
Тэхнічныя дадзеныя
1. Поршні
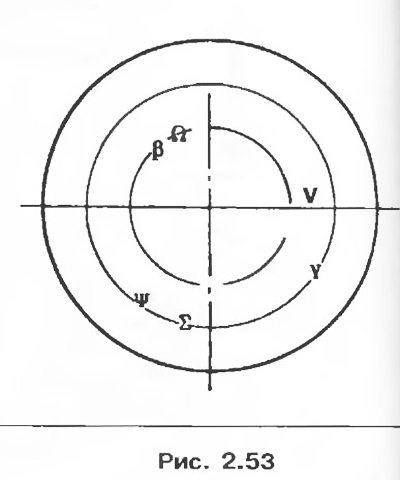
Форма спадніцы поршня (*)
- β мадэль (*)
- &Psi тыдзень вырабу (*)
- Σ індэкс мадыфікацый *)
- Y маркіроўка памернай груп (табліца 2.1.)
- V Кірунак усталёўкі поршня ў бок махавіка
(*) пры пасляпродажным абслугоўванні не выкарыстоўваецца.
Табліца 2.2. Падбор поршняў да гільзаў цыліндраў
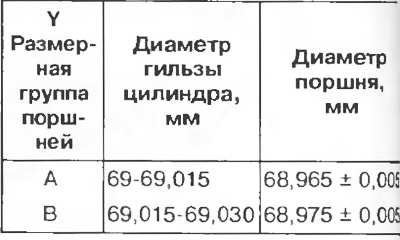
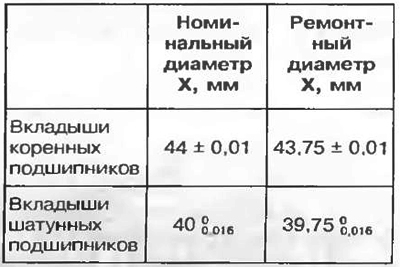
Дыяметр поршня трэба вымяраць на адлегласці А = 40 мм.
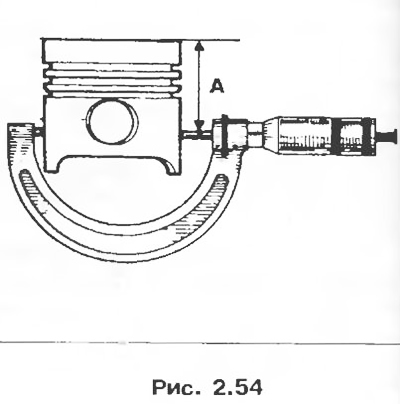
2. Гільзы цыліндраў
Увага! Абавязкова выконвайце падбор дыяметраў поршняў і гільзаў цыліндраў. Падбор вызначаецца становішчам адтулін Т па стаўленні да спалучанай паверхні галоўкі блока цыліндраў. Становішча гэтых адтулін дае магчымасць абраць допускі гільзаў цыліндраў у іх намінальнай памернай групе і, такім чынам, дыяметры поршняў, якія адпавядаюць гэтым допускам (табліца 2.1)
Заўвага. Маркіроўка змяшчае: 1 і 2 абазначэнне памернай групы поршняў А або В; Т становішча адтулін паказвае размерную групу для кожнага цыліндру.
Рамонтныя памеры: дыяметр гільзы цыліндру і поршня павялічваецца на 0,25 мм.
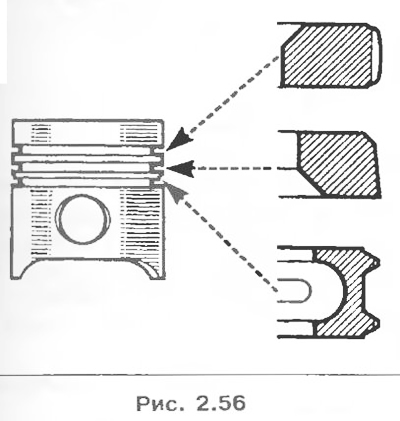
3. Поршневыя кольцы
Таўшчыня, мм:
- верхняе компрессіонные кольца 1,47-1,49;
- ніжняе компрессіонные кольца 1,47-1,49;
- маслаздымнае кольца 2,47-2,49.
4. Шатуны
Восевы зазор ніжняй галоўкі шатуна, мм: 0,21-0,453.
Табліца 2.3
5. Каленчаты вал
- Колькасць карэнных падшыпнікаў 5;
- Восевы зазор, мм: 0,06-0,235.
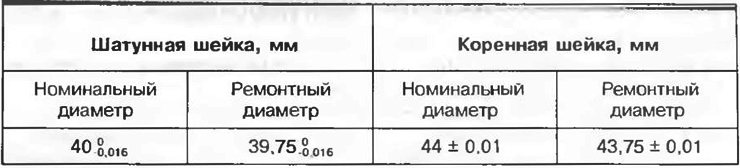
6. Вечкі карэнных падшыпнікаў каленчатага вала
Кірунак усталёўкі:
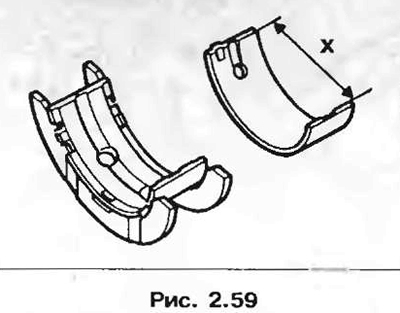
- укладышы падшыпнікаў 1-2-3-5 усталюеце такім чынам, каб укладышы А з канаўкай размяшчаліся на блоку цыліндраў, а ўкладышы Ў без канаўкі - на вечках падшыпнікаў.
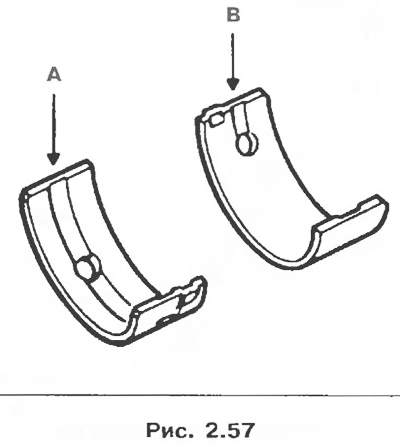
Для падшыпніка 3 усталёўваецца ўкладыш (U-вобразны), выраблены як адно цэлае з упартымі паўколамі; укладыш з канаўкай З усталёўваецца на блоку цыліндраў, а ўкладыш без канаўкі D - на вечку падшыпніка.
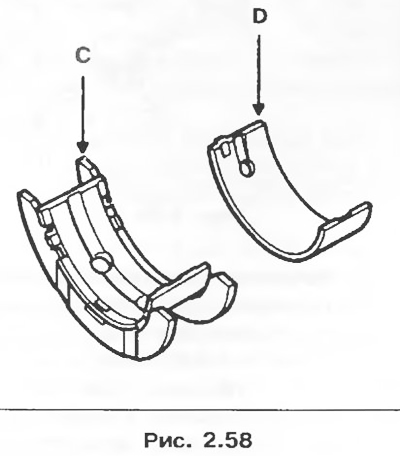
Табліца 2.4. Намінальныя і рамонтныя памеры ўкладышаў карэнных і шатун падшыпнікаў
Дэталі, якія павінны замяняцца пры зняцці
Усе ўшчыльняльныя абшэўкі і пракладкі.
Металічная трубка сістэмы астуджэння.
Ніты мацавання махавік.
Ніты мацавання накрывак бадзягаў.
Ніты мацавання апор каленчатага вала.
Разборка
1. Зніміце сілавы агрэгат.
2. Зніміце галоўку блока цыліндраў (гл. раздзел «Пракладка галоўкі блока цыліндраў»),
3. Зніміце:
- механізм і кіраваны дыск счаплення;
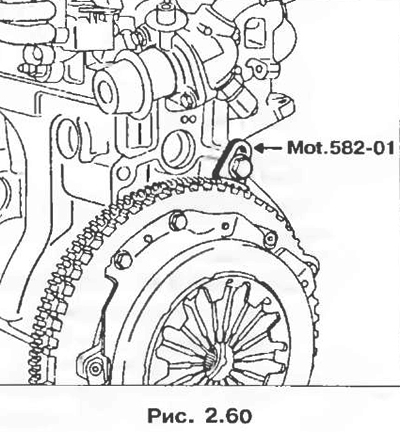
- махавік рухавіка, застопарыўшы яго з дапамогай прынады Mot. 582-01.
4. Зніміце паддон картэра з пракладкай (для пасляпродажнага абслугоўвання пастаўляюцца сіліконавы герметык для пракладак або металапластыкавыя пракладкі).
5. Зніміце зубчасты шкіў механізму газаразмеркавання.
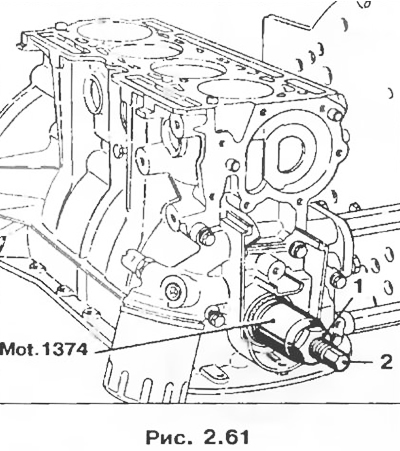
6. Зніміце сальнік каленчатага вала, выкарыстоўваючы прынаду Mot. 1374. З дапамогай гайкі 1 увядзіце корпус прынады ўнутр сальніка і, круцячы шрубу 2, выпресс-суйце яго.
7. Зніміце:
- маслоприемник разам з пракладкай;
- алейная помпа.
Увага! Алейная помпа рамонту не падлягае.
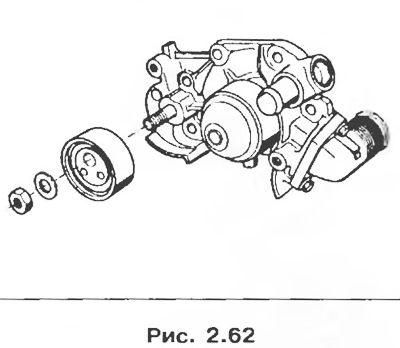
Зніміце:
- нацяжны ролік прывада механізму газаразмеркавання і помпа астуджальнай вадкасці.
8. Зніміце:
- вечкі ніжніх галовак шатуноў і ўкладышы;
- поршні разам з шатунамі;
- вечкі карэнных падшыпнікаў каленчатага вала і іх укладышы;
- каленчаты вал;
- укладышы карэнных падшыпнікаў, размешчаныя ў блоку цыліндраў.
Разборка і зборка групы «шатун-поршань»
1. Выпрасоўка поршневых пальцаў
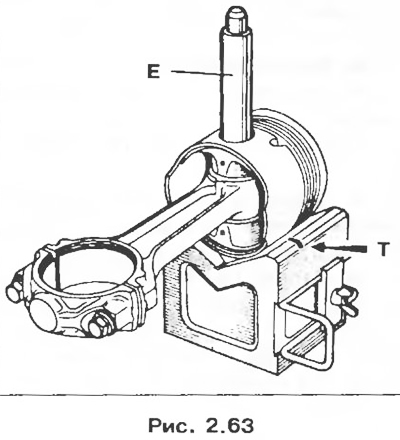
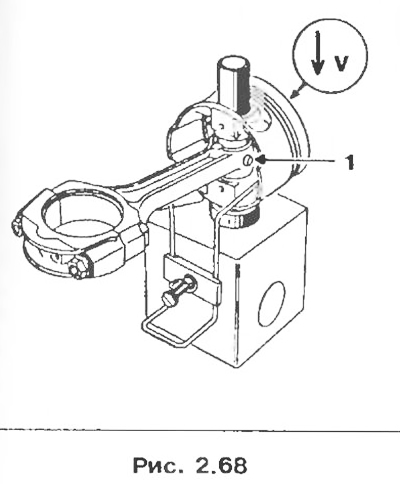
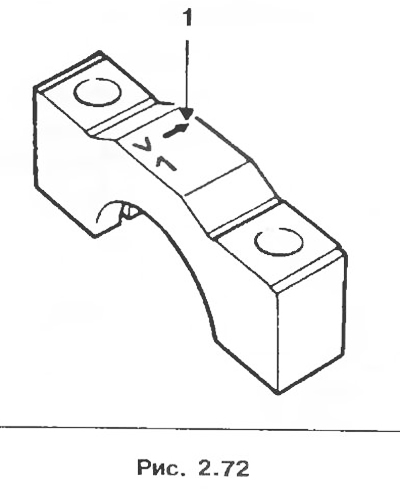
Пакладзяце поршань у V-вобразнае паглыбленне так, каб поршневы палец сумясціўся з адтулінай у апоры (дзве пазнакі Т на апоры паказваюць цэнтр адтуліны, што палягчае сумяшчэнне). Выпрасуйце палец з дапамогай апраўкі Е.
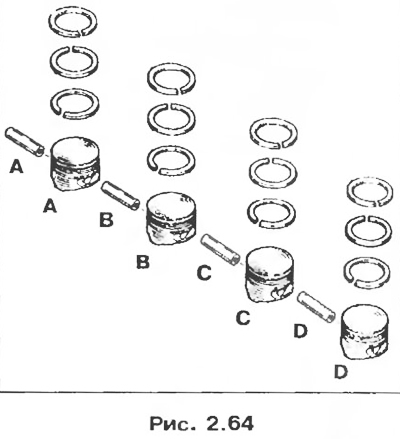
2. Падрыхтоўка груп «поршань-палец»
Дэталі пастаўляюцца груп "поршань-палец" узаемна падабраны. Пазначце кожную групу дэталяў пакавання ад А да D з тым, каб захаваць падбор. Выдаліце з дэталяў антыкаразійнае пакрыццё, але ні ў якім разе не скабліце дэталі.
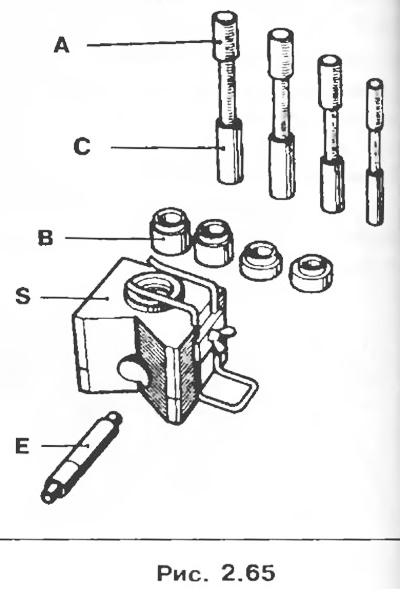
3. Устаноўка поршневых пальцаў
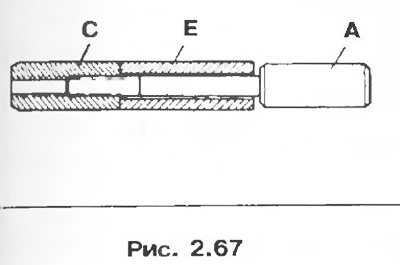
Поршневыя пальцы запрасаваныя ў верхнія галоўкі шатуноў і свабодна круцяцца ў бабышках поршняў. Усталёўка поршневых пальцаў выконваецца з дапамогай прынады Mot. 574-21 (пастаўляецца ў якасці дадатку да прыстасавання Mot. 574-22).
А: Мантажныя апраўкі ў камплекце з цэнтравальнымі ўтулкамі С.
У: Упартыя ўтулкі пад поршань.
Е. Апраўка для выпрасоўкі пальцаў.
S: Апора для поршня.
4. Падрыхтоўка шатуноў
Праверце візуальна:
- стан шатуноў (скручванне і непаралельнасць восяў галовак);
- прыляганне вечкаў шатуноў н стрыжням шатуноў (пры неабходнасці зніміце задзірыны з дапамогай н шліфавальнага бруска).
Для нагрэву шатуноў выкарыстоўвайце награвальную пліту магутнасцю 1500 Вт. Змесціце верхнія галоўкі шатуноў на награвальную з пліту.
Прасочыце, каб галоўкі шатуноў шчыльна прылягалі да паверхні пліты.
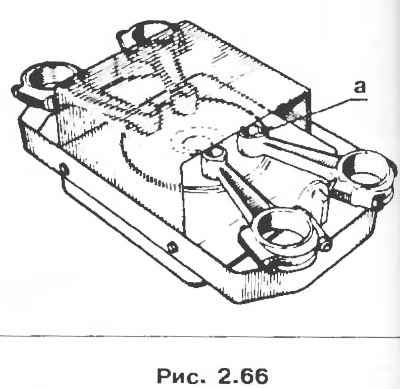
Для кантролю тэмпературы пакладзяце на кожную верхнюю галоўку шатуна ў кропцы а па кавалачку алавянага прыпоя з тэмпературай плаўлення каля 250° З. Награвайце верхнія галоўкі шатуноў да плаўлення прыпоя.
5. Падрыхтоўка поршневых пальцаў
Пераканайцеся ў тым, што поршневыя пальцы свабодна слізгаюць у бобышках новых поршняў.
Для ўсталёўкі поршневых пальцаў выкарыстоўвайце цэнтравальную ўтулку С17 і мантажную апраўку А17.
Надзеньце поршневай палец Е на мантажную апраўку А, пасля чаго навярніце якая цэнтралюе ўтулку З да ўпора на мантажную апраўку, а затым адкруціце яе на чвэрць абарачэння.
6. Зборка групы «шатун-поршань»
Заўвага. На галоўцы поршня выштампавана стрэлка, якая пасля зборкі павінна быць накіравана да махавік. Кірунак усталёўкі шатуна паказваецца выступам 1, які павінен знаходзіцца са боку алейнага маца.
Усталюеце ўтулку В17 на апору, надзеньце на яе поршань разам з пальцам, замацаваўшы поршань спружынным стопарам апоры (стрэлка пры гэтым павінна быць накіравана ўверх). Вышмаруйце цэнтравальную ўтулку і поршневай палец маторным алеем. Устаўце поршневай палец у адтуліны поршня для праверкі і пераканаецеся ў яго вольным перасоўванні, пры неабходнасці адцэнтруйце поршань.
Як толькі прыпой дасягне тэмпературы плаўлення (ператварэнне ў кроплю), выканайце наступныя аперацыі:
- выдаліце кроплю прыпоя з галоўкі шатуна;
- устаўце цэнтравальную ўтулку апраўкі ў поршань;
- устаўце шатун у поршань;
- хутка прасуньце поршневай палец да ўпора цэнтравальнага ўтулкі адно адтуліны апоры для поршня.
8. Пераканайцеся ў тым, што палец застаецца патопленым у адносінах да вонкавай паверхні поршня пры любым становішчы шатуна ў поршні.
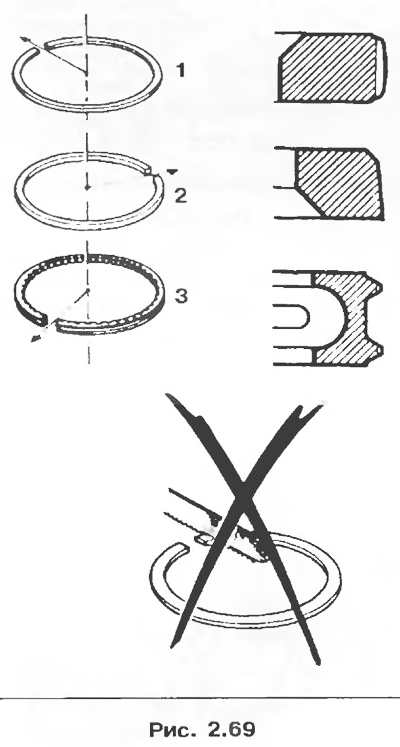
7. Устаноўка поршневых кольцаў
Поршневыя кольцы павінны свабодна перамяшчацца ў канаўках поршня. Абавязкова выконвайце паслядоўнасць усталёўкі поршневых кольцаў. Вышмаруйце кольцы маторным маслам і развядзіце іх замкі (мал. 2.69).
Зборка
1. Усталюйце ўкладышы падшыпнікаў. Усе ўкладышы ніжніх галовак шатуноў аднолькавыя. Укладышы карэнных падшыпнікаў каленчатага вала маюць адтуліны для змазкі як са боку галоўкі блока цыліндраў, так і са боку вечкаў падшыпнікаў. Укладыш сярэдняга падшыпніка з'яўляецца зацятым і вызначае восевы зазор каленчатага вала.
2. Усталюйце каленчаты вал.
3. Вышмаруйце маторным маслам карэнныя і шатунныя шыйкі каленчатага вала.
4. Усталюйце на месца вечка падшыпнікаў (папярэдне вышмаруйце разьбярства і паверхні пад галоўкамі нітаў) і зацягніце ніты з момантам 20 Нм, пасля чаго давярніце іх на кут 80°.
Пераканайцеся ў тым, што: каленчаты вал круціцца вольна, восевы зазор каленчатага вала павінен быць у межах ад 0,06 да 0,235 мм.
5. Ачысціце блок цыліндраў.
6. Усталюйце поршні ў зборы з шатунамі ў цыліндры блока з дапамогай абціскнога хамута.
7. Усталюйце вечкі шатун падшыпнікаў такім чынам, каб стрэлка 1 была звернутая да махавік.
8. Зацягніце балты вечка шатуна з момантам 14 Нм, затым дакруціце іх на кут 39 °.
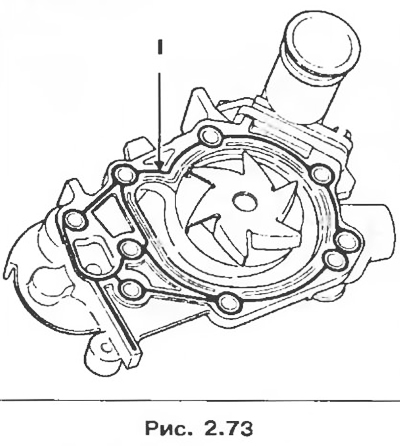
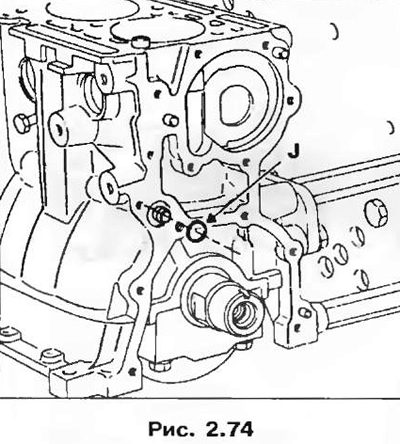
Вырабіце на спалучаную паверхню помпы астуджальнай вадкасці валік 1 герметыка Rhodorseal 5661 і ўсталюеце помпу на месца.
9. Пры кожнай зборцы варта ўсталёўваць новае ўшчыльняльнае кольца нагнятальнага патрубка.
Увага! Прывад алейнай помпы ажыццяўляецца ад двух кулачкоў, размешчаных на каленчатым вале.
10. Вырабіце валік 5 герметыка Rhodorseal 5661 па ўсім перыметры спалучанай паверхні алейнай помпы.
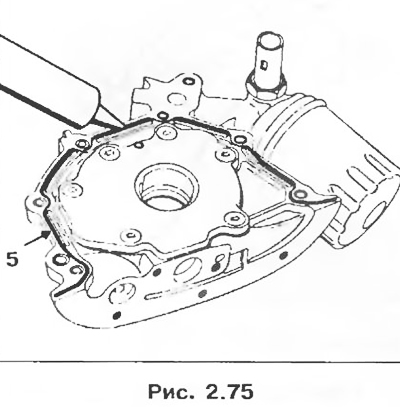
11. Усталюеце алейную помпу на блок цыліндраў і зацягніце ніты мацавання з момантам 9 Нм.
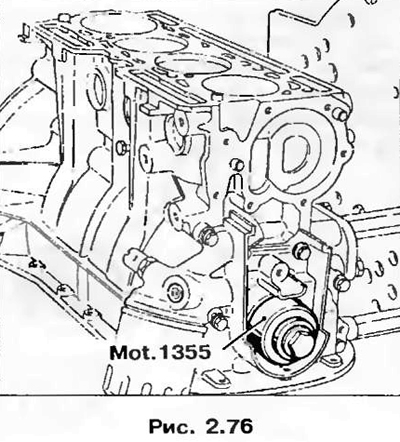
12. Усталюеце новы сальнік на каленчаты вал, імкнучыся не пашкодзіць яго пры мінанні праз шыйку, на якую ўсталёўваецца шасцярня прывада механізму газаразмеркавання. Запрасуйце сальнік з дапамогай апраўкі Mot. 1355.
13. Вырабіце валік герметыка Rhodorseal 5661 па ўсім перыметры спалучанай паверхні са боку махавік.
14. Зацягніце балты мацавання вечка з момантам 9 Нм.
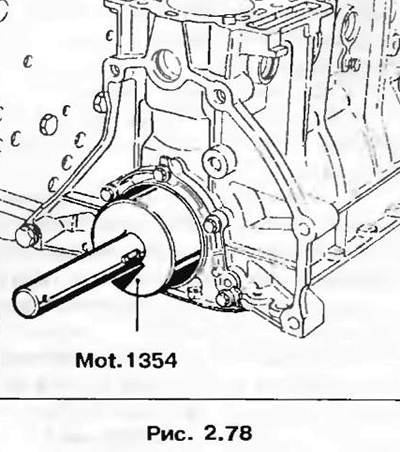
15. Усталюеце сальнік каленчатага вала з дапамогай прынады Mot. 1354.
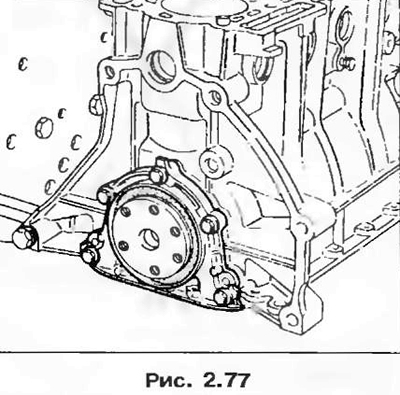
16. Усталюйце маслоприемник папярэдне замяніўшы яго ўшчыльняльнае кольца.
17. Ачысціце спалучаныя паверхні блока цыліндраў і паддона картара.
18. Усталюйце паддон картэра зацягніце ніты мацавання з момантам 10 Нм.
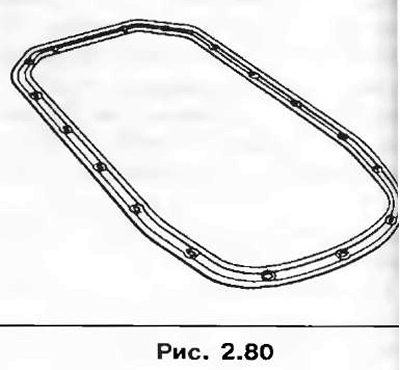
Заўвага. Герметычнасць паддона картара забяспечвае толькі ўсталёўкай адмысловай пракладкі (пракладка павінна быць звернутая да блока цыліндраў).
19. Устаноўка праводзіцца ў зваротным парадку.