
Праверце наяўнасць упартых полуколец на 3-й апоры (канаўкі полуколец павінны быць звернутыя да шчок каленчатага вала).
Заўвага. Прывалачныя плоскасці блока цыліндраў і вечкі карэннага падшыпніка 1 павінны быць чыстымі, сухімі і без слядоў алею (не дакранайцеся іх пальцамі).
Заўвага. Нанясенне занадта вялікай колькасці герметыка можа стаць чыннікам выціскання яго вонкі пры зацяжцы мацавання дэталяў. Трапленне герметыка ў працоўныя вадкасці можа прывесці да пашкоджання некаторых вузлоў і агрэгатаў (рухавіка, радыятара і г.д.).
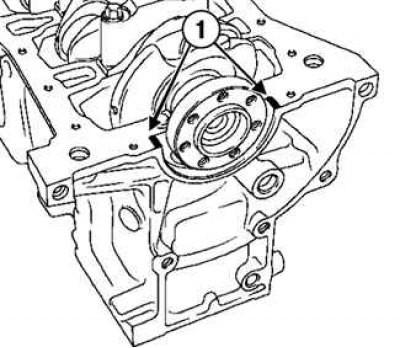
Мал. 2.166. Месцы нанясення герметыка: 1 - герметык
Вырабіце два валіка складу RHODORSEAL 5661 (ці яго эквівалента) шырынёй 1 мм на апору 1 (мал. 2.166).
Усталюеце вечкі карэнных падшыпнікаў каленчатага вала, размясціўшы вечка 1 са боку махавік.
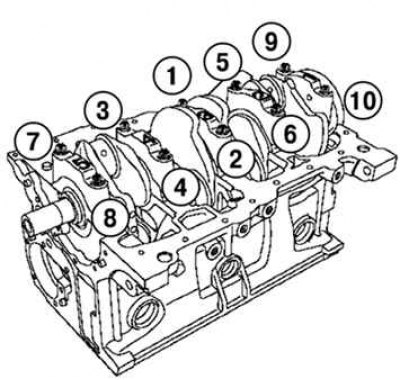
Мал. 2.149. Парадак зацягвання нітаў мацавання накрывак карэнных падшыпнікаў каленчатага вала
Зацягніце ў паказаным парадку патрабаваным момантам (25 Н·м + 47°±5°) і давярніце на патрабаваны кут ніты мацавання вечкаў карэнных падшыпнікаў каленчатага вала (гл. мал. 2.149).
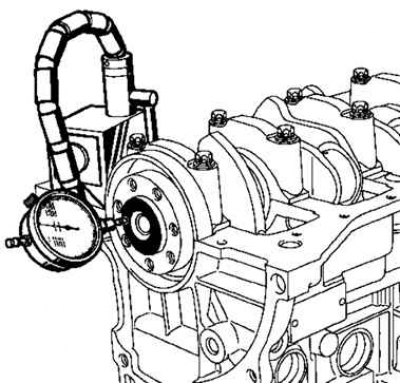
Мал. 2.167. Праверка восевага перамяшчэння каленчатага вала
Праверце восевае перамяшчэнне каленчатага вала (мал. 2.167).
Восевае перасоўванне пры новых упартых паўколах складае 0,045-0,252 мм.
Восевае перасоўванне пры якія папрацавалі зацятых паўколах складае 0,045-0,852 мм.
Пераканайцеся ў свабодным, без заядання кручэнні каленчатага вала.