
Тэхнічныя дадзеныя
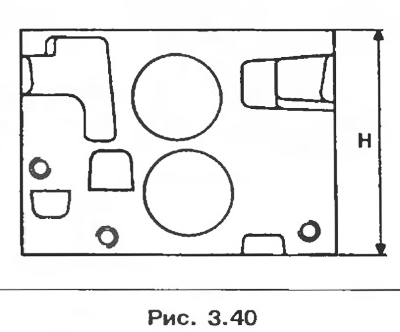
1. Галоўка блока цыліндраў
Вышыня галоўкі блока цыліндраў мм: Н = 113,5.
Максімальная дапушчальная дэфармацыя спалучанай паверхні, мм: 0,05.
Аб'ём камеры згарання з клапанамі і свечкай запальвання, гл 3: 26,25±0,6.
2. Накіроўвалыя ўтулкі клапанаў
Намінальны ўнутраны дыяметр, мм: 7.
Намінальны дыяметр гнязда ў галоўцы блока цыліндраў, мм: 12
Увага! Накіравальныя ўтулкі впускных і выпускных клапанаў маюць маслосъемные каўпачкі стрыжняў клапанаў, якія павінны замяняцца пры кожнай разборцы механізму прывада клапанаў.
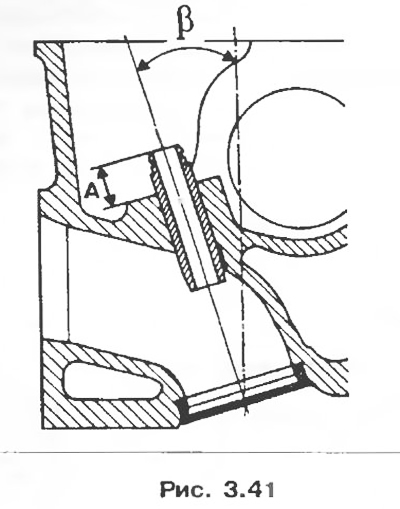
Нахіл накіроўвалых утулак впускных і выпускных клапанаў: β = 17 °.
Палажэнне накіроўвалых утулак впускных і выпускных клапанаў адносна ніжніх апорных тарцоў спружын клапанаў (без ніжняй талеркі), мм: А = 12.
3. Спружыны клапанаў
Намінальны памер (чорная)
Даўжыня ў вольным стане, мм: 46,64
Даўжыня пад нагрузкай, мм:
- 270 Н 37;
- 536 Н 27,5.
Даўжыня спружыны пры поўным сціску віткоў, мм: 23,63;
Дыяметр дроту, мм: 3,8
Унутраны дыяметр, мм: 21,5.
Рамонтны памер (аранжавая)
Даўжыня ў вольным стане, мм: 44,93;
Даўжыня пад нагрузкай, мм:
- 270 Н 37;
- 650 Н 27,6.
Даўжыня спружыны пры поўным сціску віткоў, мм: 26,01.
Дыяметр дроту, мм: 4
Унутраны дыяметр, мм: 21,5.
4. Клапаны
Дыяметр стрыжня, мм: 7
Кут працоўнай фаскі:
- впускной клапана: 120°;
- выпускны клапана: 90°.
Дыяметр галоўкі, мм:
- впускной клапан: 37,5±0,1;
- выпускны клапан: 33,5±0,1.
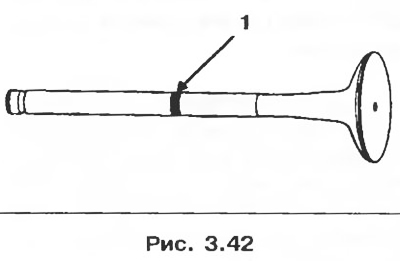
Увага! Пры замене клапанаў усталёўваныя новыя клапаны павінны мець той жа каталожны нумар дэталі 1, які быў у папярэдніх клапанаў для папярэджання пашкоджанне клапанаў і сёдлаў.
Адзін і той жа каталожны нумар дэталі можа мець некалькі маркіровак, у гэтым выпадку ўсе клапаны цалкам узаемазаменныя.
Упэўніцеся, што новыя клапаны з маркіроўкай, адрознай ад маркіроўкі знятых клапанаў, маюць той жа каталожны нумар.
5. Сядла клапанаў
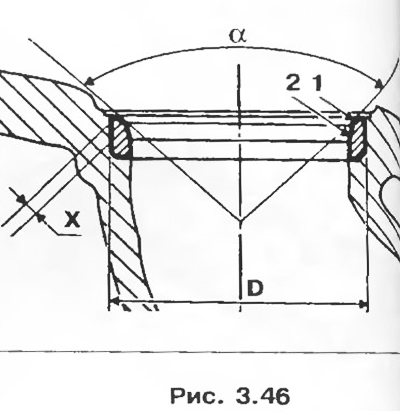
Кут працоўнай фаскі:
- Впускныя клапаны α = 120°.
- Выпускныя клапаны α = 90°.
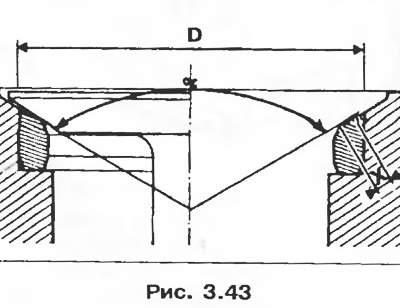
- Шырыня працоўнай фаскі сядла, мм.
- Впускныя клапаны X = 1,7+0,1.
- Выпускныя клапаны X = 1,7±0,1.
- Вонкавы дыяметр сядла D, мм.
- Впускныя клапаны 38,5.
- Выпускныя клапаны 34,5.
6. Размеркавальны вал
Восевы зазор, мм: 0,06-0,15.
Колькасць падшыпнікаў: 5.
7. Дэталі, якія павінны замяняцца пры зняцці:
- Усе ўшчыльняльныя абшэўкі і пракладкі.
- Накіроўвалыя ўтулкі клапанаў.
- Болт мацавання шківа размеркавальнага вала.
- Болт мацавання галоўкі блока цыліндраў.
Разборка
1. Зніміце галоўку блока цыліндраў (гл. раздзел "Пракладка галоўкі блока цыліндраў").
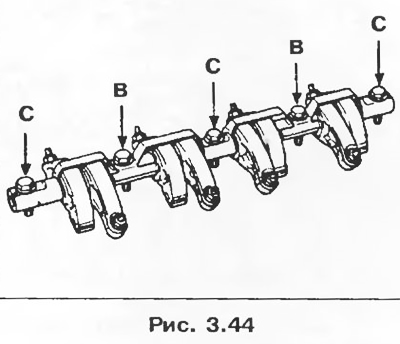
2. Зніміце балты мацавання восі каромыслаў і вось каромыслаў, папярэдне пазначыўшы на ёй становішча каромыслаў і нітаў:
- У - суцэльныя ніты;
- З - полыя балты.
3. Зніміце:
- сальнік размеркавальнага вала;
- упарты фланец размеркавальнага вала.
4. Зніміце размеркавальны вал.
5. Зніміце корпус тэрмастата.
6. Зніміце свечкі запальванне.
7. Зніміце зубчасты шкіў размеркавальнага вала пасля фіксацыі яго прынадай Mot 799-01.
8. Сцісніце спружыны клапанаў прыклад, прыстасаваннем FAC U43L). Зніміце сухары, верхнія талеркі, спружыны, клапаны, маслосъемные каўпачкі стрыжнем клапан, дапамогай спецыяльных шчыпцоў 1335 і ніжнія талеркі.
9. Ачысціце галоўку блока цыліндраў і праверце дэфармацыю прывалачнай паверхні (гл. «Пракладка галоўкі блока цыліндраў»).
Шліфаванне сёдлаў клапанаў
Впускныя клапаны X = 1,7±α = 120 °.
Шліфаванне працоўнай фаскі вала 1 вырабляецца з дапамогай фрэзы з кутом 31, паменшыце шырыню працоўнай фаскі апрацоўкай фаскі фрэзай з кутом 75° да атрымання шырыні X.
Выпускныя клапаны X = 1,7±α = 90 °.
Шліфаванне працоўнай фаскі вала 1 вырабляецца з дапамогай фрэзай з кутом 46°, паменшыце шырыню працоўнай фаскі апрацоўкай фаем фрэзай з кутом 65 да атрымання шырыні X.
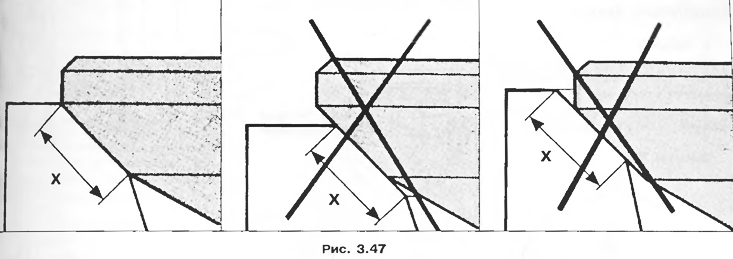
Увага! Праверце правільнасць прылягання клапана да сядла (мал. 3.47).
Зборка
1. Вышмаруйце ўсе дэталі.
2. Усталюйце ніжнія талеркі спружын клапанаў.
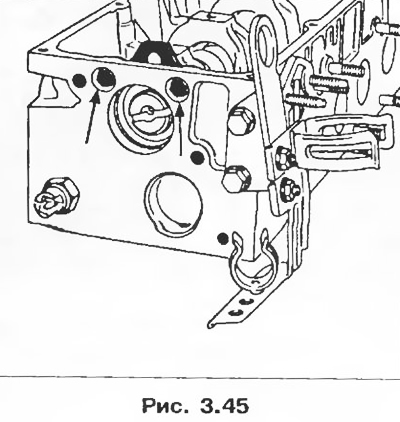
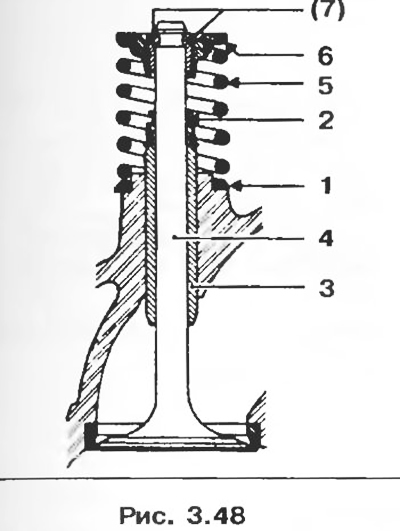
3. З дапамогай трубчастага кантавага ключа на 11 мм усталяваць маслосъемные каўпачкі 2 на накіравальныя ўтулкі 3 клапанаў.
4. Усталюйце:
- новыя клапаны 4;
- спружыны 5 (аднолькавыя для впускных і выпускных клапанаў);
- верхнія талеркі 6.
5. Сцісніце спружыны.
6. Усталюйце сухары 7 (аднолькавыя для впускных і выпускных клапанаў).
7. Вышмаруйце размеркавальны вал.
8. Устанавіце размеркавальны вал і яго ўпарты фланец.
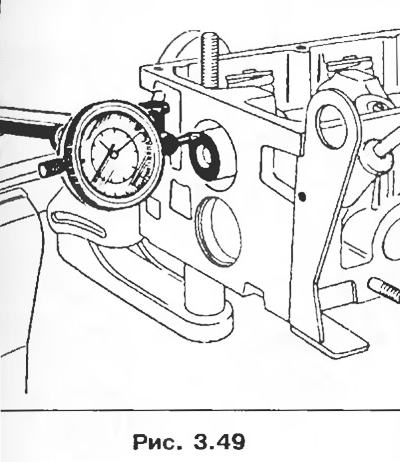
9. Праверце восевы зазор, які павінен складаць 0,06-0,015 мм, калі гэта не так, чыннікам гэтага з'яўляецца фланец ці размеркавальны вал.
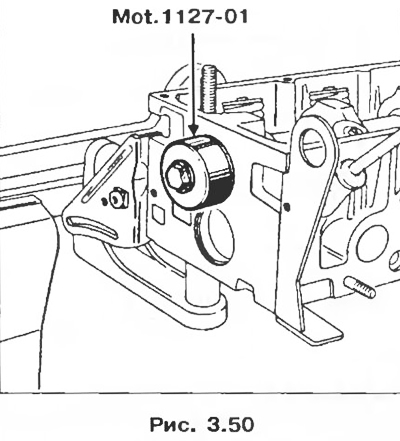
10. Усталюйце сальнік, выкарыстоўваючы прынаду для ўстаноўкі lot. 1127-01, якое дазваляе зрушыць месцы прылягання працоўнай абзы сальніка на размеркавальным вале.
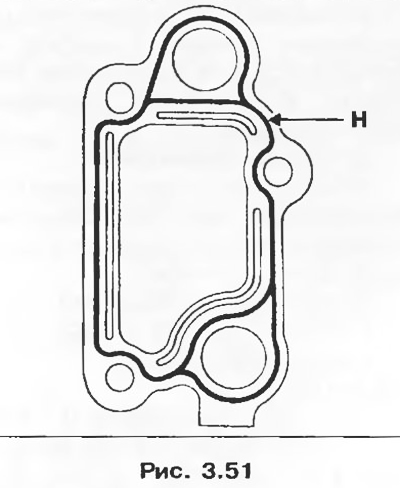
11. Усталюйце корпус тэрмастата, ушчыльніўшы яго герметыкам Loctite 518. Валік герметыка Н павінен мець шырыню ад 0,6 да 1 мм (мал. 3.51).
12. Усталюеце шкіў размеркавальнага вала, зафіксаваўшы яго прынадай Mot. 799-01 і зацягнуўшы ніт з момантам 45 Нм (вышмаруйце алеем разьбярства і паверхня пад галоўкай ніта).
13. Праверце стан паверхняў ролікаў і нітаў каромыслаў. Пераканайцеся ў тым, што адтуліны змазкі кулачкоў і пятак каромыслаў не засмечаны. Заменіце зношаныя дэталі. Усталюеце вось каромыслаў так, каб пазнака 1 была звернутая да шасцярні механізму газаразмеркавання.
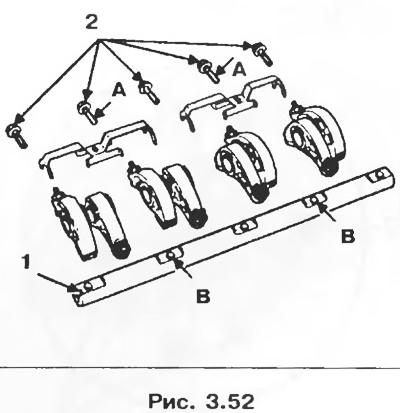
Заўвага. Ніты А маюцца двух памераў М8 х 100 і М8 х 125.
Усталюеце ніты 2 мацавання восі каромыслаў і зацягніце іх з момантам 23 Нм, папярэдне вышмараваўшы разьбярства і паверхні пад галоўкамі нітаў маторным маслам.