
Bilješka. Termoplasti (osim «Noryl»).
Operite dio u sapunici, a zatim u čistoj vodi.
Očistite područje koje treba popraviti krpom koja ne ostavlja dlačice natopljenom antistatičkim otapalom.
Obrišite površinu čistom, suhom krpom koja ne ostavlja dlačice.
Uklonite boju mlaznicom P 150 u širini od 50 mm.
Ispuhajte dio komprimiranim zrakom i očistite područje koje treba popraviti krpom koja ne ostavlja dlačice natopljenom antistatičkim otapalom.
Obrišite površinu čistom, suhom krpom koja ne ostavlja dlačice.
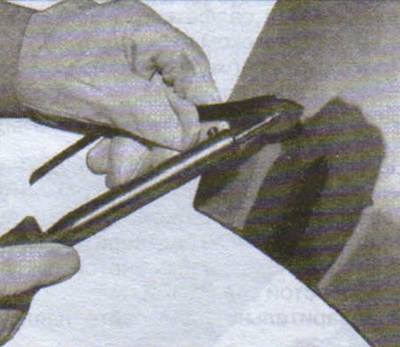
Prethodno zagrijte lemilo.
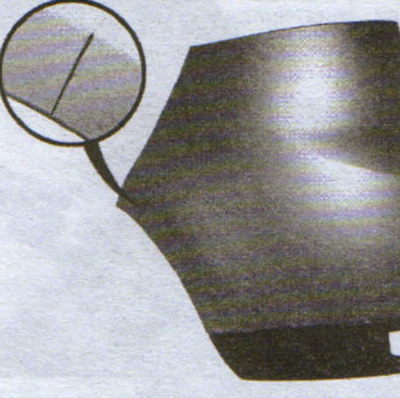
Odrežite zahvat od nehrđajućeg čelika tako da prošireni dio bude na početku pukotine.
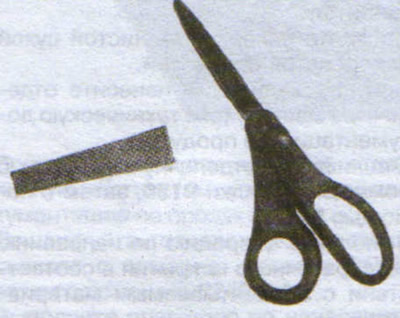
Ugradite kuku od nehrđajućeg čelika u skladu s oblikom nosača.
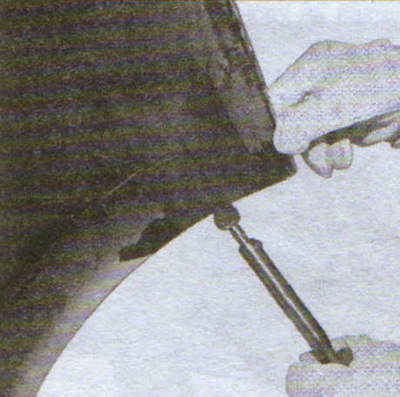
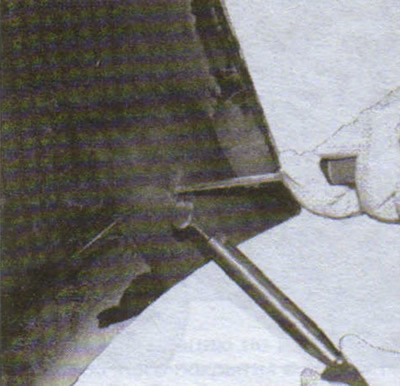
Točkasto zavarite početak pukotine vrhom lemilice kako biste zadržali oblik.
Ostavite točku zavarivanja da se ohladi dvije sekunde pomoću hladnjaka.
Ponovite ovu operaciju duž cijele duljine pukotine.
 |  |
Ostavite svaku točku zavarivanja da se ohladi dvije sekunde pomoću hladnjaka.
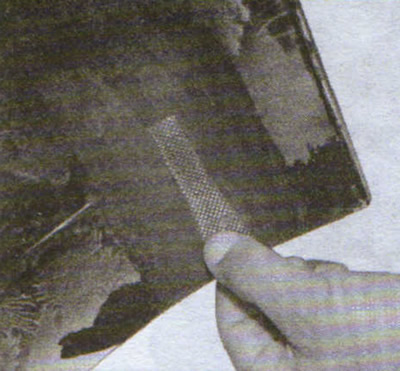
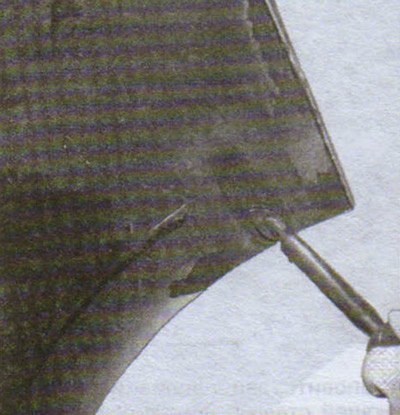
Postavite zahvat od nehrđajućeg čelika i držite ga odgovarajućim alatom.
Zavarite spoj od nehrđajućeg čelika. Ostavite svaku točku zavarivanja da se ohladi dvije sekunde pomoću hladnjaka.
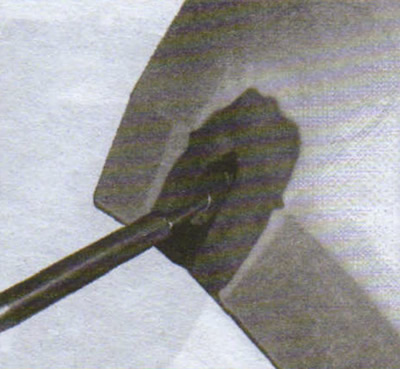
Zatvorite zahvat od nehrđajućeg čelika plastičnim materijalom duž duljine pukotine.
 |  |
Ostavite područje popravka da se ohladi dvije sekunde pomoću hladnjaka.
Zavarite vanjski dio dijela.
Dodajte materijal predgrijavanjem elektrode za zavarivanje vrhom lemilice (isključujući ABS i polikarbonatne materijale). Ostavite područje popravka da se ohladi dvije sekunde pomoću hladnjaka.
Ispolirajte površinu s P 80 - P 150, zatim s P 240.
Ispuhajte dio komprimiranim zrakom i očistite područje koje treba popraviti krpom koja ne ostavlja dlačice natopljenom antistatičkim otapalom.
Obrišite površinu čistom, suhom krpom koja ne ostavlja dlačice.
Po potrebi nanesite završni premaz (pogledajte tehničku dokumentaciju proizvoda).
Završni kit izbrusite s P150, zatim s P240.
Provedite postupak bojanja prema materijalu koji se obrađuje.