
Парадак разборкі:
- зніміце галоўку блока цыліндраў і ўсталюеце яе на варштат з драўляным пакрыццём;
- зніміце паліўныя фарсункі;
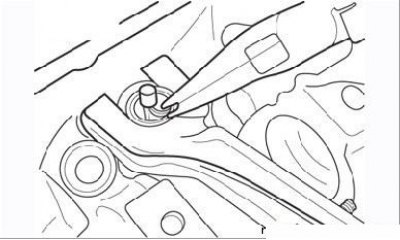
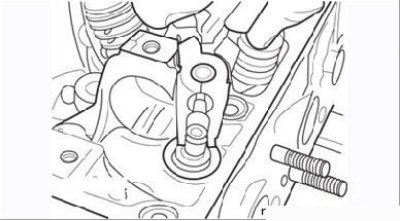
Малюнак 3.29. Сціск затамкавай спружыны і выманне сухароў
- з дапамогай адмысловай прылады сцісніце кожную клапанную спружыну і, перамясціўшы на дастатковую адлегласць уніз па стрыжні клапана верхнюю талерку спружыны, выміце сухары (Малюнак 3.29). Калі сухары "прыкіпелі", акуратна стукніце малатком з медным байком па тарцы клапана;
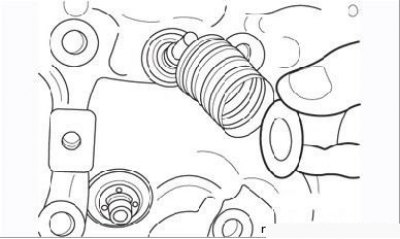
Малюнак 3.30. Зняцце верхняй талеркі і спружыны клапана
Малюнак 3.32. Камплект дэталяў для ўсталёўкі клапана ў пакеце
Малюнак 3.31. Выманне клапана з накіроўвалай утулкі
- зніміце верхнюю талерку, спружыну і выміце клапан з накіроўвалай утулкі (Малюнак 3.30, 3.31). Абкладзеце камплект дэталяў у асобны поліэтыленавы пакет, пазначыўшы месца іх усталёўкі (Малюнак 3.32);
Малюнак 3.33. Зняцце маслаздымнага каўпачка
- зніміце маслосъемные каўпачкі, служачыя адначасова ніжнімі талеркамі спружын, з усіх накіроўвалых утулак (Малюнак 3.33).
Агляд дэталяў
Дбайна ачысціце знятыя дэталі ад бруду і нагару. Рэшткі старой пракладкі на прывалачнай плоскасці галоўкі блока цыліндраў выдаляйце толькі хімічным спосабам (гл. падраздзел "Зняцце і ўстаноўка галоўкі блока цыліндраў"). Для зняцця нагару з камер згарання ўжывайце толькі скрабкі з алюмінія. Прамыйце дбайным чынам галоўку блока газай або уайт-спірытам. З дапамогай драцяной шчоткі, заціснутай у патрон дрыля, выдаліце нагар з клапанаў.
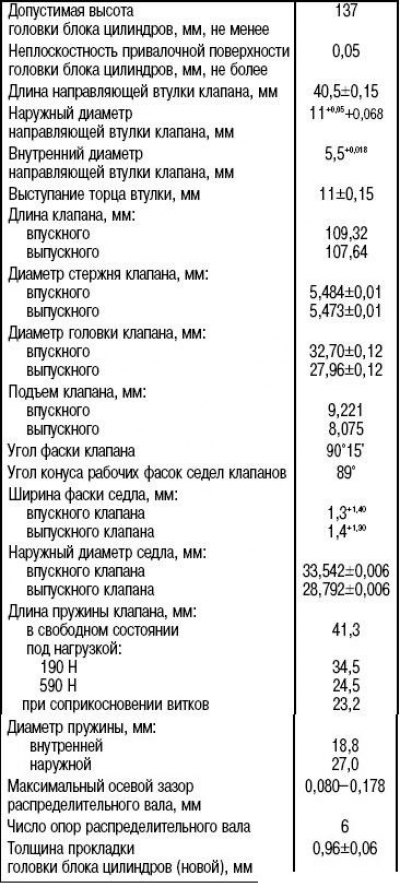
Пры аглядзе і замеры дэталей улічвайце тэхнічныя дадзеныя, прыведзеныя ў табл. 3.2.
Уважліва агледзіце галоўку блока цыліндраў на адсутнасць расколін. Пры выяўленні расколін галоўка падлягае замене.
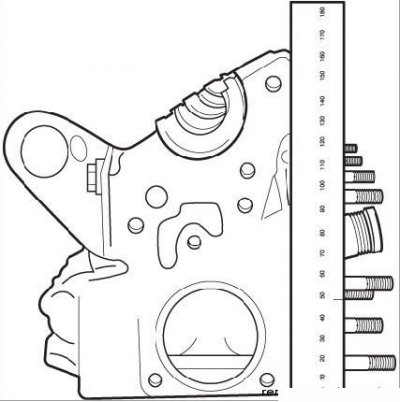
Праверце, ці не парушана плоскаснасць прывалачнай паверхні галоўкі, з дапамогай металічнай лінейкі, прыкладваючы яе ўздоўж, папярок і па дыяганалях і вымяраючы зазор з дапамогай маца. Дапушчальны зазор ва ўсіх вымярэннях не больш за 0,05 мм. Калі зазор перавышае 0,05 мм, галоўку варта замяніць.
Агледзіце працоўныя фаскі клапанаў на наяўнасць ракавін і прыпалаў, звяртаючы адмысловую ўвагу на выпускныя клапаны. Калі выяўлены значныя пашкоджанні на працоўных фасках, клапан заменіце. Нязначныя дэфекты паверхні ўхіляюцца прыціркай клапана.
Прыцірка клапана выконваецца наступным чынам. Вырабіце трохі грубіянскай абразіўнай пасты на кантактную паверхню клапана або сядла і ўстаўце клапан у накіроўвалую ўтулку. Усталюеце прынаду для прыціркі клапанаў з прысоскай на талерку клапана і прыцірайце клапан полувращательными рухамі. Час ад часу змяняйце становішча клапана адносна сядла і працягвайце прыцірку датуль, пакуль паверхні сядла і клапана не набудуць аднастайны шэры колер. Пасля гэтага паспрабуйце прыцірку з выкарыстаннем тонкай пасты. Скончыўшы прыцірку, зніміце рэшткі притирочной пасты, сочачы за тым, каб паста не патрапіла ў накіроўвалую ўтулку. Пратрыце клапан і сядло рыззём, змочанай у газе, а затым сухой анучай.
Пераканайцеся, круцячы клапан, у адсутнасці выгібу яго стрыжня. На тарцы клапана не павінна быць сашпіліўшы і слядоў зносу. Пашкоджаныя клапаны заменіце.
Замерце з дапамогай мікраметра дыяметр стрыжня клапана і параўнайце вынікі замеру з дадзенымі табл. 3.2.
Замерце таксама ўнутраны дыяметр адпаведнай накіроўвалай утулкі. Вылічыце зазор і параўнайце вынік з дадзенымі згаданай табліцы. Калі зазор выходзіць за межы дапушчальнага, заменіце накіроўвалую ўтулку або клапан. Замену ўтулак лепш даверыць адмыслоўцам. Пры самастойным рамонце выкарыстоўвайце апраўку з заплечыкамі і выбіце накіроўвалую ўтулку ў напрамку камеры згарання. Новую ўтулку змесціце перад усталёўкай у маразільную камеру на адну гадзіну, затым апраўкай запрасуйце са боку размеркавальнага вала ў галоўку да загаданай вышыні выступу над паверхняй. Разгарніце да патрабаванага памеру ўнутраны дыяметр накіроўвалай утулкі.
Праверце сядла клапанаў. Пры наяўнасці значных пашкоджанняў паверхні фаскі сядла падлягаюць шліфоўцы на спецыяльным станку. Невялікія заганы паверхні можна вывесці з дапамогай прыціркі, як апісана вышэй. Пры неабходнасці шліфоўкі сёдлаў клапанаў варта ўдакладніць максімальна магчымую глыбіню шліфоўкі, бо пры празмерным выдаленні металу не забяспечваецца правільная праца гидротолкателя клапана. Вырашэнне гэтага пытання трэба даручыць спецыялістам.
Агледзіце затамкавыя спружыны – на іх не павінна быць абламаных ці трэснутых віткоў. Памеры спружын павінны адпавядаць дадзеным, прыведзеным у табл. 3.2. Геаметрычная форма спружыны не павінна быць зменена. Заменіце пашкоджаныя спружыны.
Табліца 3.2. Тэхнічныя дадзеныя галоўкі блока цыліндраў, дэталяў затамкавага механізму і размеркавальных валаў
Агледзіце гидротолкатели на прадмет адсутнасці зносу і расколін. Дапушчаюцца малаважныя пацёртасці на працоўнай паверхні.
Усе маслосъемные каўпачкі замяняюцца ў абавязковым парадку.
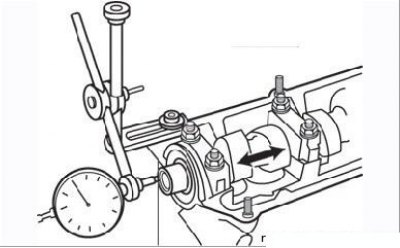
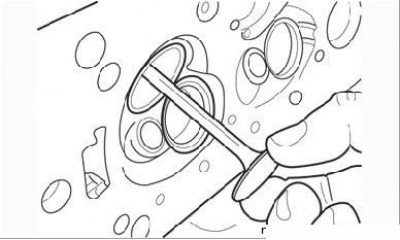
Малюнак 3.34. Замер восевага зазору размеркавальнага вала
Праверце восевы зазор размеркавальных валаў з дапамогай індыкатара (Малюнак 3.34) і параўнайце вынік з таблічным.
Агледзіце размеркавальныя валы. Паверхня шыек і кулачкоў павінна быць гладкая з матавым бляскам.
Сіняваты колер паверхняў сведчыць аб перагрэве рухавіка або аб яго недастатковай змазцы, а задзіракі, выфарбоўванне, яркі бляск - аб зносе. Паскораны знос пачынаецца адразу ж пасля пашкоджання вонкавага пласта размеркавальнага вала, таму заўсёды варта замяняць пашкоджаныя дэталі.
На спецыяльным стэндзе праверце размеркавальныя валы на радыяльнае біццё. Яго максімальна дапушчальнае значэнне не паказваецца вытворцам, але ў якасці арыенціра можна выкарыстоўваць значэнне 0,1 мм. Калі вынік вымярэння перавышае гэтае значэнне, тое варта вырашыць пытанне аб замене размеркавальнага вала.
Парадак зборкі:
- вышмаруйце стрыжні клапанаў маторным маслам і ўстаўце іх у накіравальныя ўтулкі галоўкі блока цыліндраў;
- надзеньце на стрыжань клапана ўсталявальны наканечнік, які пастаўляецца разам з маслосъемными каўпачкамі. Не змазвайце алеем перад усталёўкай маслосъемные каўпачкі;
- утрымліваючы клапан прыціснутым да сядла, асцярожна надзеньце без перакосу маслосъемный каўпачок на наканечнік;
- праштурхніце каўпачок па стрыжні да накіравальнай утулкі і прыбярыце наканечнік;
- пераканайцеся, што каўпачок усталяваны без перакосу, і ўсталюеце штурхач для яго запрэсоўкі;
- пастукаўшы далонню па верхняй частцы штурхача, перамесціце каўпачок да судотыку з галоўкай блока цыліндраў;
- усталюеце спружыну і верхнюю талерку спружыны;
- з дапамогай прынады сцісніце спружыну і ўсталюеце ў канаўку на стрыжні клапана сухары. Для палягчэння зборкі злёгку вышмаруйце сухары кансістэнтнай змазкай;
- збярыце такім жа чынам астатнія затамкавыя вузлы;
- праз драўляную прастаўку пастукайце злёгку па выступоўцах тарцам клапанаў для правільнай пасадкі дэталяў;
- усталюеце паліўныя фарсункі.