
- кампрэсар кандыцыянера;
- помпа гідраўзмацняльніка руля;
- генератар у зборы з кранштэйнам мацавання;
- стартар;
- сістэма кіравання рухавіком;
- джгуты электраправодкі;
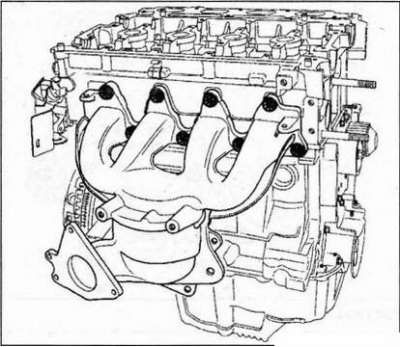
- впускной і выпускны калектары;
- алейны мац;
- апоры рухавіка;
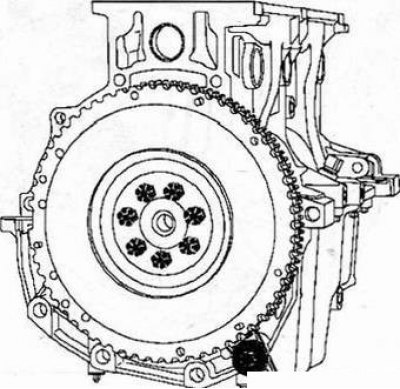
- махавік або планшайба (пры наяўнасці аўтаматычнай каробкі перадач).
Для капітальнага рамонту з рухавіка здымаюцца:
- галоўка блока цыліндраў;
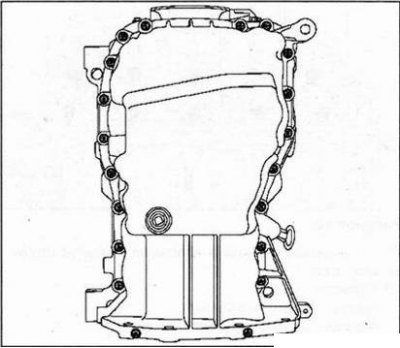
- паддон картэра рухавіка;
- алейная помпа;
- вадзяной помпа;
- поршні ў зборы з шатунамі;
- каленчаты вал.
Зборка рухавіка праводзіцца ў парадку, зваротным пералічанаму.
Працэсы разборкі і зборкі складаных вузлоў рухавіка будуць разгледжаны ў адпаведных падраздзелах.
Перад разборкай прыгатуйце невялікія скрыні ці кантэйнеры, каб змясціць у іх якія здымаюцца дробныя дэталі. Гэта дапаможа захаваць іх пры наступнай зборцы. Пасля зняцця чарговай дэталі ўсталюеце на свае месцы крапежныя элементы (балты, гайкі, шайбы), каб паскорыць працэс зборкі і захаваць разьбу на дэталях. Захоўвайце дэталі, якія падлягаюць замене, для таго, каб параўнаць іх з новымі. Прамаркіруйце становішча дэталяў, якія здымаюцца (фарбай, рыскай ці іншым спосабам), каб пры зборцы ўсталяваць іх на ранейшае месца. Перад пачаткам разборкі старанна вымыйце рухавік звонку газай.
Змесціце чысты рухавік на стэнд для разборкі.
1. Зніміце: - заглушкі на тарцах размеркавальных валаў; - корак адтуліны фіксатара становішча ВМТ.
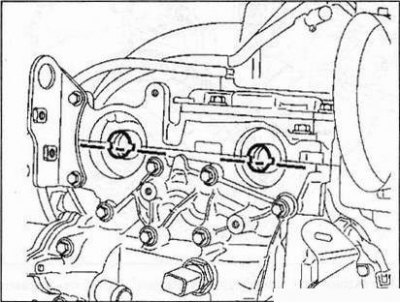
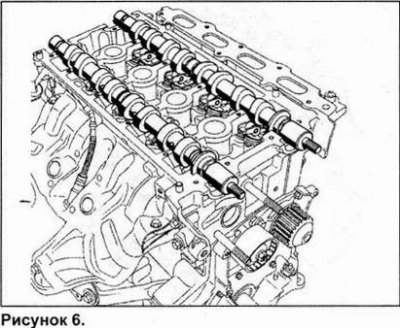
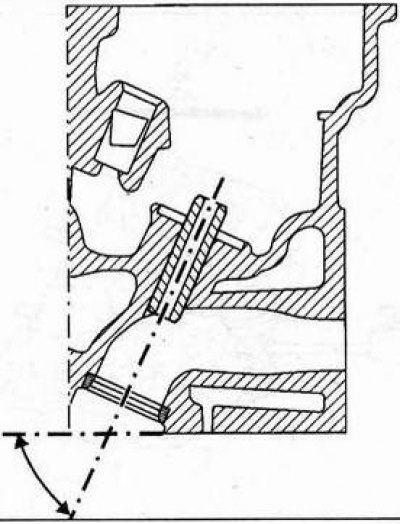
2. Устанавіце размеркавальныя валы канаўкамі ўніз, як паказана на малюнку ніжэй.
4. Правярніце каленчаты вал рухавіка супраць гадзіннікавай стрэлкі (з боку газаразмеркавальнага механізму), пакуль каленчаты вал не ўпрэцца ў стрыжань фіксатара ВМТ.
Пазы на канцах размеркавальных валаў павінны займаць гарызантальнае становішча і быць зрушаны адносна восі ўніз, як паказана на малюнку.
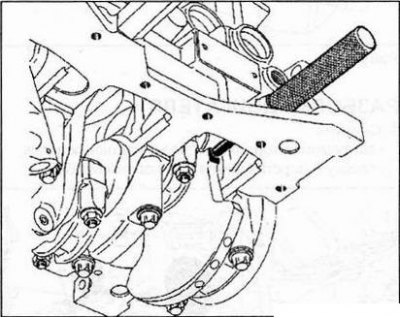
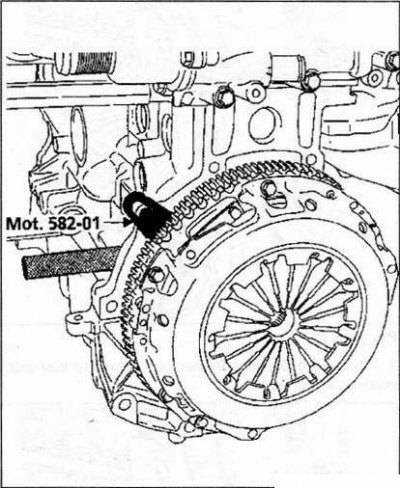
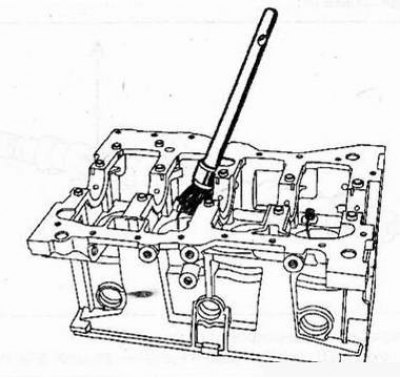
5. Усталюеце прынаду для стопорения махавік (Mot. 582-01).
6. Зніміце:
- шкіў каленчатага вала для прывада дапаможнага абсталявання;
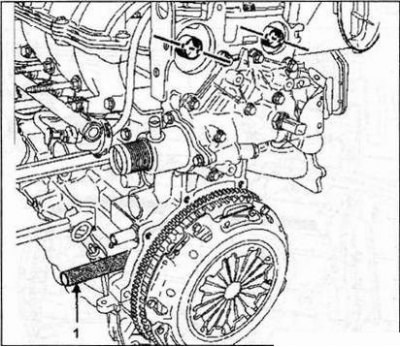
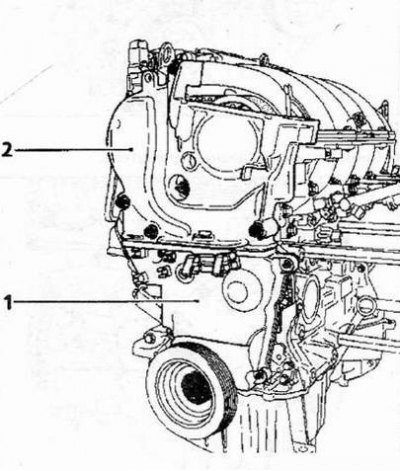
- сярэдняе вечка прывада газаразмеркавальнага механізму (1);
- верхняе вечка прывада газаразмеркавальнага механізму (2).
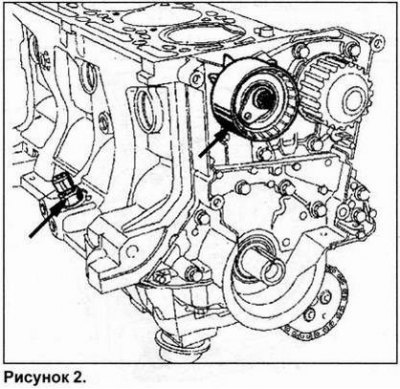
7. Адкруціце гайку (3) на нацяжным роліку.
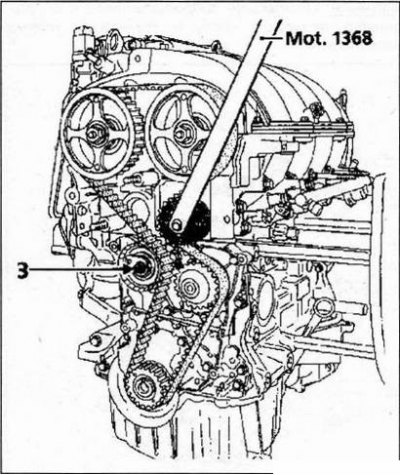
8. Зніміце абводны ролік, выкарыстоўваючы прынаду Mot. 1368.
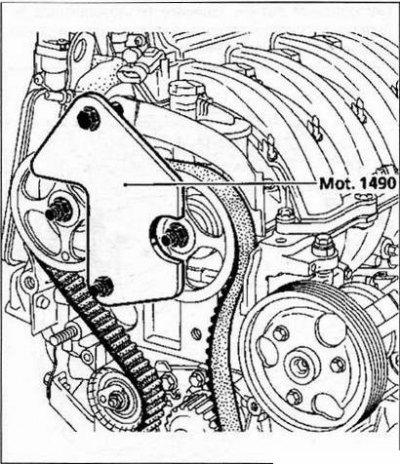
9. Зніміце: рамень прывада газаразмеркавальнага механізму; шківы размеркавальных валаў, выкарыстоўваючы прынаду Mot. 1490.
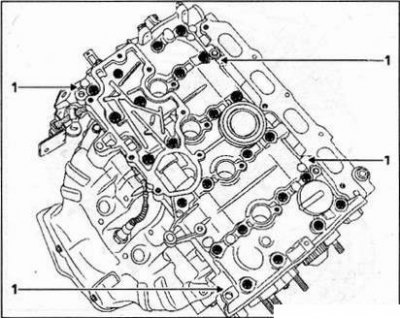
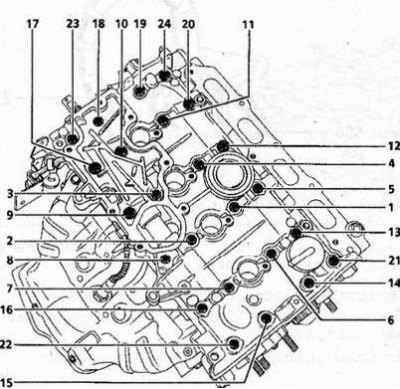
10. Зніміце дэталі, паказаныя на рысунках 1-12.
Адкруціце ніты мацавання корпуса паветранага фільтра і зніміце корпус паветранага фільтра.
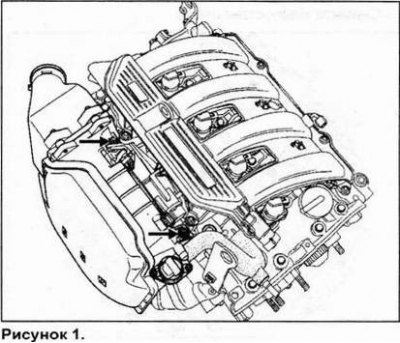
Адкруціце два ніта мацавання дросельнай засланкі і зніміце впускной паветраны размеркавальны калектар.
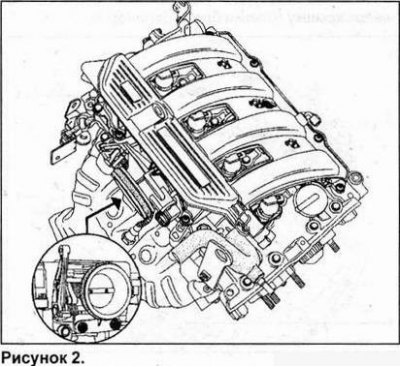
Зніміце шпулькі запальвання.
Малюнак 3. | 
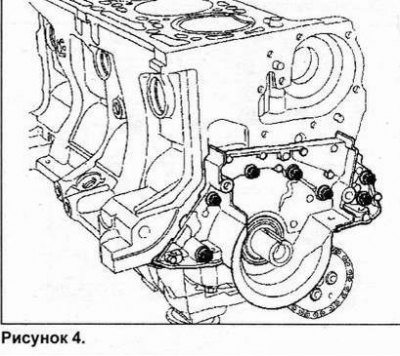
Малюнак 4. |
Адкруціце 24 ніта мацавання вечка галоўкі блока цыліндраў і затым, пастукваючы медным малатком па выступах (1), зніміце вертыкальна ўверх вечка галоўкі блока цыліндраў.
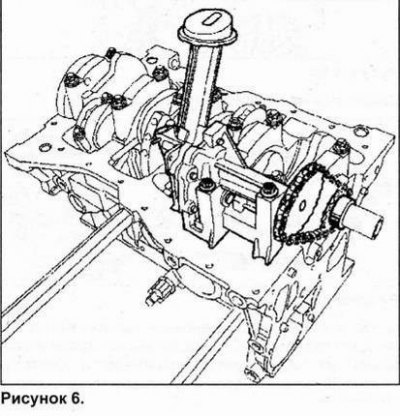
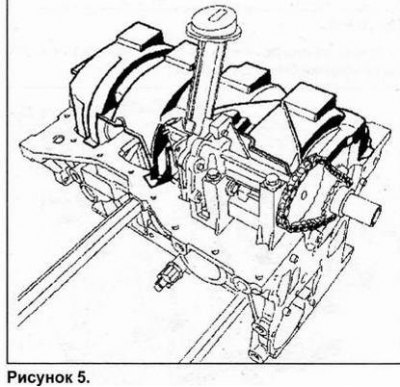
Малюнак 5.
Зніміце размеркавальныя валы впускных і выпускных клапанаў.
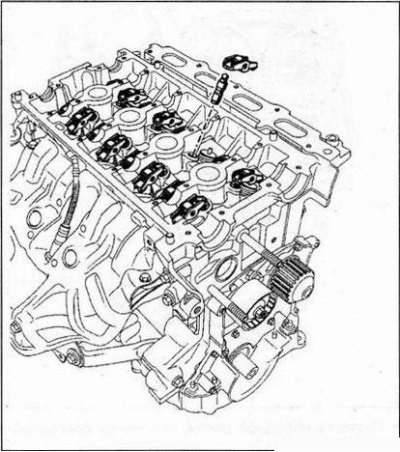
Зніміце каромысла і гидротолкатели.
Увага: Пастаўце гидротолкатели ў вертыкальнае становішча, каб не дапусціць уцечкі алею з іх.
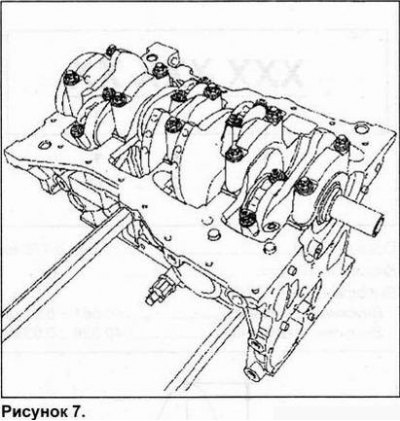
Малюнак 7.
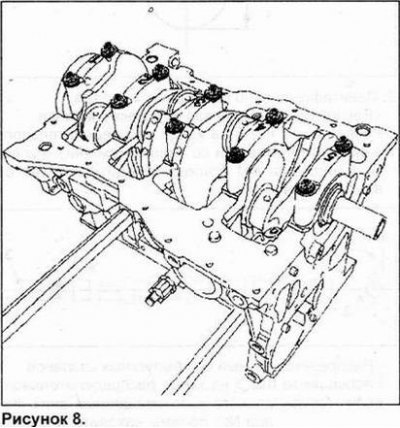
Адкруціце два ніта мацавання падкосу каталітычнага нейтралізатара і зніміце падкос каталітычнага нейтралізатара (гл. мал. 8).- З дапамогай прынады Mot. 1495 зніміце кіслародны датчык; зніміце цеплаахоўныя экраны выпускнога калектара і прастаўку ўнутранага кажуха прывада ГРМ (гл. мал. 8).
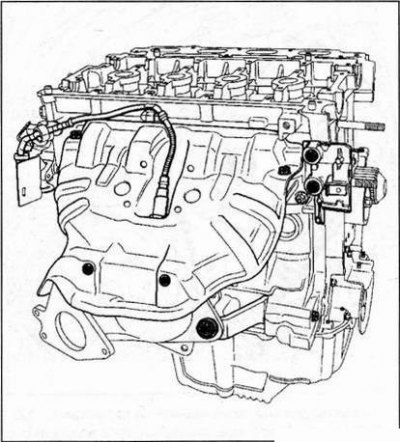
Малюнак 9.
Зніміце здымную частку кашулі астуджэнні на тарцы галоўкі блока цыліндраў.
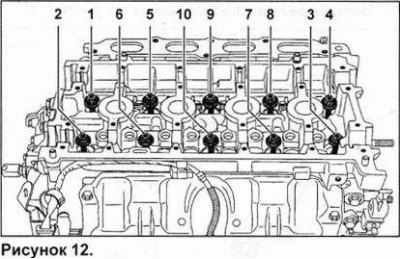
Зніміце бензаразмеркавальную рампу.
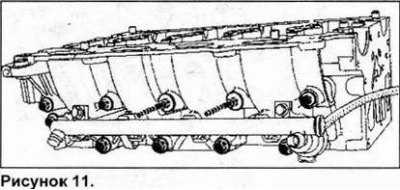
Адкруціце 10 нітаў мацавання галоўкі блока цыліндраў раўнамерна, за некалькі падыходаў у паказанай на малюнку паслядоўнасці. Зніміце галоўку блока цыліндраў і пракладку галоўкі блока цыліндраў.
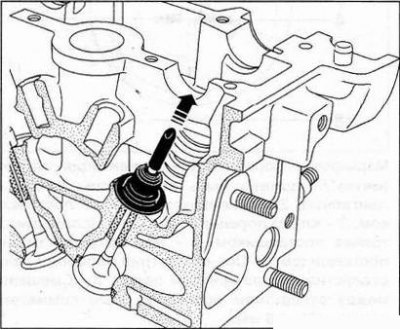
11. З дапамогай здымніка клапанаў сцісніце спружыны клапанаў.
12. Зніміце: сухары спружын клапанаў; верхнія талеркі спружын клапанаў; спружыны клапанаў; клапаны; маслосъемные каўпачкі накіроўвалых клапанаў, выкарыстоўваючы абцугі Mot. 1335.
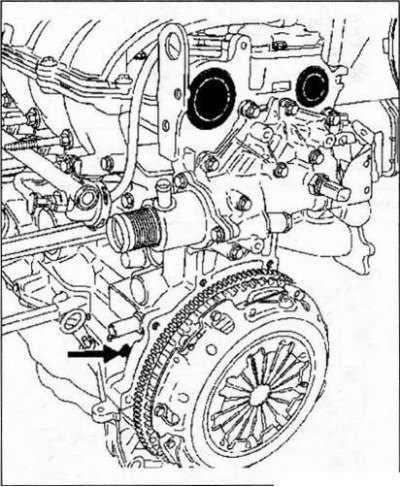
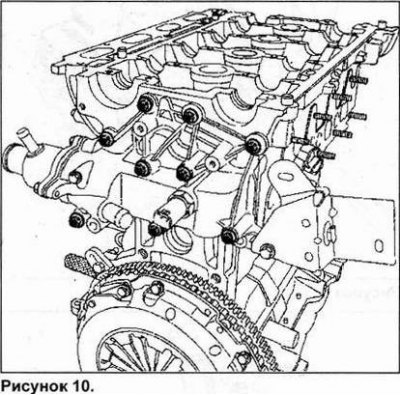
13. Зніміце кажух і кіраваныя дыск счаплення.
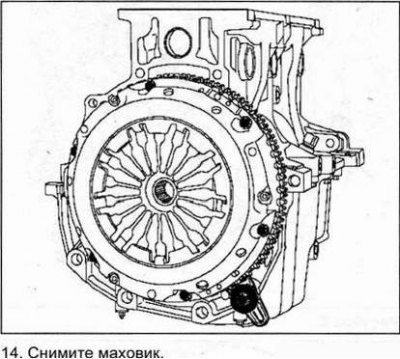
Малюнак 1.
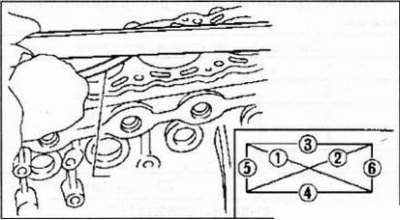
Увага: Каб пазбегнуць адукацыі расколін у шатунах, не выкарыстоўвайце кернер для маркіроўкі накрывак ніжніх галовак шатуноў адносна шатуноў. Выкарыстоўвайце для гэтай мэты нязмыўнай маркер.
Зніміце вечкі падшыпнікаў каленчатага вала (яны пранумараваны з 1 па 5).
Увага: Вельмі важна пазначыць становішча ўкладышаў каленчатага вала, бо яны могуць ставіцца да розных памерных груп для кожнага падшыпніка.
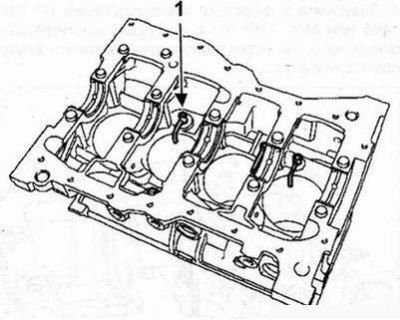
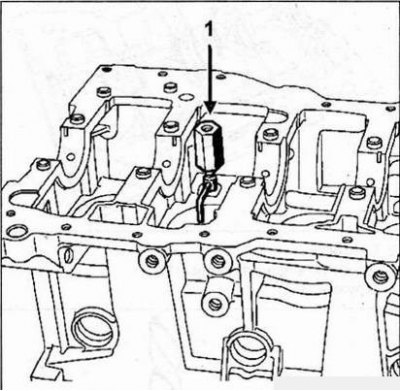
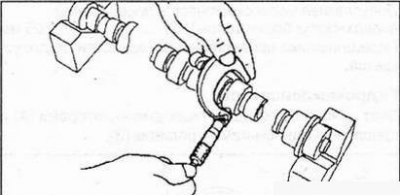
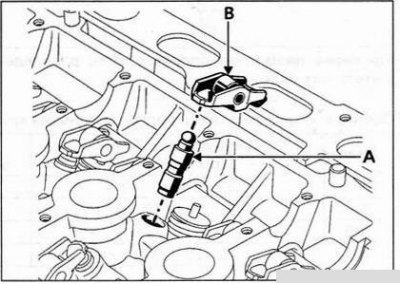
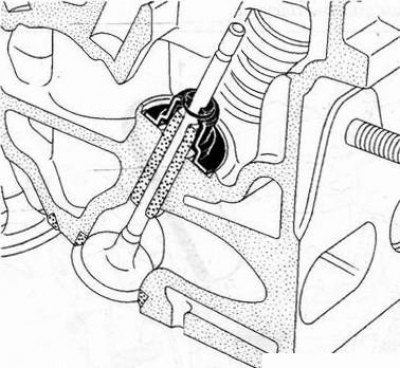
Зняцце фарсунак для астуджэння дн поршняў1. Рассвідруйце фарсункі для астуджэння дн поршняў (1) свердзелам дыяметрам 7 мм.
2. Зніміце: упартую ўтулку спружыны (1); спружыну (4).
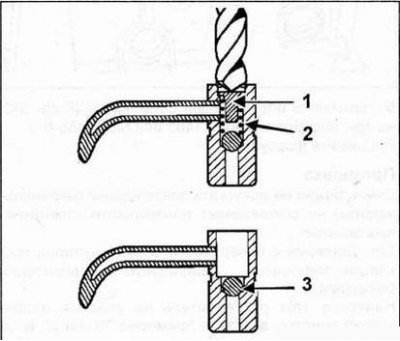
Увага: Не здабывайце шарык (3), каб стружка не патрапіла ў алейны канал.
3. Выдаліце металічнае пілавінне з дапамогай пэндзля.
4. Загарніце ў фарсункі прыстасаванне (1) (Mot. 1485 або Mot. 1485-01) з дапамогай шасціграннага ключа на 6 мм (ключ неабходна ўставіць унутр прыстасаванні).
5. Навярніце інэрцыйны здымнік (1) (Emb. 880) на прыстасаванне (Mot. 1485 або Mot. 1485-01).
6. Зніміце фарсункі.
Прамыванне
Вельмі важна не дапушчаць пашкоджанняў (драпіны, задзіракі) на спалучаных паверхнях алюмініевых дэталяў.
Для выдалення з паверхні рэштак старой пракладкі карыстайцеся спецыяльным растваральнікам Decapjoint.
Вырабіце гэты растваральнік на ўчастак, які падлягае ачыстцы, пачакайце прыкладна 10 хвілін, і затым выдаліце рэшткі пракладкі драўляным шпатэлем.
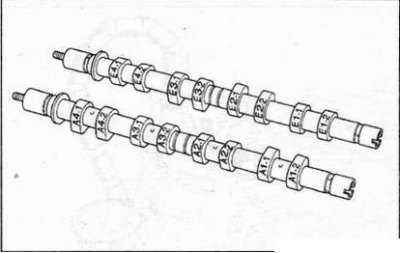
Размеркавальныя валы
1. Размеркавальныя валы ідэнтыфікуюцца па маркіроўцы (А).
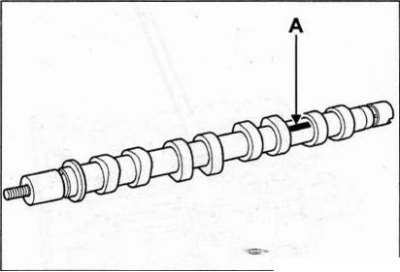
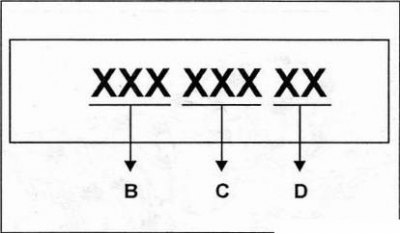
Падрабязнасці маркіроўкі (А):
- - пазнакі (У) і (З) прызначаны толькі для пастаўшчыка;
- пазнака (D) служыць для ідэнтыфікацыі размеркавальных валаў: AM - впускной размеркавальны вал; ЁМ - выпускны размеркавальны вал.
- Восевы зазор - 0,08 - 0,178 мм
- Колькасць апор - 6
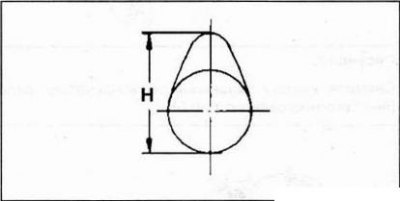
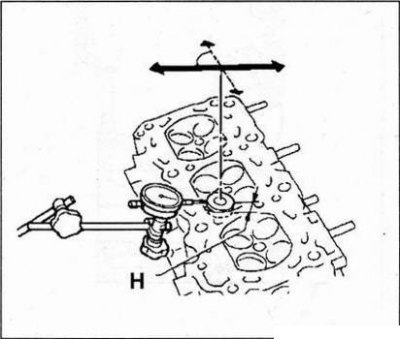
- Вышыня кулачкоў "Н":
- Впускных клапанаў - 40,661±0,03 мм
- Выпускных клапанаў - 40,038±0,03 мм
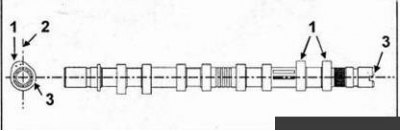
2. Ідэнтыфікацыя па становішчы кулачкоў. - Размеркавальны вал впускных клапанаў. Размесціце пазу 3 на канцы размеркавальнага вала гарызантальна і са зрушэннем уніз. Кулачкі 1 цыліндру №1 павінны знаходзіцца злева ад вертыкальнай восі 2.
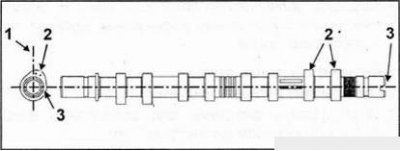
Размеркавальны вал выпускных клапанаў. Размесціце пазу 3 на канцы размеркавальнага вала гарызантальнага і са зрушэннем уніз. Кулачкі 2 цыліндру №1 павінны знаходзіцца справа ад вертыкальнай восі 1.
Табліца. Дыяметр апор размеркавальнага вала ў галоўцы блока цыліндраў
| З боку махавік рухавіка | |
| 1 | |
| 2 | |
| 3 | 25+0.061+0.04 мм |
| 4 | |
| 5 | |
| 6 | 28+0,061+0.04. мм |
| З боку прывада ГРМ | |
Праверка дыяметраў апор размеркавальны валаў у галоўцы блока цыліндраў.
Табліца. Дыяметр шыек размеркавальных валаў
| З боку махавік рухавіка | |
| 1 | |
| 2 | |
| 3 | 250 -0.021 мм |
| 4 | |
| 5 | |
| 6 | 280 -0.021, мм |
| З боку прывада ГРМ | |
А 4 -1 = Впускны клапан цыліндру 4 і кулачок № 1.
Е 4 -1 = Выпускны клапан цыліндру 4 і кулачок № 1.
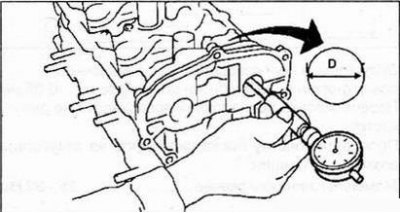
Праверка восевага люфт размеркавальнага вала Ўсталюйце на месца: - размеркавальныя валы ў правільнае становішча; - вечка галоўкі блока цыліндраў; зацягніце ніты яе мацавання (парадак і моманты зацяжкі гл. табліцу "Парадак зацяжкі нітаў мацавання вечка галоўкі блока цыліндраў").
Праверце восевы люфт, які павінен быць у межах 0,08-0,178 мм.
Праверка дыяметраў апорных шыек размеркавальных валаў.
Табліца. Парадак зацяжкі нітаў мацавання вечка галоўкі блока цыліндраў
| Этап | Паслядоўнасць зацяжкі нітаў | Паслядоўнасць паслаблення зацяжкі нітаў | Момант зацяжкі (Нм) |
| №1 | 22-23-20-13 | - | 8 |
| №2 | з 1 па 12, з 14 па 19, з 21 па 24 | - | 12 |
| №3 | - | 22-23-20-13 | - |
| №4 | 22-23-20-13 | - | 12 |
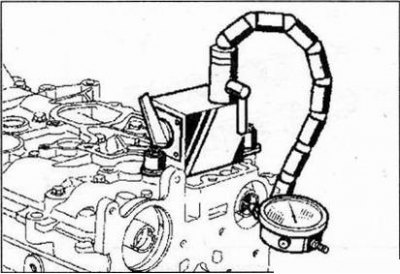
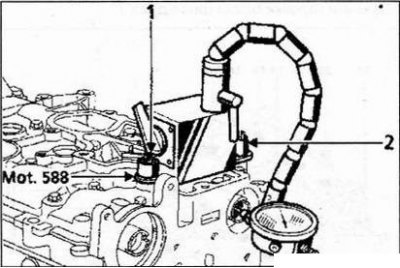
Нататка: Каб усталяваць магнітны трымальнік індыкатара на галоўку блока цыліндраў, выкарыстайце прынаду Mot. 588 і замацуйце яго з дапамогай мантажных нітаў (1) алейнага адстойніка і ўтулак (2) з паказанымі ніжэй памерамі:
- вонкавы дыяметр 18 мм;
- дыяметр адтуліны пад ніт (1) 9 мм;
- вышыня 15 мм.
Зноў зніміце вечка галоўкі блока цыліндраў і размеркавальныя валы.
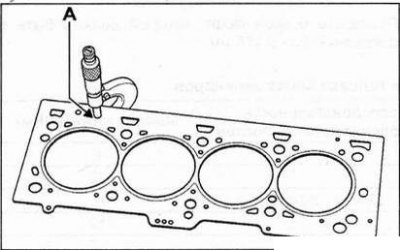
Пракладка галоўкі блока цыліндраўТаўшчыня пракладкі галоўкі блока цыліндраў вымяраецца ў пункце (А).
Таўшчыня пракладкі галоўкі блока цыліндраў:
- Таўшчыня новай ушчыльняльнай пракладкі - 0,96±0,06 мм
- Таўшчыня абціснутай пракладкі - 0,93±0,06 мм
Галоўка блока цыліндраў
Вышыня "Н" галоўкі блока цыліндраў - 137 мм
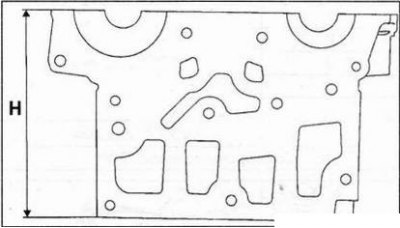
Дапушчальная няплоскаснасць прывалачнай паверхні галоўкі блока цыліндраў - 0,05 мм.
Перашліфоўка прывалачнай паверхні не дапушчаецца. Праверце галоўку блока цыліндраў на адсутнасць магчымых расколін.
Моманты зацяжкі свечак - 25-30 Нм
Блок цыліндраў
Праверце праверачнай лінейкай і наборам мацаў няплоскаснасць прывалачнай плоскасці.
Дапушчальная няплоскаснасць прывалачнай паверхні блока цыліндраў - 0,03 мм.
Перашліфоўка прывалачнай паверхні не дапушчаецца.
ГідракампенсатарыГэты рухавік абсталяваны гидрокомпенсаторами (А) і одноплечными рычагамі з ролікам (У).
Клапаны
Пад'ём клапанаў:
- Впускны клапан - 9,22 мм
- Выпускны клапан - 8,075 мм
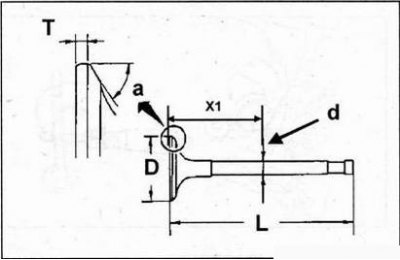
Дыяметр стрыжня "d" (вымяраецца на адлегласці "Х1"):
- Х1 (впускной клапан) - 75,14±0,35 мм
- Впускны клапан - 5,484±0,01 мм
- Х1 (выпускны клапан) - 77,5±0,35 мм
- Выпускны клапан - 5,473±0,01 мм
Дыяметр талеркі "D":
- Впускны клапан - 32,7±0,12 мм
- Выпускны клапан - 27,96±0,12 мм
Кут фаскі:
- Впускны і выпускны клапаны — 90°15'
Даўжыня клапана "L":
- Впускны клапан - 109,32 мм
- Выпускны клапан - 107,64 мм
Таўшчыня галоўкі "Т":
- Впускны клапан - 1,15 мм
- Выпускны клапан - 1,27 мм
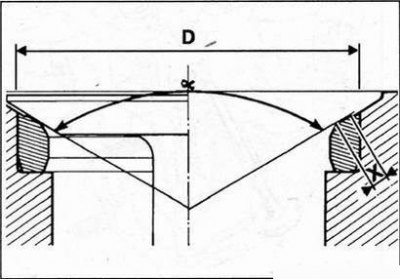
Сядла клапанаў
Кут пасадачнай фаскі сядла α:
- Впускны і выпускны клапаны - 89 °
Шырыня пасадачнай фаскі X:
- Впускны клапан - 1,3 1,4 мм
- Выпускны клапан - 1,41 '3 мм
Вонкавы дыяметр D:
- Впускны клапан - 33,542±0,006 мм
- Выпускны клапан - 28,792±0,006 мм
Накіроўвалыя ўтулкі клапанаў
Даўжыня:
- Впускны і выпускны клапаны - 40,5±0,15 мм
Вонкавы дыяметр накіроўвалай утулкі:
- Впускны і выпускны клапаны — 11+0,068+0,05мм
Унутраны дыяметр накіроўвалай утулкі:
- Впускны і выпускны клапаны:
- Не апрацаваныя - 5+0,075 мм
- Апрацаваныя * - 5,5 +0,018 мм
* Адтуліна ў накіроўвалай утулцы разгортваецца пад паказаны памер пасля запрэсоўкі ўтулкі ў галоўку блока цыліндраў. Дыяметр гнязда пад накіроўвалую ўтулку ў галоўцы блока цыліндраў:
- Впускны і выпускны клапаны - 11 мм
На накіравальныя ўтулкі впускнога і выпускнога клапанаў усталёўваюцца маслосъемные каўпачкі (ушчыльненні для стрыжняў клапанаў), адначасова службоўцы ніжнімі апорамі для спружын клапанаў.
Нахіл накіроўвалых утулак впускных і выпускных клапанаў: Впускной клапан - 63°30'
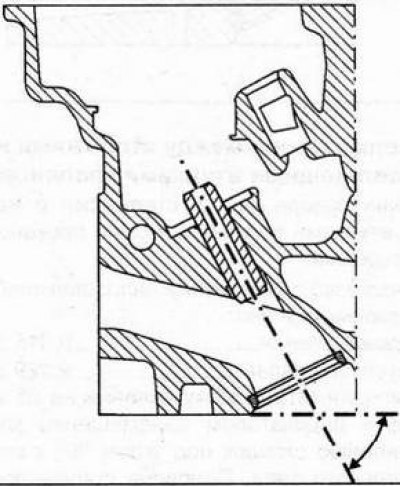
Выпускны клапан - 66 °
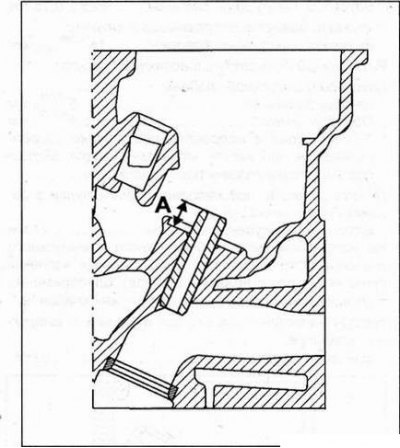
Выступанне "А" накіроўвалых утулак впускнога і выпускнога клапанаў - 11±0,15 мм
Праверка зазору паміж стрыжнямі і накіроўвалымі ўтулкамі клапанаў Праверку зазору паміж стрыжнямі і накіроўвалымі ўтулкамі каўпачкоў можна вырабляць двума спосабамі.
Намінальны зазор паміж накіроўвалай утулкай і стрыжнем клапана:
- Впускны клапан - 0,015±0,048 мм
- Выпускны клапан - 0,029±0,062 мм
1. Прыпадніміце галоўку клапана на 25 мм, затым вымерайце індыкатарам перасоўванне клапана па кірунку стрэлак пад кутом 90° да восі размеркавальнага вала. Палова атрыманай велічыні дасць значэнне зазору паміж стрыжнем і накіроўвалай утулкай клапана.
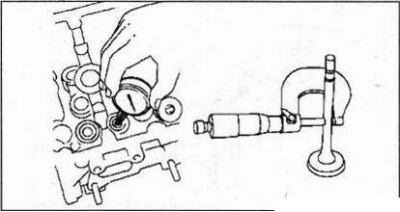
2. Вымерайце дыяметр стрыжня клапана і ўнутраны дыяметр накіроўвалай утулкі.
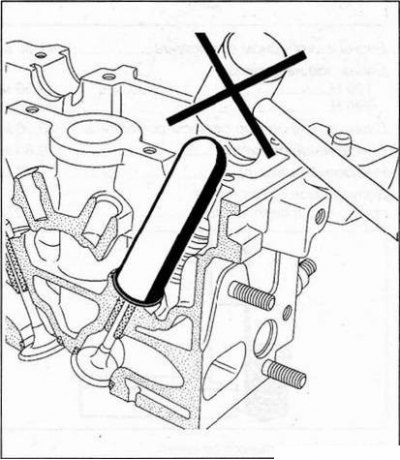
Маслаздымныя каўпачкі Для ўсталёўкі маслосъемных каўпачкоў стрыжняў клапанаў неабходна выкарыстоўваць прынаду Mot. 1511.
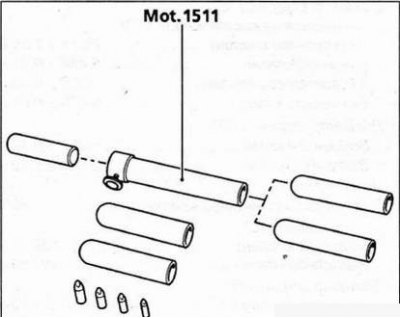
Заўвага: Перад усталёўкай не змазвайце маслаздымныя каўпачкі стрыжняў клапанаў маслам.
Устаноўка новых маслосъемных каўпачкоўУстаўце клапан у галоўку блока цыліндраў.
Надзеньце наканечнік Mot. 1511 на стрыжань клапана (унутраны дыяметр наканечніка павінен быць розны дыяметру стрыжня).
Утрымлівайце клапан прыціснутым да сядла. Усталюеце маслосъемный каўпачок стрыжня клапана (не змазаны маслам) на наканечнік
Націскайце на маслосъемный каўпачок, пакуль ён не сыдзе з наканечніка, затым прыбярыце наканечнік.
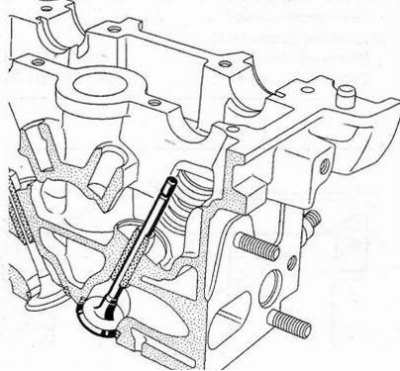
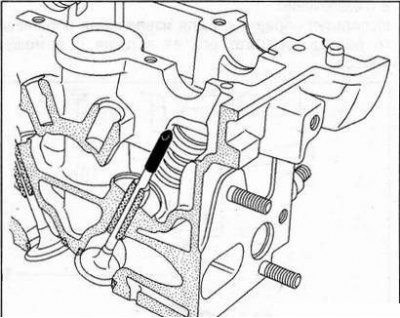
Усталюйце штурхальнік (1) на маслосъемный каўпачак стрыжня клапана.
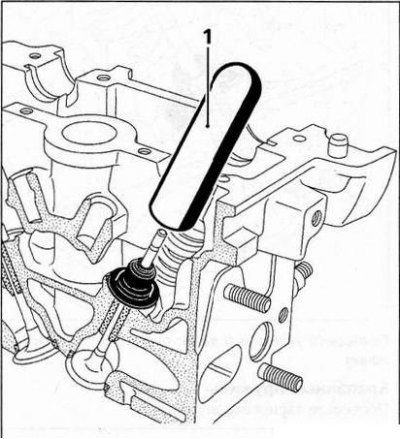
Заўвага: Унутраны дыяметр штурхача павінен супадаць з дыяметрам стрыжня клапана. Акрамя таго, ніз штурхача павінен часткова ўпірацца ў маслосъемный каўпачок стрыжня клапана, які служыць ніжняй апорнай шайбай для спружыны клапана.
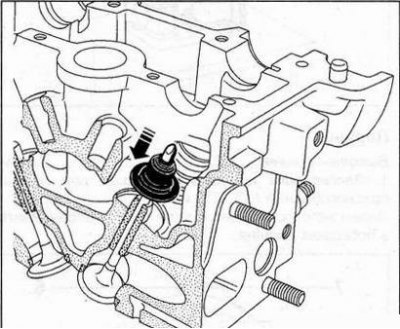
Пастаўце на месца масласёмны каўпачок, пастукаўшы далонню па верхняй частцы штурхача, пакуль маслосъемный каўпачок не сутыкнецца з галоўкай блока цыліндраў.
Паўторыце паказаныя вышэй аперацыі для ўсіх клапанаў.
Клапанныя спружыны
Праверце тарыроўку спружын.
Даўжыня ў вольным стане - 41,30 мм
Даўжыня пад нагрузкай:
- 190 Н - 34,50 мм
- 590 Н - 24,50 мм
Даўжыня ў цалкам сціснутым стане - 23,20 мм
Унутраны дыяметр - 18,80 мм
Вонкавы дыяметр - 27 мм
Дапушчальнае адхіленне спружыны ад вертыкалі - 1,2 мм
Дрот авальнай перасекі.
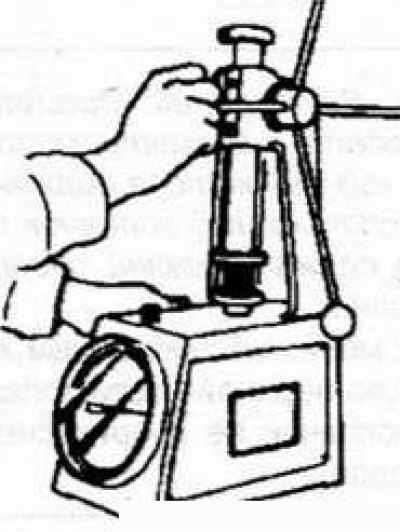
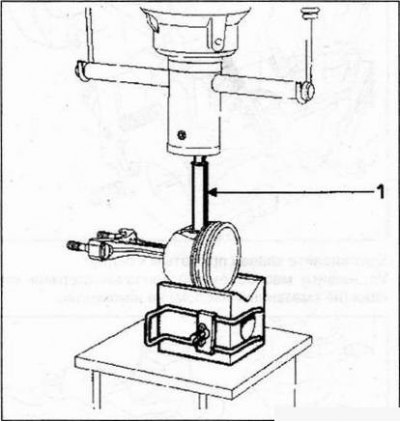
Выдаленне поршневых пальцаў Усталюйце поршань у V-вобразную падстаўку так, каб поршневы палец супадаў з адтулінай для яго вымання.
Выкарыстоўваючы апраўку (1) для вымання поршневага пальца, выдаліце яго з поршня з дапамогай прэса.
Поршні
Вышыня поршня - 46,5 мм
1. Запрасоўка поршневага пальца пры дапамозе прынад А13, С13 і В10. Палец запрасоўваецца ў шатун і паварочваецца ў бабышках поршня.
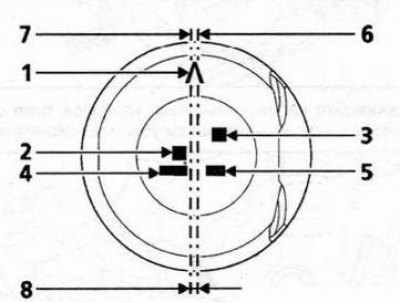
Маркіроўка поршняў. 1 - Арыентацыя поршня (пазнака "Л" павінна быць з боку махавік рухавіка), 2 - Выкарыстоўваецца толькі пастаўшчыком, 3 - Клас поршня (А-У-З), 4 - Выкарыстоўваецца толькі пастаўшчыком, 5 - Выкарыстоўваецца толькі пастаўшчыком, 6 - Вось сіметрыі поршня, 7 - Вось адтуліны пад поршневай палец, 8 - Зрушэнне паміж адтулінай восі (7) і воссю сіметрыі поршня (6) - 0,8 мм.
Табліца. Памерныя групы поршняў і цыліндраў блока
| Абазначэнне памернай групы поршняў | Дыяметр поршняў, мм | Дыяметр цыліндраў, мм |
| А | 79,470 - 79,479 | 79,500 - 79,509 |
| У | 79,480 - 79,489 | 79,510 - 79,519 |
| З | 79,490 - 79,500 | 79,520 - 79,530 |
Увага: Неабходна выконваць адпаведнасць дыяметраў поршняў і цыліндраў.
Становішча адтулін "Т" па стаўленні да паверхні стыку блока цыліндраў дазваляе вызначыць памерную групу для кожнага цыліндру і, такім чынам, дыяметр які адпавядае поршня (гл. табліцу адпаведнасці ніжэй).
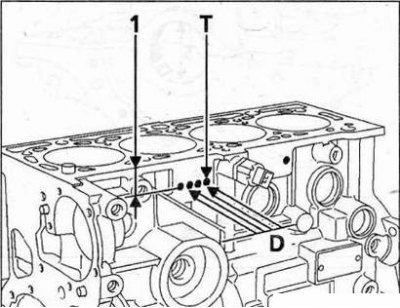
Зона маркіроўкі ўключае ў сябе. 1 - для ўказання размернай групы (А, У або З), D - для суаднясення памернай групы з нумарам цыліндру.
Табліца. Абазначэнне памерных груп цылін дроў блока
| Палажэнні адтулін Т | Памерная група |
| 1 = 17 мм | А |
| 2 = 27 мм | У |
| 3 = 37 мм | З |
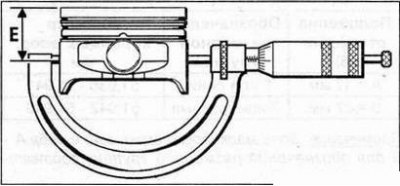
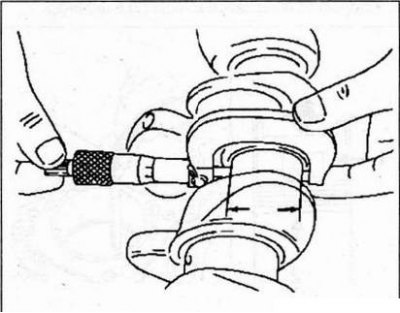
2. Вымярэнне дыяметра поршня. Вымярэнне дыяметра павінна ажыццяўляцца на адлегласціЕ.
- Е - 45,7±0,01 мм
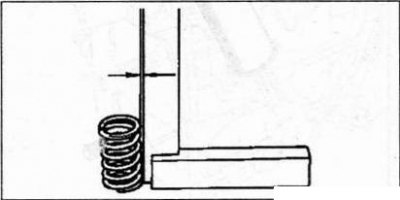
Праверка зазораў у замках поршневых кольцаў
1. Устанавіце поршневае кольца (2) у цыліндр.
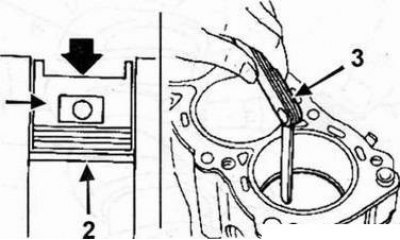
2. Прасуньце поршневае кольца (2) да сярэдзіны цыліндра з дапамогай поршня (1).
3. Вымерайце зазор кольца ў замку наборам мацаў (3).
Табліца. Зазоры ў замках поршневых кольцаў
| Поршневыя кольцы | Зазор у замку |
| Верхняе компрессіонные кольца | 0,225±0,075 мм |
| Ніжняе кампрэсійнае кольца | 0,5±0,1 мм |
| Маслаздымнае кольца | 0,9±0,5 мм |
4. Заменіце поршневыя кольцы, калі зазоры выходзяць з дапушчальных меж. Калі зазоры застаюцца за межамі допуску і з новымі кольцамі, заменіце блок цыліндраў.
Каленчаты вал
Колькасць апор - 5
Карэнныя шыйкі з галтэльнай канаўкамі: Намінальны дыяметр - гл. табліцу далей
Восевы зазор каленчатага вала: Без зносу ўкладышаў установачнага падшыпніка - 0,045-0,252 мм
З улікам зносу ўкладышаў усталявальнага падшыпніка - 0,852 мм
Укладышы ўсталявальнага падшыпніка знаходзяцца на апоры № 3.
Заўвага: Радыус кривошипа каленчатага вала складае 35 мм.
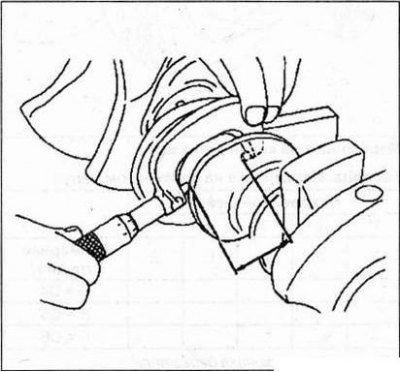
Шатунныя шыйкі з галтэльнай канаўкамі: Намінальны дыяметр - 43,97±0,01 мм
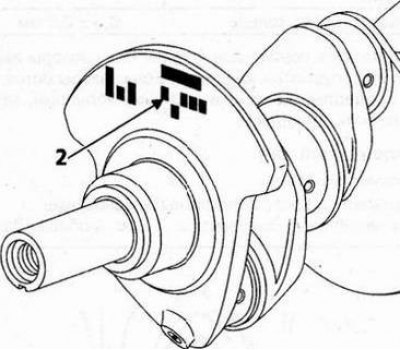
Маркіроўка на каленчатым вале.
Табліца. Маркіроўка на каленчатым вале
| № карэннай шыйкі | |||||
| V | 2 | 3 | 4 | 5 | |
| Е | F | Е | Е | Е | Памерная група |
| D = D4 | |||||
| Е = D5 | |||||
| F = D6 | |||||
* З боку махавік рухавіка.
| Абазначэнне памернай групы на каленчатым вале | Дыяметр карэнных шыек, мм |
| D = D4 | 47,990 - 47,996 |
| Е = D5 | 47,997 - 48,002 |
| F = D6 | 48,003 - 48,009 |
Блок цыліндраў
Памерныя групы карэнных апор (5) пазначаны становішчам свідраванняў на блоку цыліндраў (6) над алейным фільтрам.
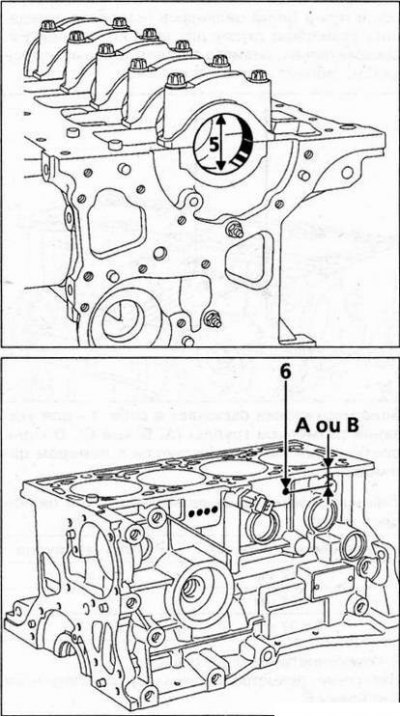
Табліца. Памерныя групы карэнных апор
| Палажэнне адтулін (6) | Абазначэнне памернай групы | Дыяметр карэнных апор, мм |
| А = 17 мм | 1 або сіні | 51,936 - 51,941 |
| У = 27 мм | 2 ці чырвоны | 51,942 - 51,949 |
Заўвага: Зона маркіроўкі ўключае ў сябе АВ для абазначэння памернай групы, адпаведна, 1 або 2.
Табліца. Адпаведнасць памерных груп укла-шыў памерным групам карэнных шыек і карэнных апор каленчатага вала
| Памерная група карэнных шыек | |||
| D1 або D4 | D2або D5 | D3 ці D6 | |
| 1* | С1 = Жоўты 1,949-1,955 | С2= Сіні 1,946-1,952 | С4 = Чырвоны 1,953-1,959 |
| 2* | СЗ = Чорны 1,943-1,949 | С1 = Жоўты 1,949-1,955 | С2 = Сіні 1,946-1,952 |
| Таўшчыня і клас укладышаў | |||
* Памерная група карэннай апоры каленчатага вала.
Заўвага: Склад запасных частак прадаставіць толькі ўкладышы памернай групы 02 (сінія пазнакі).