
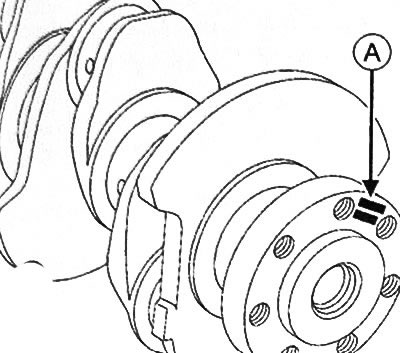
А. Ідэнтыфікацыйны штамп каленчатага вала
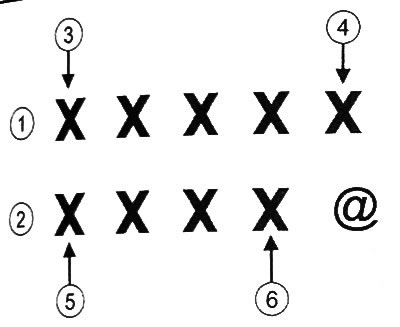
Расшыфроўка ідэнтыфікацыйнага штампа каленчатага вала: 1. Памерныя групы карэнных шыек каленчатага вала. 2. Памерныя групы шатунных шыек каленчатага вала. 3. Памерная група карэннай шыйкі №1 (бок махавік). 4. Памерная група карэннай шыйкі № 5 (бок прывада газаразмеркавальнага механізму).5. Памерная група шатуннай шыйкі №1 (бок махавік). 6. Памерная група шатуннай шыйкі №5 (бок прывада газаразмеркавальнага механізму).
Адпаведнасць паміж памернымі групамі і дыяметрамі карэнных шыек каленчатага вала
| Памерная група | Дыяметр карэннай шыйкі каленчатага вала |
| А ці D | 47.990-47.996 мм |
| У або Е | 47.997-48.003 мм |
| З або F | 48.004-48.010 мм |
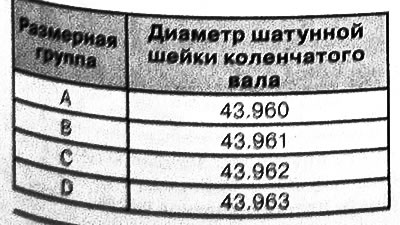
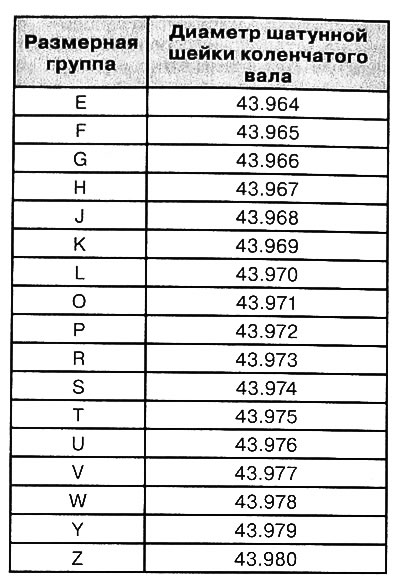
Адпаведнасць паміж памернымі групамі і дыяметрамі шатунных шыек каленчатага вала
1. Зняць каленчаты вал з рухавіка.
2. Пачысціць каленчаты вал які чысціць з які чысціць сродкам і прасушыць сціснутым паветрам.
3. Пераканацца ў тым, што каленчаты вал не мае драпін, слядоў удараў ці ненармальнага зносу. Пры выяўленні любых дэфектаў замяніць каленчаты вал новым.
4. Мікраметрам вымераць дыяметр карэнных шыек каленчатага вала. Гэта значэнне павінна складаць 47.990~48.010 мм.
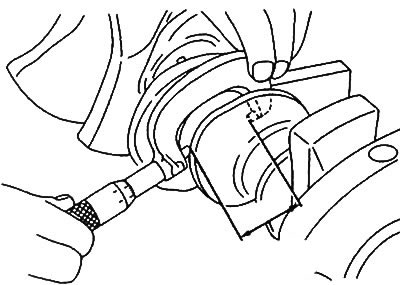
5. Вызначыць памерныя групы для адпаведных карэнных шыек каленчатага вала.
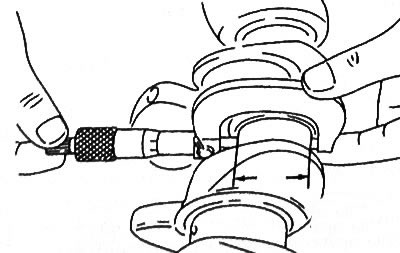
6. Мікраметрам вымераць дыяметр шатунных шыек каленчатага вала. Гэта значэнне павінна складаць 43.960~43.980 мм.
Нататка: Укладышы карэнных падшыпнікаў але і мыюць якія-небудзь усталявальных выступаў ці паз.
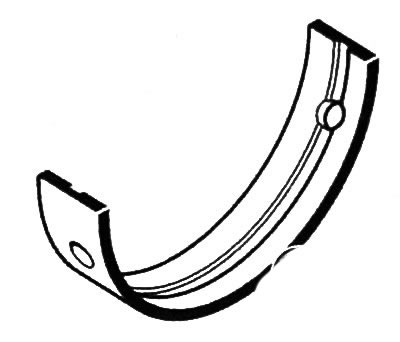
7. Устанавіць укладышы карэнных падшыпнікаў каленчатага вала з дапамогай спецыяльнага прыстасавання (Mot. 1493-01):
- Укладышы з канаўкамі ўсталёўваюцца ў вечкі карэнных падшыпнікаў №№ 2 і 4.
- Укладышы без канавак усталёўваюцца ў вечкі карэнных падшыпнікаў №№ 1, 3 і 5.
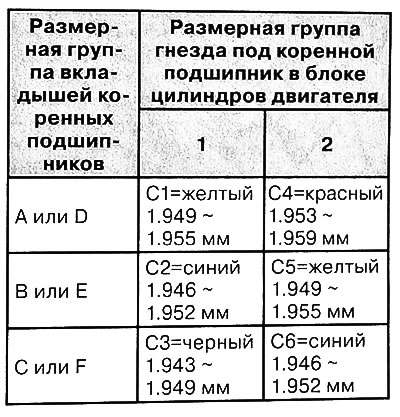
Адпаведнасць паміж памернымі групамі і таўшчынямі ўкладышаў карэнных падшыпнікаў
8. Выдаліць алей з карэнных шыек каленчатага вала і з укладышаў карэнных падшыпнікаў у блоку цыліндраў.
9. Усталяваць без змазкі каленчаты вал.
Заўвага: Не пракручваць каленчаты вал падчас праверкі.
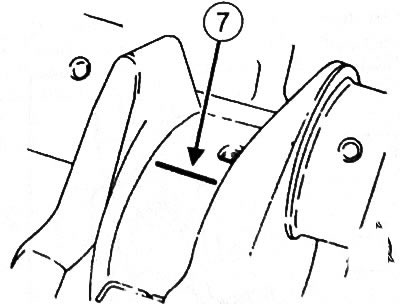
10. Змясціць адрэзак круглага калібра (7) паралельна восі карэннай шыйкі каленчатага вала.
11. Усталяваць без змазкі вечка карэнных падшыпнікаў.
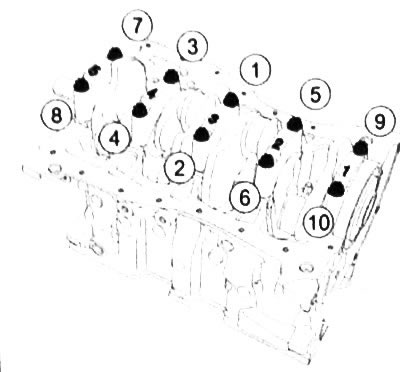
12. Зацягнуць старыя ніты вечкаў карэнных падшыпнікаў у паказанай на малюнку паслядоўнасці момантам 25 Н·м, а затым дацягнуць яшчэ на 47°± 5°.
13. Зняць вечкі карэнных падшыпнікаў каленчатага вала.
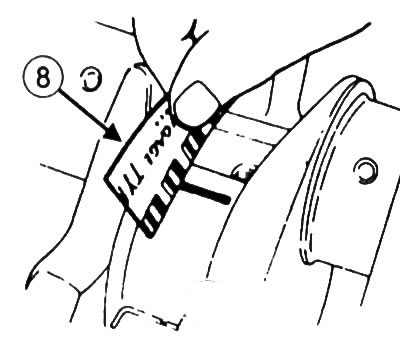
14. Вымераць шырыню найболей расплясканай часткі круглага маца па шкале на пакаванні круглага маца (8). Значэнне зазору павінна складаць 0.028~0.054 мм.
15. Выдаліць рэшткі круглага маца з карэнных шыек каленчатага вала і вечкаў карэнных падшыпнікаў.
16. Мікраметрам вымераць таўшчыню кожнага зацятага паўкола каленчатага вала. Таўшчыня павінна складаць 2.95 мм.
17. Вырабіць алей на ўкладышы карэнных падшыпнікаў каленчатага вала (толькі на паверхні, якія кантактуюць з каленчатым валам).
18. Устанавіць упартыя паўкола і каленчаты вал.
19. Устанавіць крышкі карэнных падшыпнікаў.
20. Зацягнуць старыя ніты мацавання вечкаў карэнных падшыпнікаў патрабаваным момантам зацяжкі.
21. Пераканацца ў тым, што каленчаты вал круціцца лёгка і без закліноўванняў.
22. Устанавіць індыкатар гадзіннікавага тыпу з апорай, як паказана на малюнку.
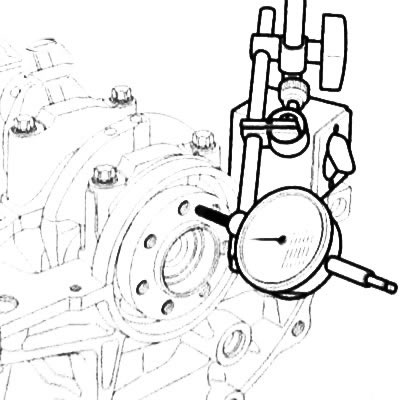
23. Змясціць мац індыкатара гадзіннікавага тыпу на ўсталявальную паверхню махавіка на каленчатым вале.
24. Уперці каленчаты вал ва ўпартае паўкола, пхнуўшы яго ў бок індыкатара гадзіннікавага тыпу.
25. Абнуліць індыкатар гадзіннікавага тыпу.
26. Зрушыць каленчаты вал у процілеглы бок (ад індыкатара гадзіннікавага тыпу).
27. Лічыць значэнне восевага люфту каленчатага вала з індыкатара гадзіннікавага тыпу.
Заўвага:
Восевы люфт каленчатага вала:
- без упартых паўкола: 0.045~0.252 мм;
- з упартымі паўколамі: 0.045~0.852 мм.