
Технически данни
1. Цилиндрова глава
Височина на цилиндровата глава mm: H = 113,5.
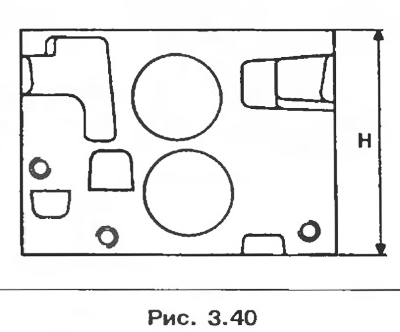
Максимално допустимата деформация на свързващата повърхност, mm: 0,05.
Обем на горивната камера с клапани и запалителна свещ, см3: 26,25±0,6.
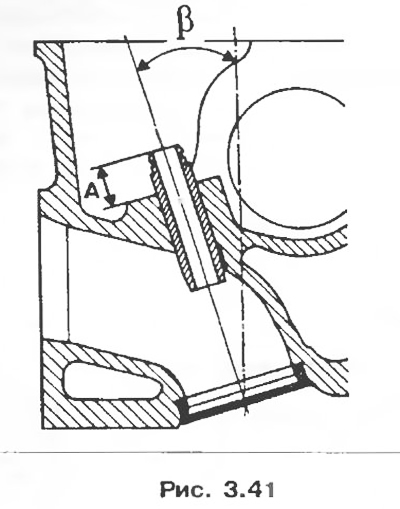
2. Водачи на клапани
Номинален вътрешен диаметър, мм: 7.
Номинален диаметър на седалката в главата на цилиндъра, мм: 12.
Внимание! Водачите на всмукателния и изпускателния клапан имат уплътнения на стеблото на клапаните, които трябва да се сменят при всяко разглобяване на клапанния механизъм.
Наклонът на направляващите втулки на всмукателните и изпускателните клапани: β = 17°.
Положението на направляващите втулки на всмукателните и изпускателните клапани спрямо долните опорни краища на пружините на клапана (без долната плоча), mm: A = 12.
3. Пружини на клапани
Номинален размер (черен)
Свободна дължина, мм: 46.64
Дължина под натоварване, мм:
- 270 N 37;
- 536 N 27.5.
Дължина на пружината при пълно компресиране на намотките, мм: 23,63;
Диаметър на проводника, мм: 3.8
Вътрешен диаметър, мм: 21,5.
Размер за ремонт (оранжев)
Свободна дължина, мм: 44,93;
Дължина под натоварване, мм:
- 270 N 37;
- 650 N 27.6.
Дължина на пружината при пълно компресиране на намотките, мм: 26.01.
Диаметър на проводника, мм: 4
Вътрешен диаметър, мм: 21,5.
4. Вентили
Диаметър на пръта, мм: 7
Ъгъл на скосяване:
- входящ клапан: 120°;
- изходящ клапан: 90°.
Диаметър на главата, мм:
- входящ клапан: 37,5±0,1;
- изпускателен клапан: 33,5±0,1.
Внимание! При смяна на клапани, монтираните нови клапани трябва да имат същия номер на част 1 като предишните клапани, за да се предотврати повреда на клапаните и седалките.
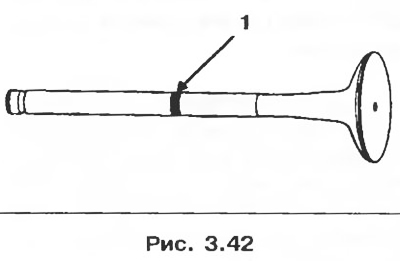
Един и същ номер на част може да има множество маркировки, като в този случай всички клапани са напълно взаимозаменяеми.
Проверете дали новите клапани с различни маркировки от премахнатите клапани имат същия номер на част.
5. Седалки на клапани
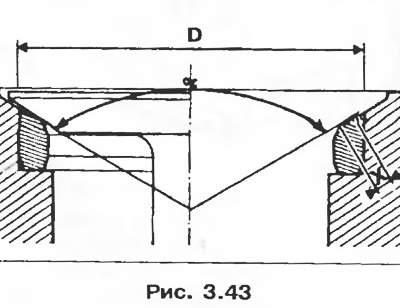
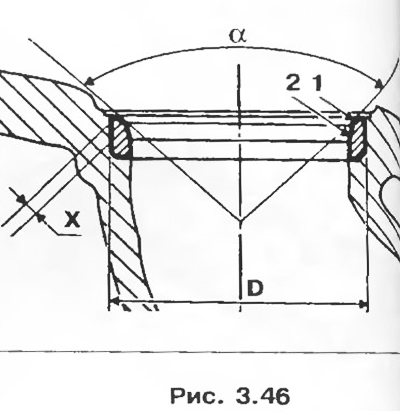
Ъгъл на скосяване:
- Всмукателни клапани α = 120°.
- Изпускателни клапани α = 90°.
- Ширина на работната фаска на седлото, мм.
- Входни клапани X = 1,7+0,1.
- Изпускателни клапани X = 1,7±0,1.
- Външен диаметър на седалката D, мм.
- Входни клапани 38.5.
- Изпускателни клапани 34.5
6. Разпределителен вал
Аксиален просвет, мм: 0,06-0,15.
Брой лагери: 5.
7. Части, които трябва да се сменят при отстраняване:
- Всички уплътнения и уплътнения.
- Направляващи клапани.
- Болт на шайбата на разпределителния вал.
- Болт на главата на цилиндъра
Разглобяване
1. Свалете главата на цилиндъра (вижте Уплътнение на главата на цилиндъра).
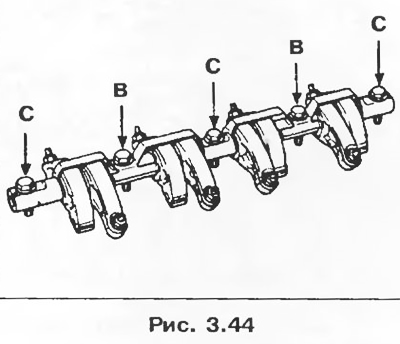
2. Отстранете болтовете, закрепващи оста на кобилното рамо и оста на кобилното рамо, след като маркирате позицията на кобилното рамо и болтовете върху него:
- B - плътни болтове;
- С - кухи болтове.
3. Премахнете:
- уплътнение на разпределителния вал;
- тягов фланец на разпределителния вал.
4. Свалете разпределителния вал.
5. Свалете корпуса на термостата.
6. Извадете запалителните свещи.
7. Свалете зъбното колело на разпределителния вал, след като го фиксирате с инструмент Mot 799-01.
8. Натиснете пружините на клапана (пример, с инструмент FAC U43L). Отстранете крекерите, горните плочи, пружините, клапаните, уплътненията на стеблото на клапаните със специални клещи 1335 и долни чинели.
9. Почистете главата на цилиндъра и проверете деформацията на свързващата повърхност (вижте "Уплътнение на цилиндровата глава").
Медла на клапани за смилане
Входни клапани X = 1,7 ± α = 120°.
Шлайфането на фаската на вал 1 се извършва с фреза с ъгъл 31, намалете ширината на фаската чрез обработка на фаската с фреза с ъгъл 75 ° до получаване на ширината X.
Изпускателни клапани X = 1,7 ± α = 90°.
Шлайфането на работната фаска на вала 1 се извършва с фреза с ъгъл 46 °, намалете ширината на работната фаска, като я обработвате с фреза с ъгъл 65, за да получите ширината X.
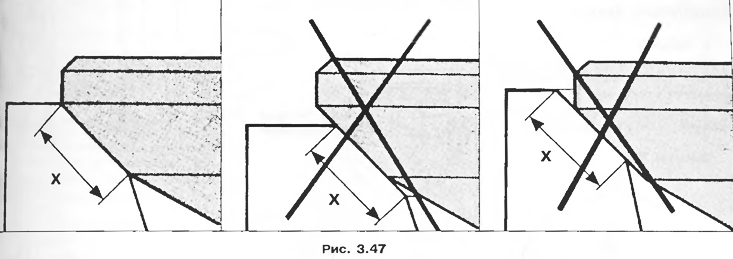
Внимание! Проверете правилното прилягане на клапана към седлото (фиг. 3.47).
Сглобяване
1. Смажете всички части.
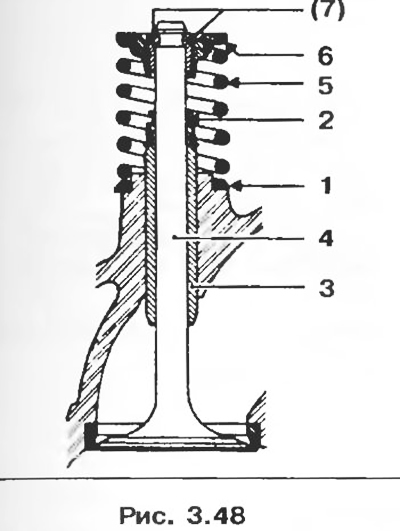
2. Поставете долните плочи на пружините на клапаните.
3. С помощта на гаечен ключ 11 mm монтирайте уплътненията на стеблото на клапана 2 върху водачите на клапаните 3.
4. Инсталирайте:
- нови клапани 4;
- пружини 5 (същите за всмукателните и изпускателните клапани);
- горни чинели 6.
5. Стиснете пружините.
6. Инсталирайте крекери 7 (същите за входящите и изходящите клапани).
7. Смажете разпределителния вал.
8. Монтирайте разпределителния вал и неговия упорен фланец.
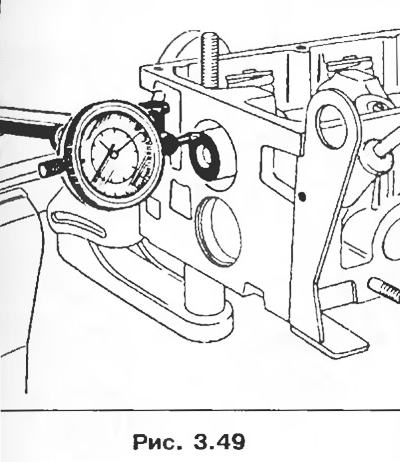
9. Проверете аксиалната хлабина, която трябва да бъде 0,06-0,015 мм, ако не, причината е фланеца или разпределителния вал.
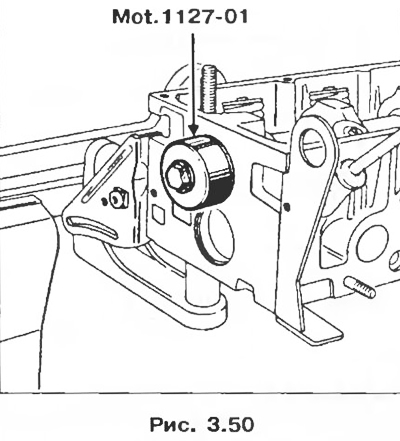
10. Монтирайте масленото уплътнение, като използвате инсталатора на партидата. 1127-01, който ви позволява да преместите прилягането на работния ръб на уплътнението върху разпределителния вал.
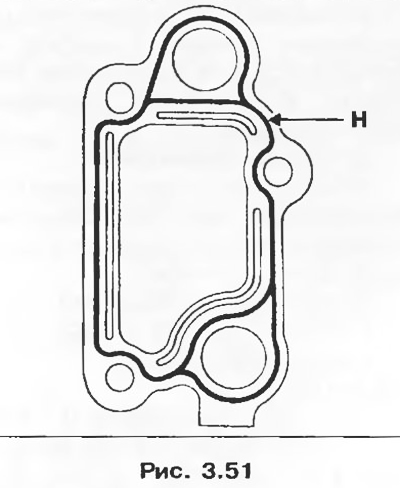
11. Монтирайте корпуса на термостата, като го уплътните с уплътнител Loctite 518. Уплътнителната ролка H трябва да има ширина от 0,6 до 1 mm (фиг. 3.51).
12. Монтирайте ролката на разпределителния вал, като я фиксирате с инструмент Mot. 799-01 и затягане на болта до 45 Nm (намаслете резбите и повърхността под главата на болта).
13. Проверете състоянието на повърхностите на ролките и болтовете на коремите. Уверете се, че отворите за смазване на гърбиците и петите на лоста не са запушени. Сменете износените части. Монтирайте кобиличния вал така, че маркировка 1 да е обърната към ангренажната предавка.
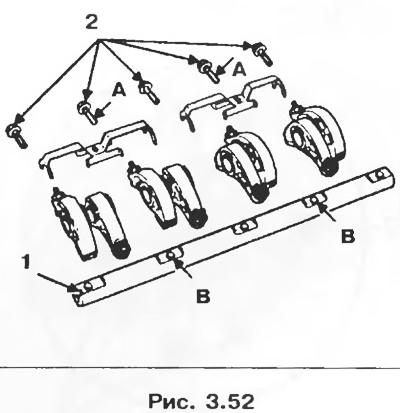
Забележка. Болтове A се предлагат в два размера M8 x 100 и M8 x 125.
Монтирайте болтове 2 за закрепване на оста на кобилното рамо и ги затегнете с въртящ момент от 23 Nm, като предварително сте смазали резбите и повърхностите под главите на болтовете с двигателно масло.