku pompy olejowej.
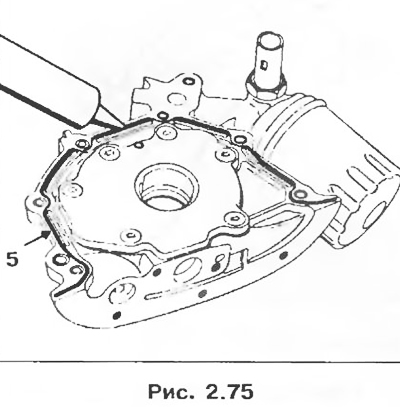
11. Zamontować pompę olejową na bloku cylindrów i dokręcić śruby mocujące momentem 9 Nm.
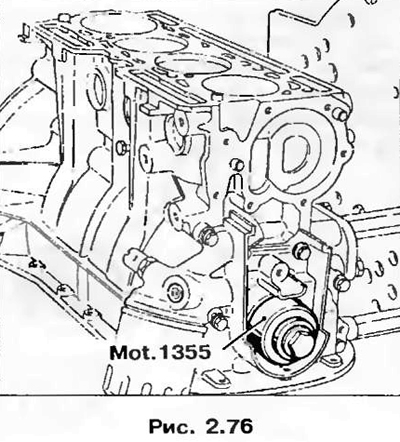
12. Zamontować nowy uszczelniacz olejowy na wale korbowym, uważając, aby go nie uszkodzić podczas przechodzenia przez szyjkę, na której zamontowany jest mechanizm rozrządu. Wciśnij uszczelkę olejową za pomocą narzędzia Mot. 1355.
13. Nałóż warstwę Rhodorseal 5661 na całą powierzchnię współpracującą po stronie koła zamachowego.
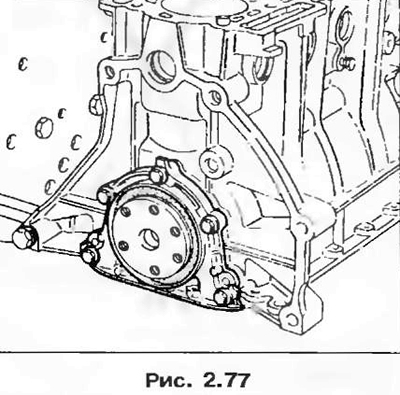
14. Dokręcić śruby z łbem walcowym momentem 9 Nm.
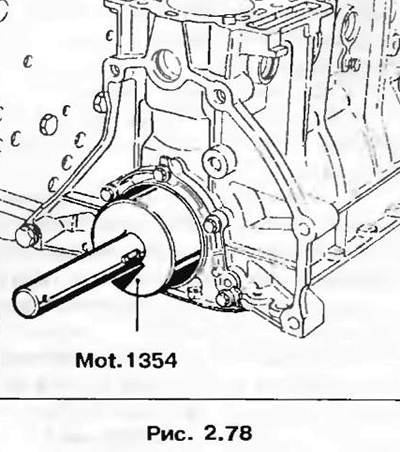
15. Zamontować uszczelnienie olejowe wału korbowego za pomocą narzędzia Mot. 1354.
16. Zamontować odbieralnik oleju po wymianie jego pierścienia uszczelniającego.
17. Oczyść współpracujące powierzchnie bloku cylindrów i miski olejowej.
18. Zamontować miskę olejową, dokręcić śruby mocujące momentem 10 Nm.
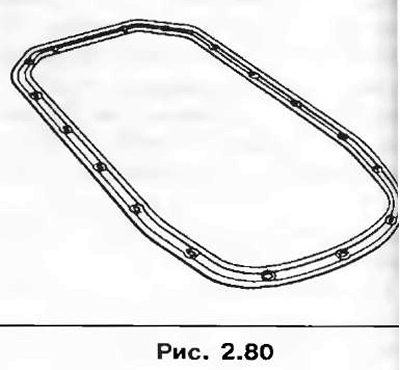
Notatka. Szczelność miski olejowej zapewnia tylko zamontowanie specjalnej uszczelki (uszczelka musi być skierowana w stronę bloku cylindrów).
19. Montaż odbywa się w odwrotnej kolejności.