
- компресор за климатик;
- помпа за сервоуправление;
- комплект на генератор с монтажна скоба;
- стартер;
- система за управление на двигателя;
- кабелни снопове;
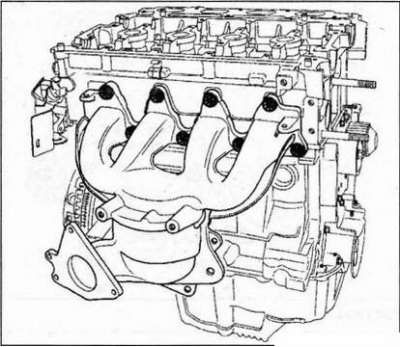
- всмукателни и изпускателни колектори;
- мерна пръчка за масло;
- моторни опори;
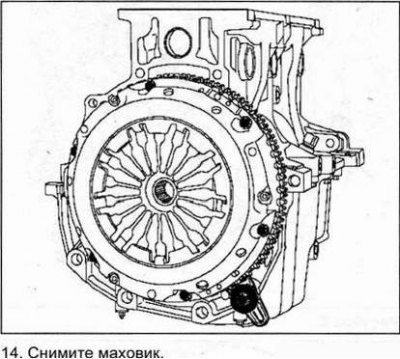
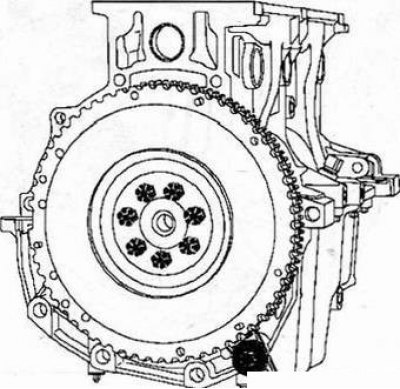
- маховик или лицева плоча (ако е оборудвана с автоматична скоростна кутия).
За основен ремонт от двигателя се отстраняват:
- цилиндрова глава;
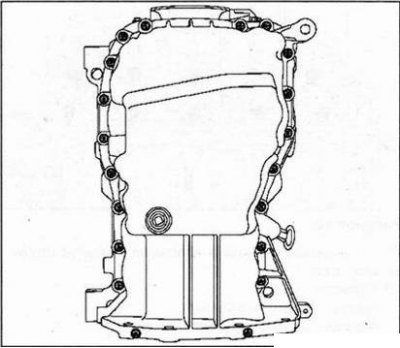
- картер на двигателя;
- маслена помпа;
- водна помпа;
- бутален възел с свързващи пръти;
- колянов вал
Сглобяването на двигателя се извършва в обратен на горния ред.
Процесите на разглобяване и сглобяване на сложни компоненти на двигателя ще бъдат разгледани в съответните подраздели.
Преди разглобяването подгответе малки кутии или контейнери, в които да държат малките части, които трябва да се отстранят. Това ще помогне да ги запазите за по-късно сглобяване. След като премахнете следващата част, монтирайте крепежните елементи (болтове, гайки, шайби) на местата им, за да ускорите процеса на сглобяване и да запазите резбите на частите. Запазете резервните части за сравнение с новите. Маркирайте позицията на частите, които трябва да бъдат премахнати (с боя, риск или друг метод), за да ги монтирате на първоначалното им място по време на монтажа. Преди да започнете разглобяването, измийте старателно външната страна на двигателя с керосин.
Поставете чистия двигател върху стойка за разглобяване.
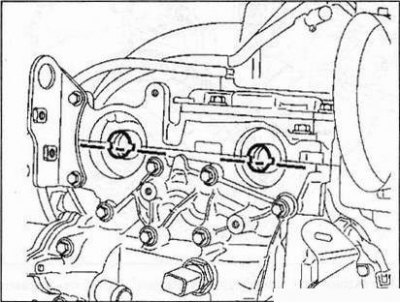
1. Отстранете: - тапите на краищата на разпределителните валове - тапата на отвора на фиксатора на позицията на ВМТ.
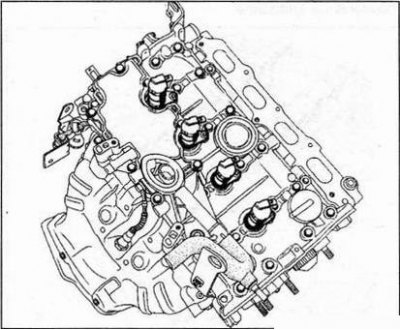
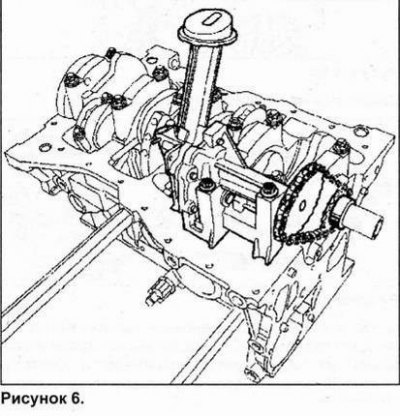
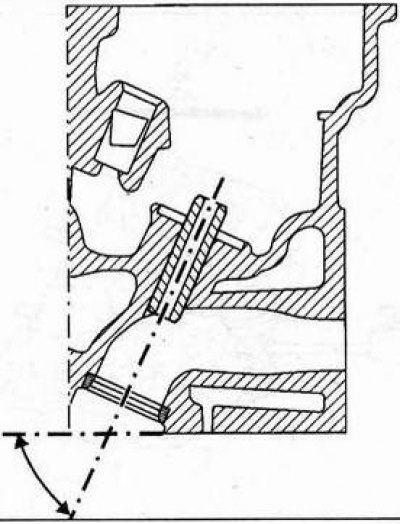
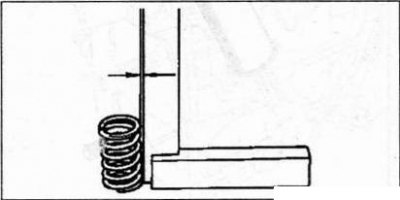
2. Монтирайте разпределителните валове с каналите надолу, както е показано на фигурата по-долу.
4. Завъртете коляновия вал на двигателя обратно на часовниковата стрелка (от страната на газоразпределителния механизъм), докато коляновият вал опря в заключващия щифт на TDC.
Жлебовете в краищата на разпределителните валове трябва да са хоризонтални и изместени надолу спрямо оста, както е показано на фигурата.
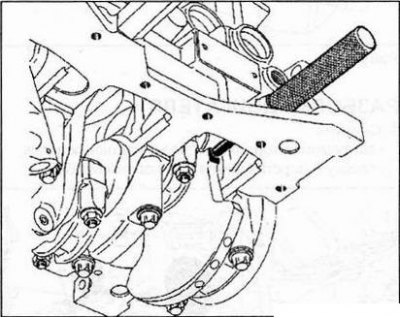
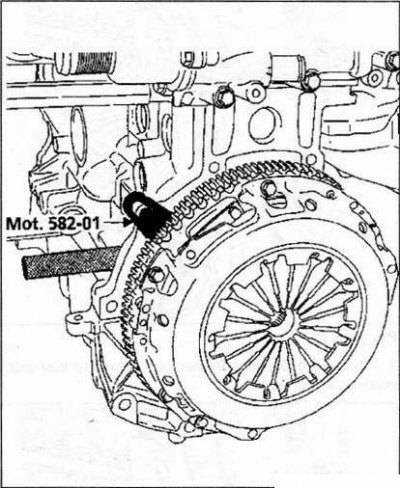
5. Монтирайте фиксатора на маховика (Mot. 582-01).
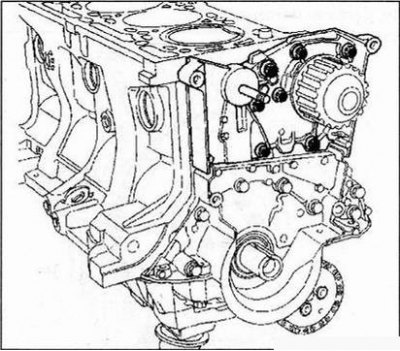
6. Премахнете:
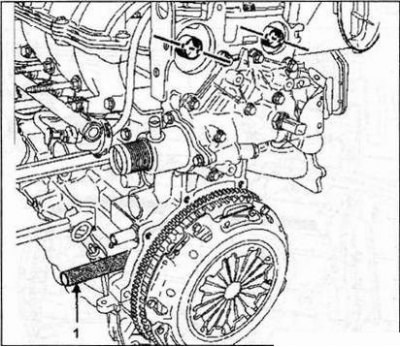
- ролка на коляновия вал за задвижващи принадлежности;
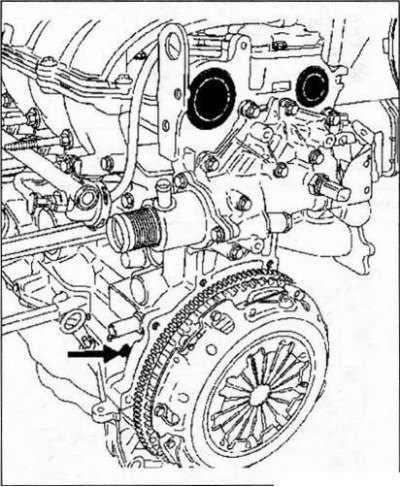
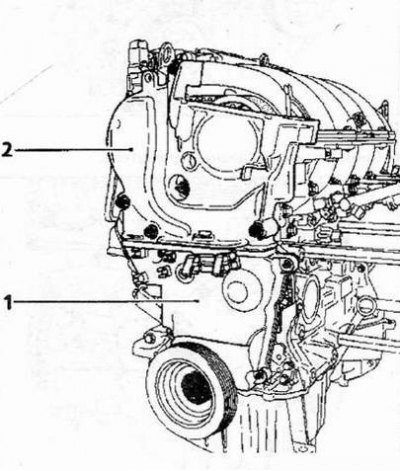
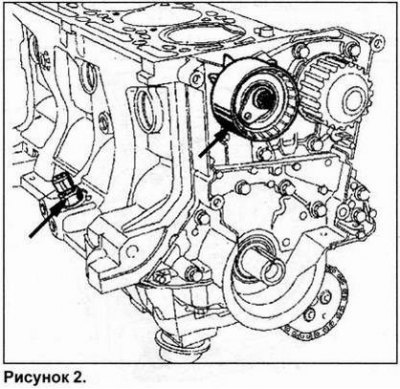
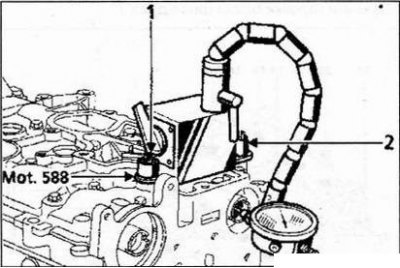
- среден капак за синхронизация (1);
- горен капак за синхронизация (2).
7. Завъртете гайка (3) на опъваща ролка.
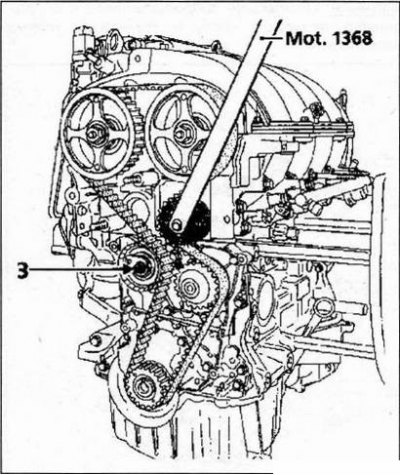
8. Отстранете направляващата ролка с инструмента Mot. 1368 г.
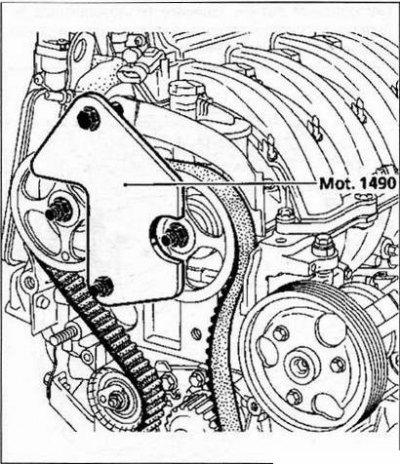
9. Свалете: ангренажен ремък; шайби на разпределителния вал с помощта на инструмент Mot. 1490 г.
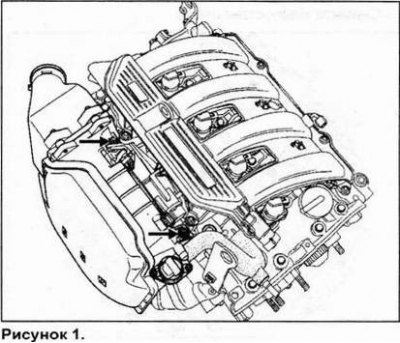
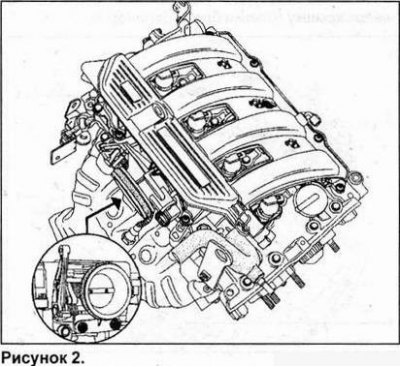
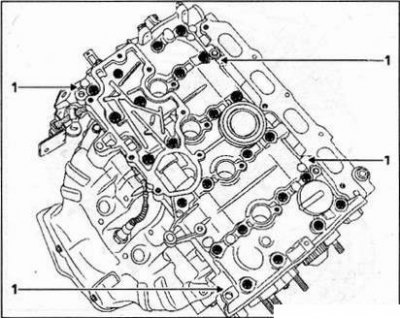
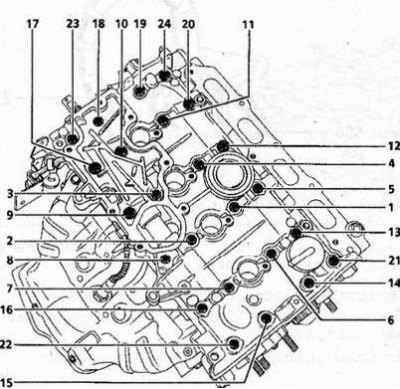
10. Отстранете частите, показани на фигури 1-12.
Свалете монтажните болтове на корпуса на въздушния филтър и свалете корпуса на въздушния филтър.
Свалете двата монтажни болта на дроселната клапа и свалете всмукателния колектор.
Извадете бобините за запалване.
Фигура 3. | 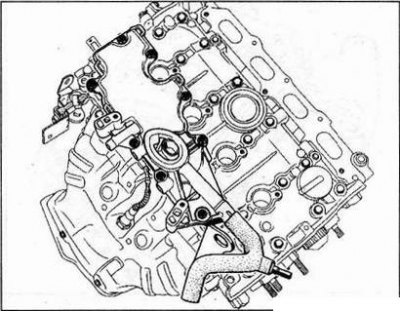
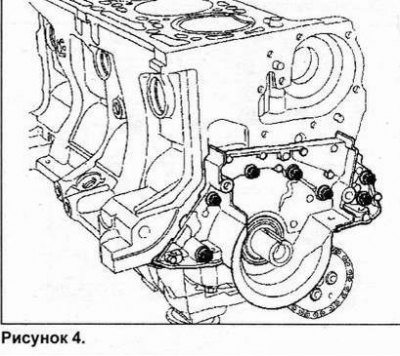
Фигура 4. |
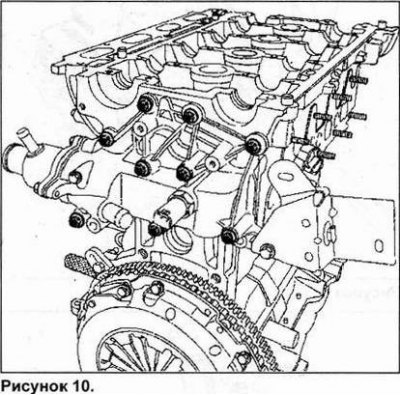
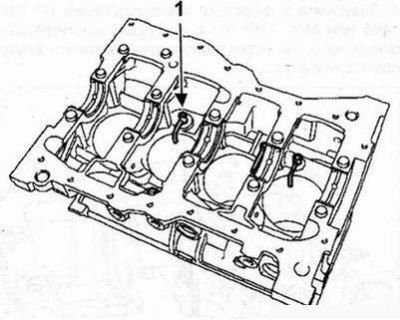
Свалете 24-те болта на капака на цилиндровата глава и след това, като почуквате зъбците (1) с меден чук, свалете капака на главата на цилиндъра вертикално нагоре.
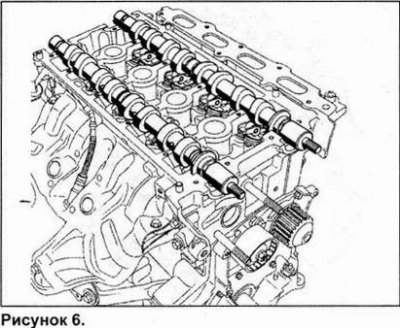
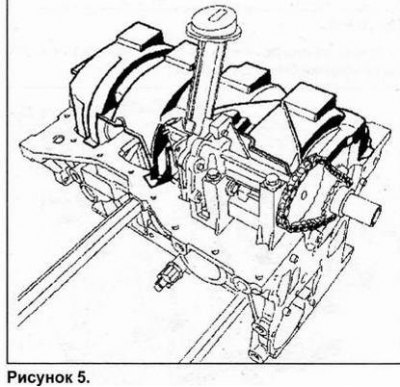
Фигура 5.
Свалете всмукателния и изпускателния разпределителен вал.
Отстранете кобилните рамена и хидравличните тласкачи.
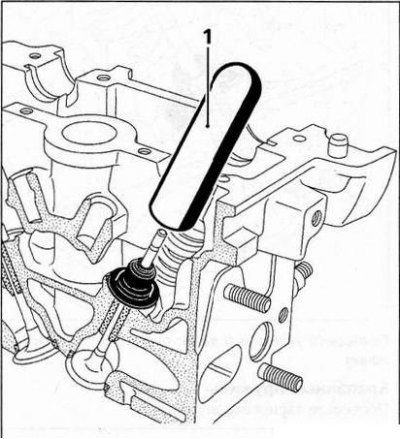
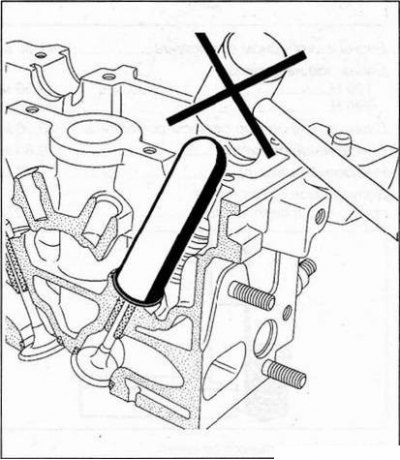
Внимание: Поставете хидравличните кранове във вертикално положение, за да предотвратите изтичане на масло от тях.
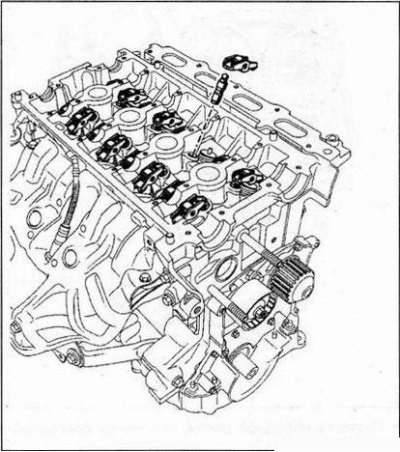
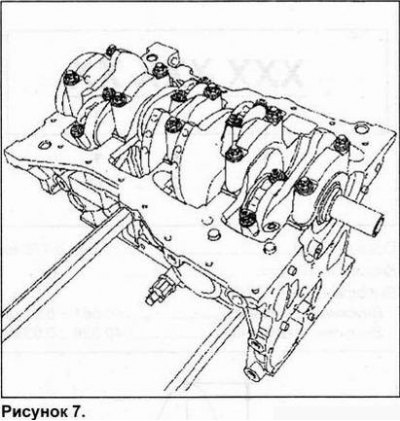
Фигура 7.
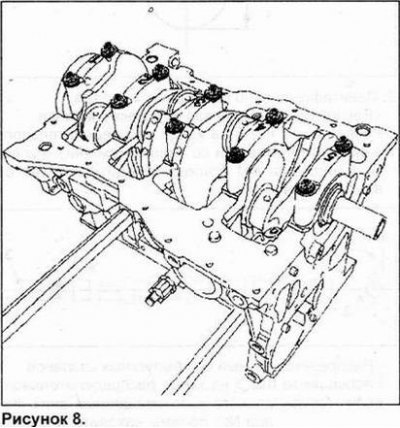
Разхлабете двата монтажни болта на опората на катализатора и свалете опората на катализатора (вижте Фиг. 8).- С помощта на инструмент Mot. 1495 свалете сензора за кислород; Свалете топлинните щитове на изпускателния колектор и вътрешния дистанционер на кутията за синхронизация (вижте Фиг. 8).
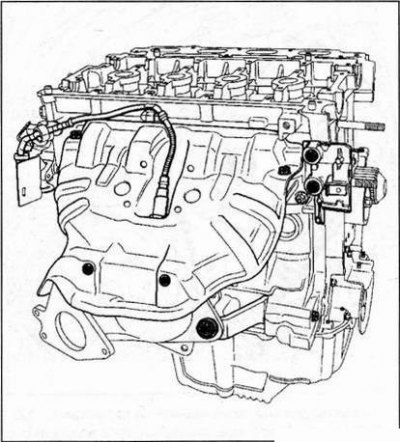
Фигура 9.
Отстранете подвижната част на охладителната риза в края на главата на цилиндъра.
Отстранете горивната релса.
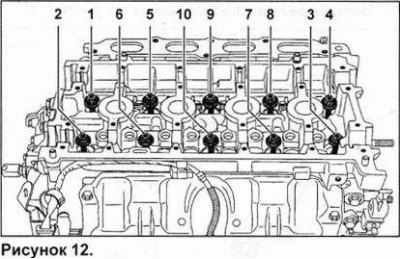
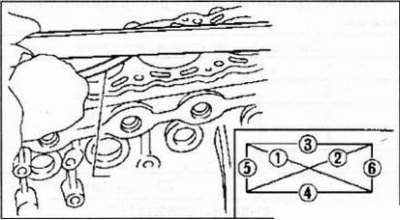
Разхлабете 10-те болта на цилиндровата глава равномерно, на няколко прохода, в последователността, показана на фигурата. Отстранете главата на цилиндъра и уплътнението на цилиндровата глава.
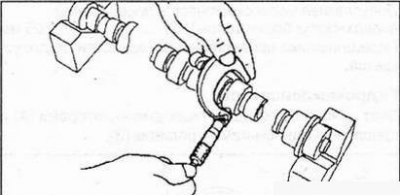
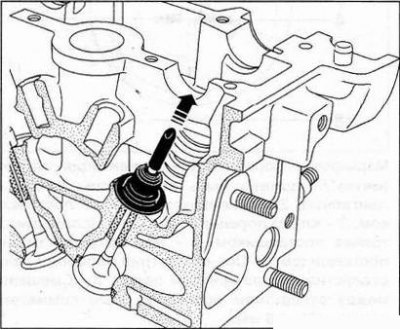
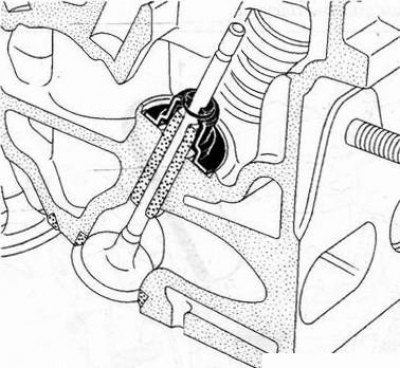
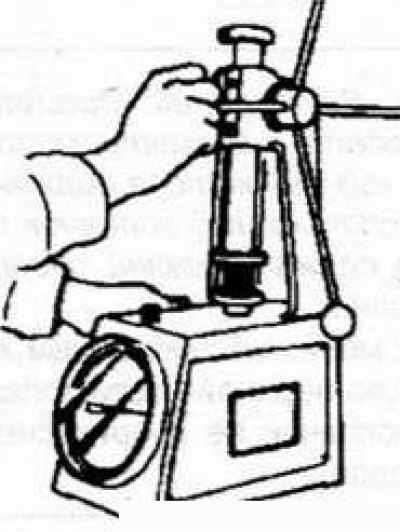
11. С помощта на изтеглящо устройство на клапана, компресирайте пружините на клапана.
12. Отстранете: крекерите на клапанните пружини; горни пластини на клапанни пружини; клапанни пружини; клапани; водач на клапана уплътнения на стеблото на клапана с помощта на клещи Mot. 1335 г.
13. Свалете корпуса и задвижвания диск на съединителя.
Фигура 1.
Внимание: За да избегнете напукване на свързващите пръти, не използвайте централен перфоратор, за да маркирате капачките на биелните прътове по отношение на свързващите пръти. Използвайте незаличим маркер за тази цел.
Свалете капачките на лагерите на коляновия вал (номерирани от 1 до 5).
Забележка: Много е важно да маркирате позицията на облицовките на коляновия вал, тъй като те могат да бъдат в различни групи размери за всеки лагер.
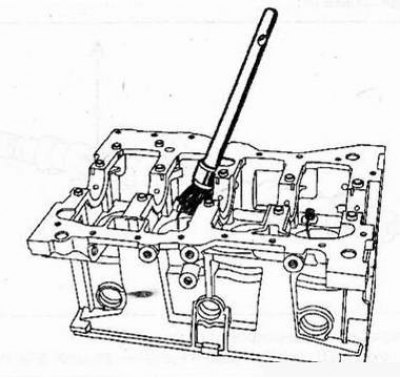
Премахване на дюзи за охлаждане на дъната на буталата1. Пробийте дюзите за охлаждане на главата на буталото (1) със 7 мм свредло.
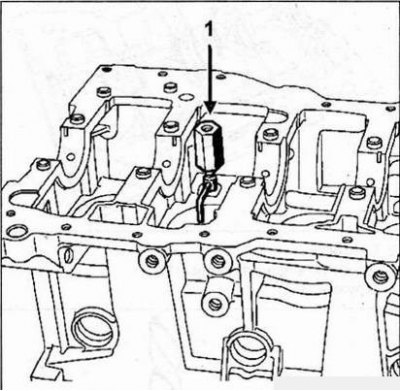
2. Свалете: пружинната втулка (1); пружина (4).
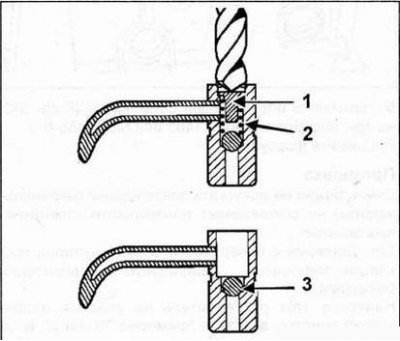
Внимание: Не сваляйте топката (3), за да не попаднат стружки в масления канал.
3. Отстранете металните стърготини с четка.
4. Завийте инструмента (1) (Mot. 1485 или Mot. 1485-01) в дюзите с помощта на 6 мм шестостенен ключ (ключът трябва да бъде поставен вътре в инструмента).
5. Завийте изтеглящото устройство (1) (Emb. 880) към инструмента (Mot. 1485 или Mot. 1485-01).
6. Отстранете дюзите.
Промиване
Много е важно да се предотвратят повреди (драскотини, драскотини) по свързващите повърхности на алуминиевите части.
За да премахнете остатъците от старото уплътнение от повърхността, използвайте специалния разтворител Decapjoint.
Нанесете този разтворител върху зоната, която ще почистите, изчакайте около 10 минути и след това отстранете останалото уплътнение с дървена шпатула.
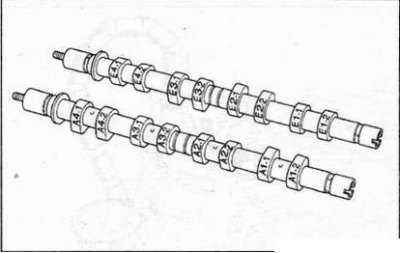
Разпределителни валове
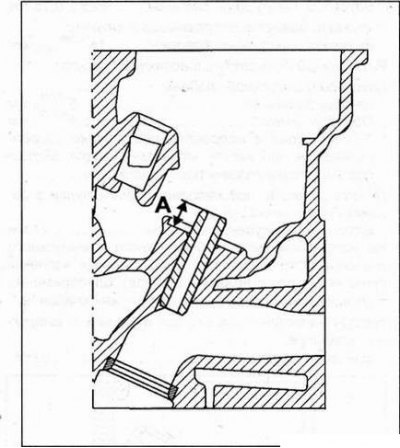
1. Разпределителните валове се идентифицират с маркировка (A).
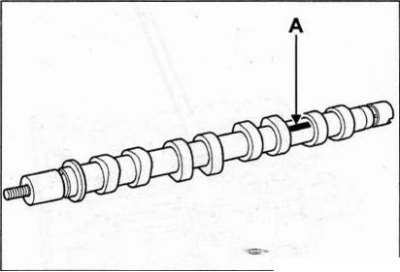
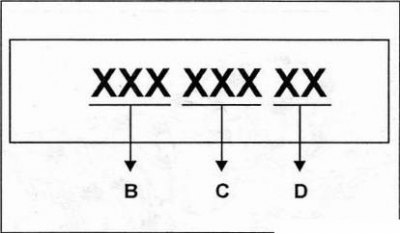
Подробности за маркиране (A):
- - етикетите (B) и (C) са само за доставчика;
- маркировка (D) се използва за идентифициране на разпределителни валове: AM - всмукателен разпределителен вал; ЕМ - изпускателен разпределителен вал.
- Аксиална хлабина - 0,08 - 0,178 mm
- Брой опори - 6
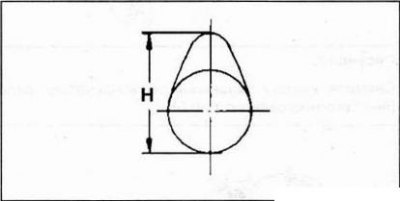
- Височина на челюстта "H":
- Входни клапани - 40,661 ± 0,03 mm
- Изпускателни клапани - 40,038 ± 0,03 мм
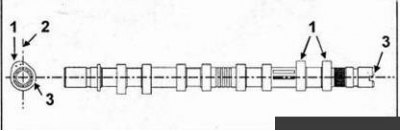
2. Идентификация по позицията на гърбиците. - Всмукателен разпределителен вал. Позиционирайте жлеб 3 в края на разпределителния вал хоризонтално и изместен надолу. Зъбците 1 на цилиндър № 1 трябва да са разположени вляво от вертикалната ос 2.
Изпускателен разпределителен вал. Позиционирайте жлеб 3 в края на разпределителния вал хоризонтално и изместен надолу. Гърбици 2 на цилиндър № 1 трябва да са разположени вдясно от вертикалната ос 1.
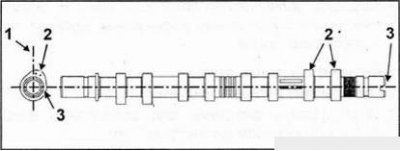
Таблица. Диаметър на лагерите на разпределителния вал в цилиндровата глава
| Страна на маховика | |
| 1 | |
| 2 | |
| 3 | 25+0,061+0,04 mm |
| 4 | |
| 5 | |
| 6 | 28+0,061+0,04. mm |
| Страна на времето | |
Проверка на диаметрите на лагерите на разпределителния вал в главата на цилиндъра.
Таблица. Диаметър на шейната на разпределителния вал
| Страна на маховика | |
| 1 | |
| 2 | |
| 3 | 250-0,021 mm |
| 4 | |
| 5 | |
| 6 | 280-0,021 mm |
| Страна на времето | |
A 4 -1 = входящ клапан на цилиндър 4 и гърбица #1.
E 4 -1 = Изпускателен клапан на цилиндър 4 и гърбица #1.
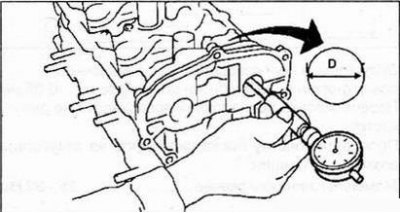
Проверка на крайната хлабина на разпределителния вал Поставете отново: - разпределителните валове в правилната позиция - капака на главата на цилиндъра; затегнете болтовете на закрепването му (за реда и моментите на затягане вижте таблицата "Редът на затягане на болтовете за закрепване на капака на главата на цилиндъра").
Проверете крайната хлабина, която трябва да бъде между 0,08-0,178 мм.
Проверка на диаметрите на лагерните шейки на разпределителните валове.
Таблица. Ред за затягане на болтовете на капака на цилиндровата глава
| Стъпка | Последователност на затягане на болтове | Последователност на разхлабване на болтовете | Въртящ момент (Nm) |
| №1 | 22-23-20-13 | - | 8 |
| #2 | 1-ви до 12-ти, 14-ти до 19-ти, 21-ви до 24-ти | - | 12 |
| #3 | - | 22-23-20-13 | - |
| №4 | 22-23-20-13 | - | 12 |
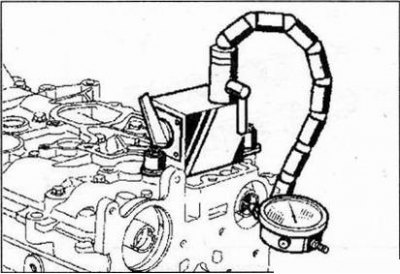
Забележка: За да монтирате държача на магнитния индикатор към главата на цилиндъра, използвайте инструмента Mot. 588 и го закрепете с болтове за закрепване на масления картер (1) и втулки (2) със следните размери:
- външен диаметър 18 mm;
- диаметър на отвора за болт (1) 9 mm;
- височина 15 мм
Отново свалете капака на главата на цилиндъра и разпределителните валове.
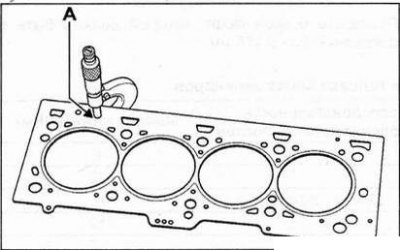
Уплътнение на цилиндровата глава Дебелината на уплътнението на главата на цилиндъра се измерва в точка (A).
Дебелина на уплътнението на главата:
- Дебелината на новото уплътнение е 0,96 ± 0,06 mm
- Дебелина на компресирано уплътнение - 0,93 ± 0,06 mm
Глава на цилиндъра
Височина "H" на цилиндровата глава - 137 мм
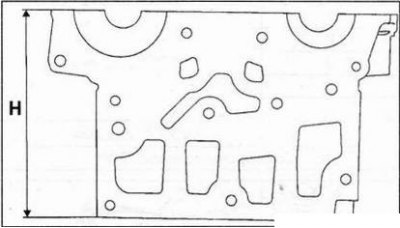
Допустимата неплоскост на съвпадащата повърхност на главата на цилиндъра е 0,05 мм.
Не е позволено повторно шлифоване на свързващата повърхност Проверете главата на цилиндъра за възможни пукнатини.
Моменти на затягане на щепсела - 25-30 Nm
Цилиндров блок
Проверете плоскостта на съединяващата равнина с линейка и набор от щупци.
Допустимата неплоскост на свързващата повърхност на цилиндровия блок е 0,03 mm.
Не се допуска повторно намазване на съвпадащата повърхност.
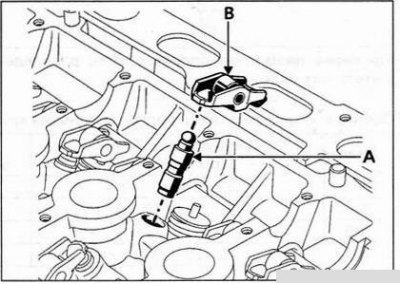
Хидравлични повдигачи Този двигател е оборудван с хидравлични повдигачи (A) и еднораменни ролкови лостове (B).
Клапи
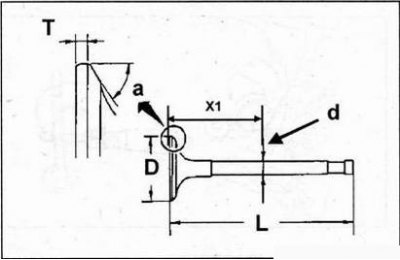
Повдигане на клапана:
- Всмукателен клапан - 9,22 мм
- Изпускателен клапан - 8,075 мм
Диаметър на пръта "d" (измерен на разстояние "X1"):
- X1 (входен клапан) - 75,14 ± 0,35 mm
- Входен клапан - 5,484 ± 0,01 mm
- X1 (изпускателен клапан) - 77,5 ± 0,35 mm
- Изпускателен клапан - 5,473 ± 0,01 mm
Диаметър на плочата "D":
- Входен клапан - 32,7 ± 0,12 mm
- Изпускателен клапан - 27,96 ± 0,12 mm
Ъгъл на скосяване:
- Входни и изходящи вентили - 90°15'
Дължина на клапана "L":
- Всмукателен клапан - 109,32 мм
- Изпускателен клапан - 107,64 мм
Дебелина на главата "T":
- Всмукателен клапан - 1,15 мм
- Изпускателен клапан - 1,27мм
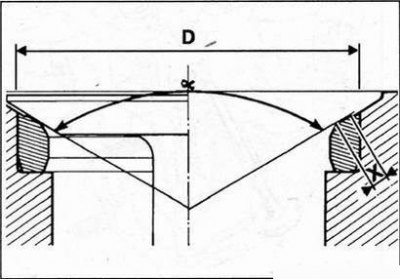
Медла на клапани
Ъгъл на седалката α:
- Входни и изходящи клапани - 89°
Ширина на фаската X:
- Входен клапан - 1,3+1,4 mm
- Изпускателен клапан - 1,41'3 mm
Външен диаметър D:
- Входен клапан - 33,542 ± 0,006 mm
- Изпускателен клапан - 28,792 ± 0,006 mm
Направляващи клапани
дължина:
- Всмукателни и изпускателни клапани - 40,5 ± 0,15 mm
Външен диаметър на водещата втулка:
- Всмукателни и изпускателни клапани - 11+0,068+0,05mm
Вътрешен диаметър на водещата втулка:
- Всмукателни и изпускателни клапани:
- Незавършен - 5+0,075 mm
- Обработено* - 5,5+0,018 mm
* Отворът в направляващата втулка се разтваря до посочения размер, след като втулката е притисната в главата на цилиндъра. Диаметър на водещата втулка в главата на цилиндъра:
- Всмукателни и изпускателни клапани - 11мм
Върху направляващите втулки на всмукателните и изпускателните клапани са монтирани уплътнения на стеблото на клапана (уплътнения за клапанни стебла), които едновременно служат като долни опори на пружините на клапаните.
Наклон на водача на входящия и изпускателния клапан: входящ клапан - 63°30'
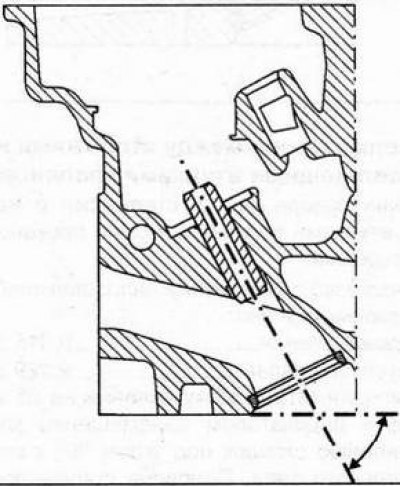
Изпускателен клапан - 66°
Издатина "А" на направляващите втулки на всмукателния и изпускателния клапан - 11 ± 0,15 mm
Проверка на хлабината между стеблата и водачите на клапаните Има два начина да проверите хлабината между стеблата и направляващите втулки на капачките.
Номинална хлабина между водача на клапана и стеблото на клапана:
- Входен клапан - 0,015 ± 0,048 mm
- Изпускателен клапан - 0,029 ± 0,062 mm
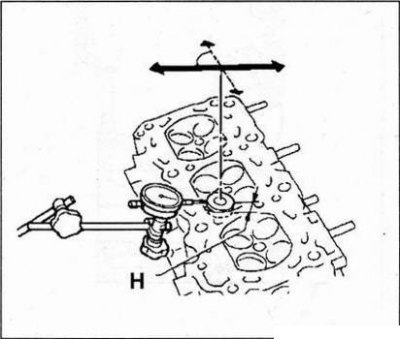
1. Повдигнете главата на клапана с 25 mm, след което измерете движението на клапана по посока на стрелките под ъгъл от 90 ° спрямо оста на разпределителния вал с индикатора. Половината от получената стойност ще даде стойността на хлабината между стеблото на клапана и водача на клапана.
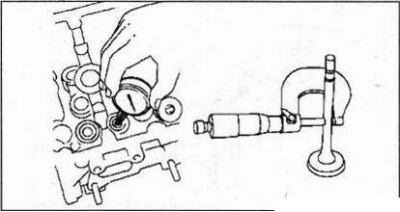
2. Измерете диаметъра на стеблото на клапана и вътрешния диаметър на водещата втулка.
Уплътнения на стеблото на клапана За монтиране на уплътнения на стеблото на клапана, инструмент Mot. 1511 г.
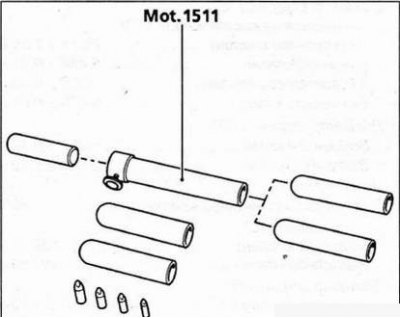
Забележка: Не смазвайте уплътненията на стеблото на клапана с масло преди монтаж.
Инсталиране на нови уплътнения на стеблото на клапана Поставете клапана в главата на цилиндъра.
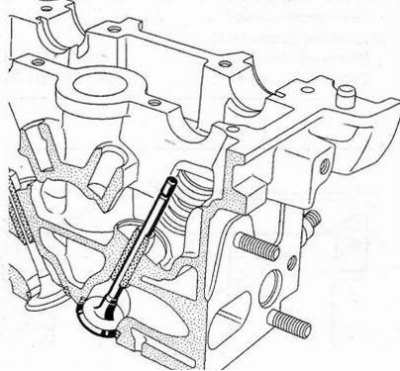
Прикрепете върха Mot. 1511 върху стеблото на клапана (вътрешният диаметър на върха трябва да е различен от диаметъра на стеблото).
Дръжте клапана притиснат към седалката. Монтирайте уплътнението на стеблото на клапана (не е смазано) на върха
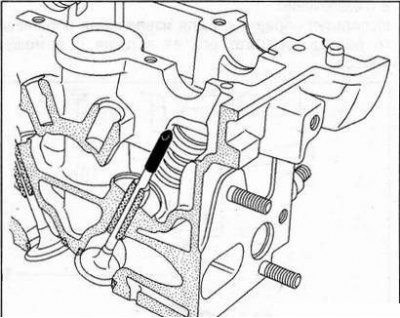
Натиснете уплътнението на стеблото на клапана, докато излезе от върха, след което извадете върха.
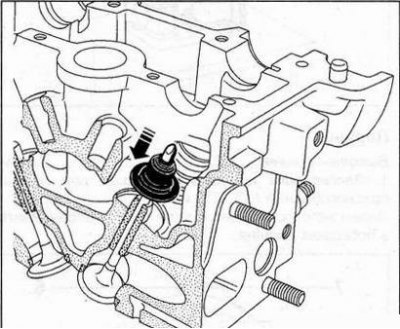
Монтирайте плъзгача (1) върху масленото уплътнение на стеблото на клапана.
Забележка: Вътрешният диаметър на плъзгача трябва да съответства на диаметъра на стеблото на клапана. В допълнение, долната част на плъзгача трябва частично да се опира в масленото уплътнение на стеблото на клапана, което служи като долна опорна шайба за пружината на клапана.
Сменете масленото уплътнение, като докоснете горната част на плъзгача с дланта си, докато уплътнението влезе в контакт с главата на цилиндъра.
Повторете горните стъпки за всички клапани.
Пружини на клапани
Проверете калибрирането на пружината.
Свободна дължина - 41.30 мм
Заредена дължина:
- 190 N - 34,50 mm
- 590 N - 24,50 mm
Напълно сгъната дължина - 23,20 мм
Вътрешен диаметър - 18.80 мм
Външен диаметър - 27 мм
Допустимо отклонение на пружината от вертикалата - 1,2 мм
Овална тел.
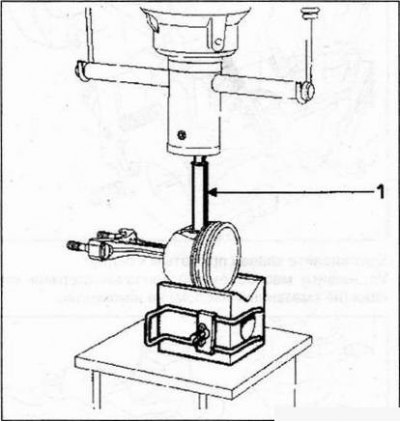
Премахване на буталните щифтове Поставете буталото във V-образната опора, така че буталния щифт да е подравнен с отвора, за да го извадите.
С помощта на дрейф (1), за да извадите буталния щифт, извадете го от буталото с помощта на преса.
Бутала
Височина на буталото - 46,5 мм
1. Натискане на буталния болт с инструменти A13, C13 и B10. Щифтът се притиска в свързващия прът и се завърта в главите на буталата.
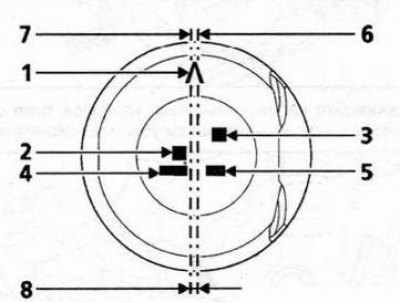
Маркировка на буталата. 1 - Ориентация на буталото (маркировка "L" трябва да бъде от страната на маховика на двигателя), 2 - Използва се само от доставчика, 3 - Клас на буталото (A-B-C), 4 - Използва се само от доставчика, 5 - Използва се само от доставчика, 6 - Ос симетрия на буталото, 7 - ос на отвора за буталния щифт, 8 - отместване между отвора на оста (7) и оста на симетрия на буталото (6) - 0,8 мм.
Таблица. Размерни групи бутала и цилиндри на блок
| Обозначение на групата размери на буталата | Диаметър на буталото, мм | Диаметър на цилиндъра, mm |
| A | 79.470 - 79.479 | 79.500 - 79.509 |
| B | 79,480 - 79,489 | 79,510 - 79,519 | tr>
| C | 79,490 - 79,500 | 79,520 - 79,530 |
Внимание: Диаметрите на буталата и цилиндрите трябва да съвпадат.
Позицията на отворите "T" спрямо интерфейса на цилиндровия блок ви позволява да определите групата с размери за всеки цилиндър и следователно диаметъра на съответното бутало (вижте таблицата за съответствие по-долу).
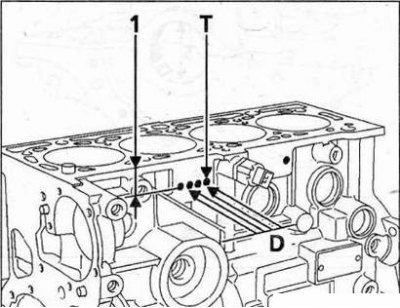
Зоната за маркиране включва. 1 - за указване на групата с размери (A, B или C), D - за корелиране на групата с размери с номера на цилиндъра.
Таблица. Обозначаване на размерни групи на блок цилиндри
| Позиции на T дупки | Група размери |
| 1 = 17 mm | A |
| 2 = 27 mm | B |
| 3 = 37 mm | C |
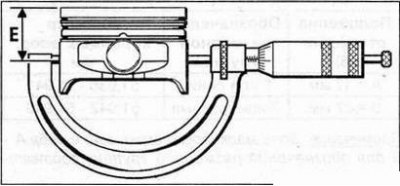
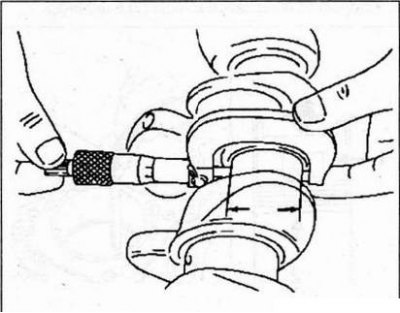
2. Измерване на диаметъра на буталото Измерването на диаметъра трябва да се извърши на разстояние E.
- E - 45,7 ± 0,01 mm
Проверка на пролуките в ключалките на буталните пръстени
1. Монтирайте буталния пръстен (2) в цилиндъра.
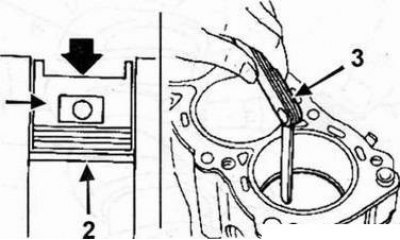
2. Натиснете буталния пръстен (2) към средата на цилиндъра с помощта на буталото (1).
3. Измерете междината на пръстена в ключалката с комплект сонди (3).
Таблица. Пролуки в буталните пръстени
| Бутални пръстени | Хлабина на заключване |
| Горен компресионен пръстен | 0,225 ± 0,075 mm |
| Долен компресионен пръстен | 0,5 ± 0,1 mm |
| Маслена чистачка | 0,9 ± 0,5 мм |
4. Сменете буталните пръстени, ако пролуките са извън толеранса. Ако пролуките останат извън толеранса с нови пръстени, сменете блока на цилиндъра.
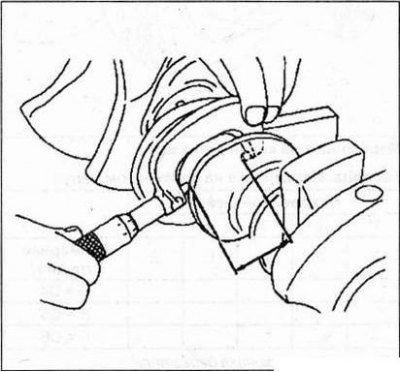
Колянов вал
Брой опори - 5
Филлетни набраздени шейни: Номинален диаметър - вижте таблицата по-долу
Аксиален луфт на коляновия вал: Без износване на вложките на монтажния лагер - 0,045-0,252 мм
Като се вземе предвид износването на монтажните лагерни черупки - 0,852 мм
Вложките на монтажния лагер са разположени върху опора No3.
Забележка: Радиусът на коляновия вал е 35 мм.
Колянови щифтове с канали: Номинален диаметър - 43,97 ± 0,01 мм
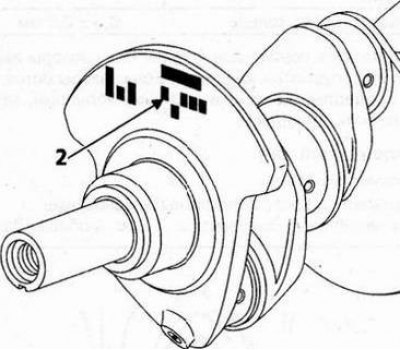
Маркировка на коляновия вал.
Таблица. Маркировка на коляновия вал
| Скок# | |||||
| V | 2 | 3 | 4 | td>5 | |
| E | F | E | E | E | Група размери |
| D = D4 | |||||
| E = D5 | |||||
| F=D6 | |||||
* От страната на маховика на двигателя.
| Обозначение на групата размери на коляновия вал | Диаметър на главните шейни, мм |
| D = D4 | 47,990 - 47,996 |
| E = D5 | 47,997 - 48,002 |
| F = D6 | 48,003 - 48,009 |
Цилиндров блок
Групите с размери на главните лагери (5) са обозначени от позицията на сондажите на цилиндровия блок (6) над масления филтър.
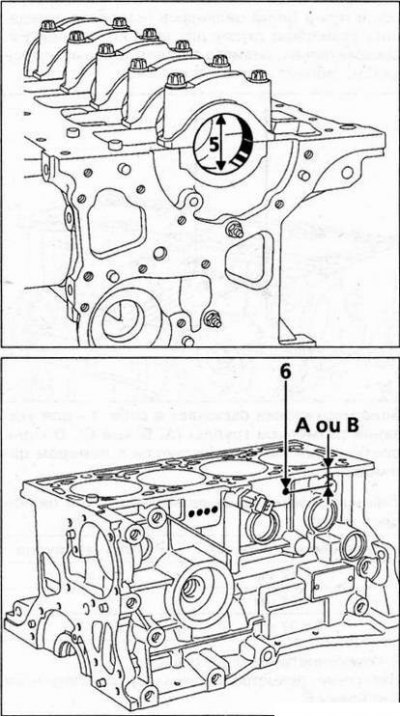
Таблица. Групи с размери на основни опори
| Позиция на отвора (6) | Обозначение на групата размери | Диаметър на главните лагери, мм |
| A = 17 mm | 1 или синьо | 51,936 - 51,941 |
| H = 27 mm | 2 или червено | 51,942 - 51,949 |
Забележка: Областта за маркиране включва A B за обозначаване на групата размери, съответно 1 или 2.
Таблица. Съответствие на групите размери на облицовките с групите размери на главните шейни и главни лагери на коляновия вал
| Група с размери на основните списания | |||
| D1 или D4 | D2 или D5 | D3 или D6 | |
| 1* | C1 = жълто 1,949-1,955 | C2= синьо 1,946-1,952 | C4 = червено 1,953-1,959 |
| 2* | C3 = черно 1,943-1,949 | C1 = жълто 1,949-1,955 | C2 = синьо 1,946-1,952 |
| Дебелина и клас на вмъкване | |||
* Група размери на основния лагер на коляновия вал.
Забележка: Складът за части ще предоставя само облицовки от група размери 02 (сини марки).