
Технически данни
1. Бутала
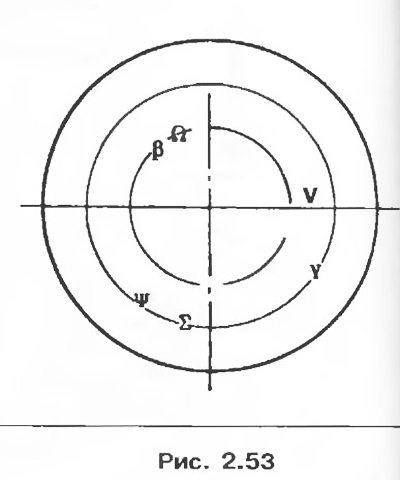
Форма на бутална пола (*)
- β модел (*)
- &Psi седмица на производство (*)
- Σ индекс на модификация *)
- Y маркиране на групи размери (таблица 2.1.)
- V Посока на монтаж на буталото към маховика
(*) не се използва за следпродажбено обслужване.
Таблица 2.2. Съвпадение на буталата с цилиндровите гилзи
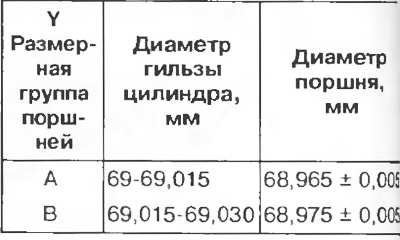
Диаметърът на буталото трябва да се измерва на разстояние A = 40 mm.
2. Втулки на цилиндъра
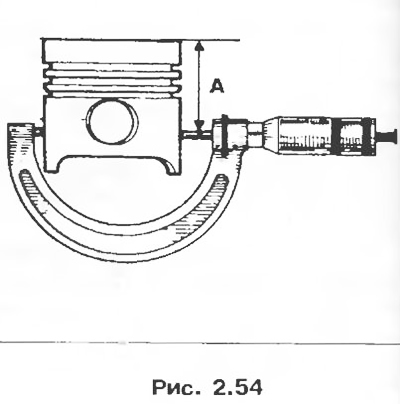
Внимание! Не забравяйте да спазвате избора на диаметри на буталата и цилиндровите втулки. Изборът се определя от позицията на отворите T спрямо съвпадащата повърхност на главата на цилиндъра. Позицията на тези отвори позволява да се изберат допуските на цилиндровите гилзи в тяхната група с номинални размери и съответно диаметрите на буталата, съответстващи на тези допуски (таблица 2.1)
Забележка. Маркировката съдържа: 1 и 2 обозначение на групата размери на буталата A или B; T позицията на отворите показва групата размери за всеки цилиндър.
Ремонтни размери: диаметърът на цилиндровата обшивка и буталото е увеличен с 0,25 мм.
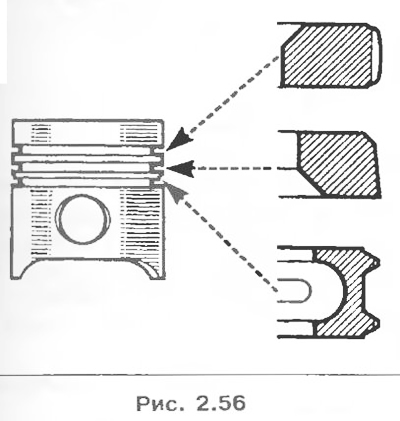
3. Бутални пръстени
Дебелина, мм:
- горен компресионен пръстен 1,47-1,49;
- долен компресионен пръстен 1,47-1,49;
- пръстен за скрепер за масло 2,47-2,49.
4. Биелни пръти
Аксиален луфт на долната глава на свързващия прът, мм: 0,21-0,453.
Таблица 2.3
5. Колянов вал
- Брой на главните лагери 5;
- Аксиален просвет, мм: 0,06-0,235.
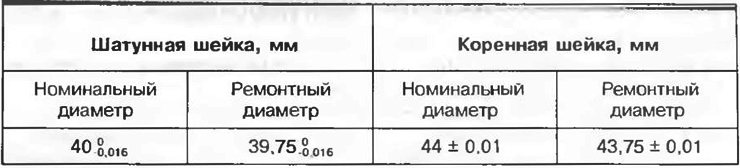
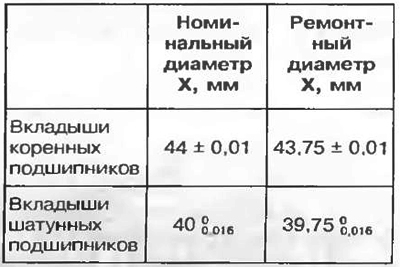
6. Капачки на главния лагер на коляновия вал
Посока на монтаж:
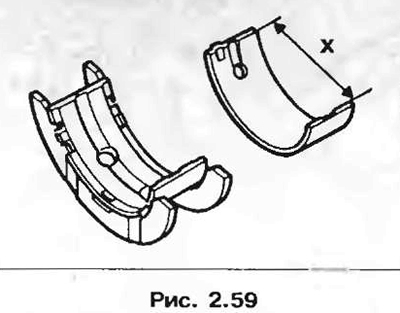
- Инсталирайте лагерните черупки 1-2-3-5 така, че черупките с жлеб A да са върху блока на цилиндъра, а черупките без жлебове B са върху капачките на лагерите.
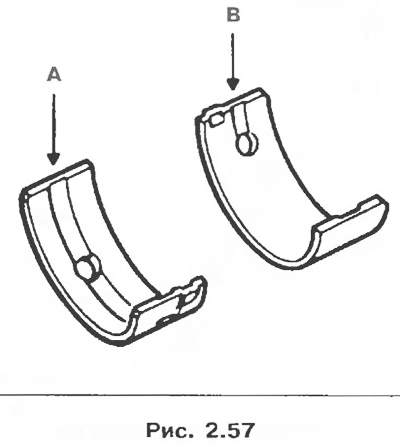
За лагер 3 е монтирана облицовка (U-образна), изработена като едно парче с упорни полупръстени; набраздената обвивка C е монтирана на цилиндровия блок, а облицовката без жлеб D е монтирана на лагерната капачка.
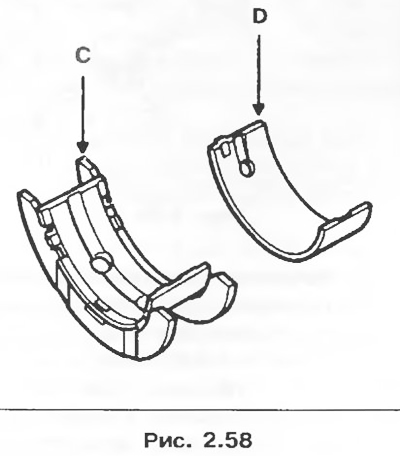
Таблица 2.4. Номинални и ремонтни размери на черупки на основни и биелни лагери
Подробности, които да бъдат заменени при премахване
Всички уплътнения и уплътнения.
Метална тръба на охладителната система.
Болтове на маховика.
Болтове на капачката на свързващия прът.
Монтажни болтове на коляновия вал.
Разглобяване
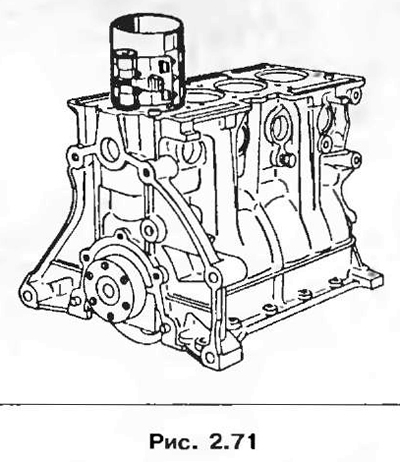
1. Извадете захранващия блок.
2. Свалете главата на цилиндъра (вижте раздела Уплътнение на цилиндровата глава),
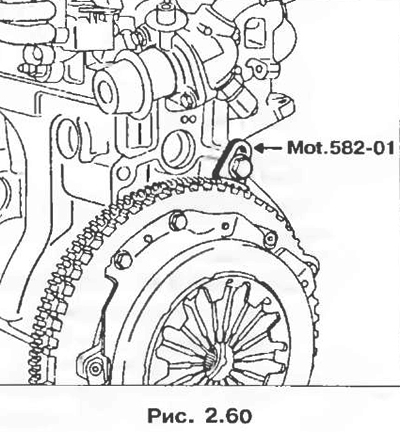
3. Премахнете:
- механизъм и диск на съединителя;
- маховик на двигателя, като го блокирате с инструмент Mot. 582-01.
4. Отстранете масления картер с уплътнение (предлагат се силиконов уплътнител или металопластични уплътнения за вторичен пазар).
5. Свалете шайбата на зъбното колело.
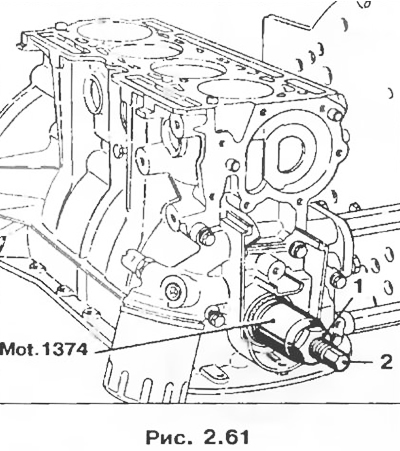
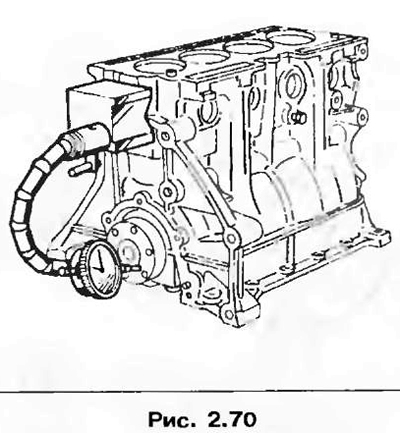
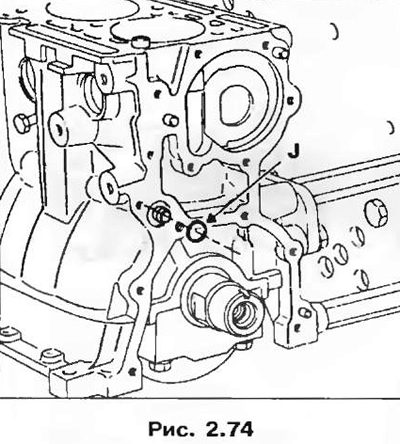
6. Свалете уплътнението на коляновия вал с инструмента Mot. 1374. С помощта на гайката 1 поставете тялото на фиксатора в кутията за пълнене и, завъртайки винта 2, го натиснете навън.
7. Премахнете:
- маслоприемник с уплътнение;
- маслена помпа.
Внимание! Маслената помпа не може да бъде ремонтирана.
Премахване:
- Временна ролка и помпа за охлаждаща течност
8. Премахнете:
- капачки и лагери на биелни пръти;
- бутала с свързващи пръти;
- капачки на главния лагер на коляновия вал и техните облицовки;
- колянов вал;
- черупки на главния лагер, разположени в блока на цилиндъра.
Разглобяване и монтаж на групата свързващ прът-бутало
1. Натискане на буталните щифтове
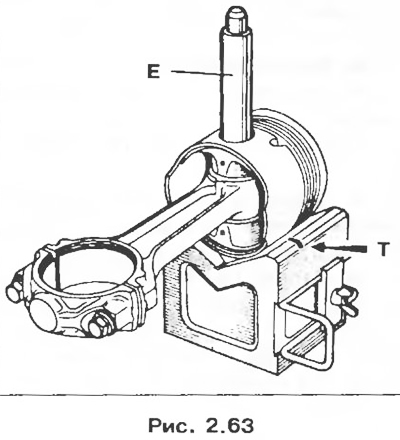
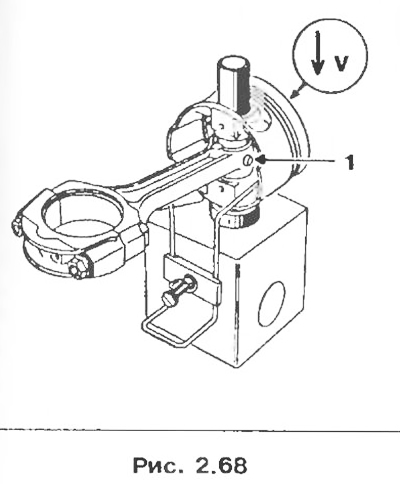
Поставете буталото в V-образния жлеб, така че буталния щифт да се подравни с отвора в лагера (двете Т марки на лагера показват центъра на отвора за лесно подравняване). Натиснете щифта с инструмента E.
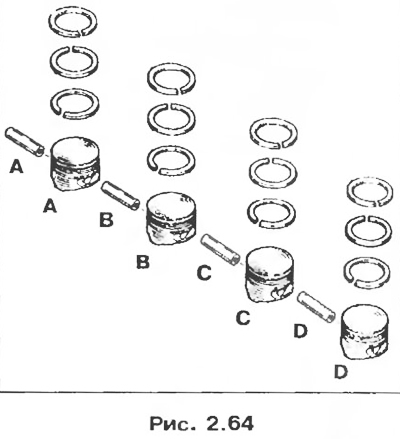
2. Подготовка на групи бутални щифтове
Частите на доставените групи бутални щифтове са взаимно съчетани. Етикетирайте всяка група опаковъчни части от A до D, за да поддържате съответствие. Отстранете антикорозионното покритие от частите, но в никакъв случай не изстъргвайте частите.
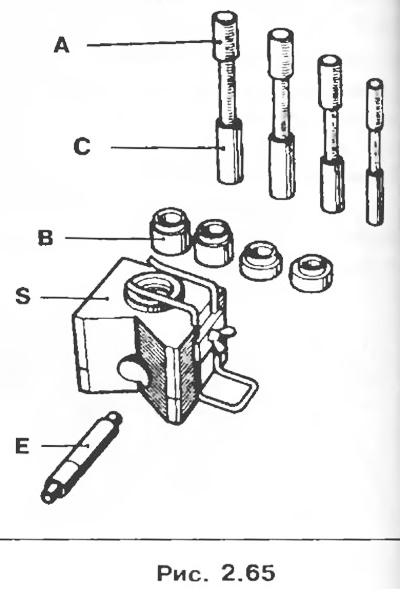
3. Монтаж на бутални щифтове
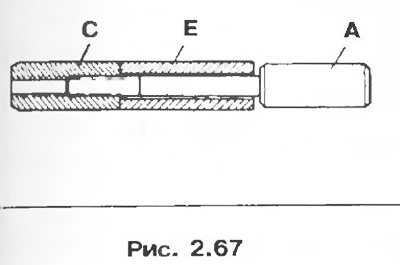
Буталните щифтове се притискат в горните глави на свързващите пръти и се въртят свободно в главите на буталата. Буталните щифтове се монтират с помощта на инструмент Mot. 574-21 (доставя се като аксесоар за Mot. 574-22).
A: Монтажни дорници в комплект с центриращи втулки C.
B: Опорни втулки за буталото.
E. Дорник за натискане на пръсти.
S: Опора на буталото.
4. Подготовка на свързващите пръти
Проверете визуално:
- състояние на свързващите пръти (усукване и непаралелност на осите на главите);
- монтиране на капачките на биелните прътове към прътите на биелните (ако е необходимо, почистете с шлифовъчен блок).
Използвайте 1500W котлон за загряване на манивелата. Поставете горните краища на свързващите пръти върху нагревателната плоча.
Уверете се, че главите на свързващия прът прилягат плътно към повърхността на плочата.
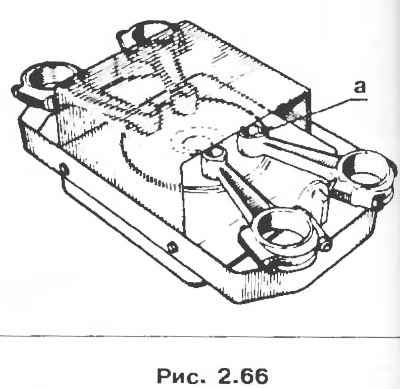
За да контролирате температурата, поставете парче калаена спойка с точка на топене около 250 ° C върху всяка горна глава на свързващия прът в точка а. Загрейте горните краища на свързващите пръти, докато спойката се разтопи.
5. Подготовка на буталните щифтове
Уверете се, че буталните щифтове се плъзгат свободно в главите на новите бутала.
За да монтирате буталните щифтове, използвайте центриращата втулка C17 и монтажния дорник A17.
Плъзнете буталния щифт E върху монтажния дорник A, след това завийте центриращата втулка C върху монтажния дорник, докато спре, и след това го развийте на четвърт оборот.
6. Сглобяване на групата свързващ прът-бутало
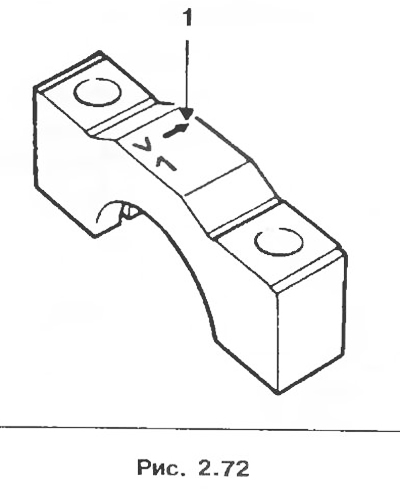
Забележка. Върху главата на буталото е отпечатана стрелка, която след сглобяването трябва да сочи към маховика. Посоката на монтаж на свързващия прът е обозначена с издатина 1, която трябва да е от страната на масломерната пръчка.
Монтирайте втулката B17 върху опората, поставете буталото заедно с щифта върху него, като фиксирате буталото с пружинния ограничител на опората (стрелката трябва да сочи нагоре). Смажете центриращата втулка и буталния болт с двигателно масло. Поставете буталния болт в отворите на буталото, за да проверите и да се уверите, че се движи свободно, центрирайте буталото, ако е необходимо.
След като спойката достигне точката си на топене (трансформация в капчица), продължете както следва:
- отстранете спойката от главата на свързващия прът;
- поставете центриращата втулка на дорника в буталото;
- поставете свързващия прът в буталото;
- Бавно плъзнете буталния щифт, докато центриращата втулка спре един отвор в опората на буталото.
8. Уверете се, че щифтът остава вдлъбнат спрямо външната повърхност на буталото във всяка позиция на свързващия прът в буталото.
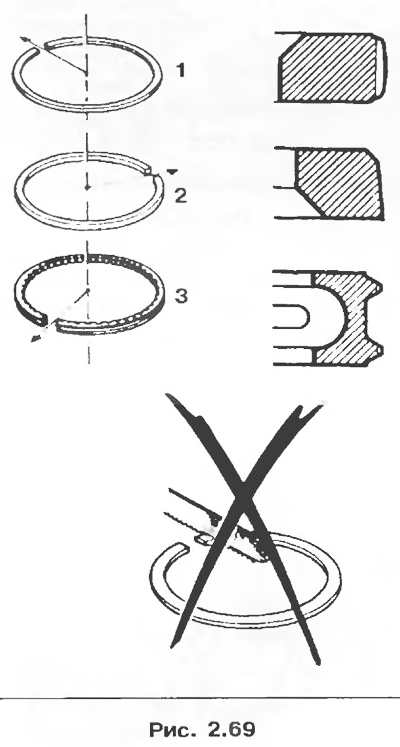
7. Монтаж на бутални пръстени
Буталните пръстени трябва да се движат свободно в каналите на буталото. Не забравяйте да следвате последователността на монтажа на буталните пръстени. Смажете пръстените с двигателно масло и отделете ключалките им (фиг. 2.69).
Сглобяване
1. Монтирайте лагерни черупки. Всички биелни лагери са еднакви. Корпусите на главния лагер на коляновия вал имат отвори за смазване както от страната на главата на цилиндъра, така и от страната на капачката на лагера. Вложката на средния лагер е устойчива и определя аксиалния луфт на коляновия вал.
2. Монтирайте коляновия вал.
3. Смажете главните и свързващите шейни на коляновия вал с двигателно масло.
4. Сменете капачките на лагерите (предварително смажете резбите и повърхностите под главите на болтовете) и затегнете болтовете до 20 Nm, след което ги затегнете на 80°.
Уверете се, че: коляновият вал се върти свободно, аксиалната хлабина на коляновия вал трябва да бъде между 0,06 и 0,235 mm.
5. Изчистете блока от цилиндри.
6. Монтирайте буталата с биелни пръти в цилиндрите на блока с помощта на нагъване.
7. Поставете капачките на лагерите на биелния прът така, че стрелката 1 да е обърната към маховика.
8. Затегнете болтовете на капачката на свързващия прът с въртящ момент от 14 Nm, след което ги затегнете под ъгъл от 39 °.
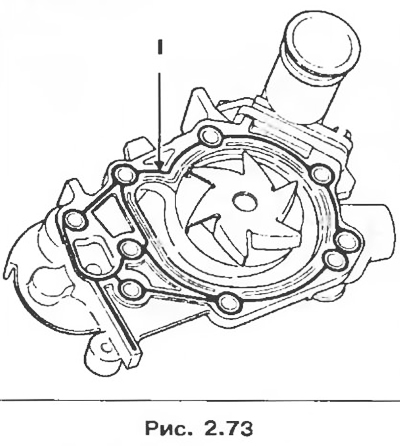
Нанесете зърно 1 от Rhodorseal 5661 върху свързващата повърхност на помпата за охлаждаща течност и поставете отново помпата.
9. Инсталирайте нов о-пръстен за изпускане при всяко повторно сглобяване.
Внимание! Маслената помпа се задвижва от две гърбици, разположени на коляновия вал.
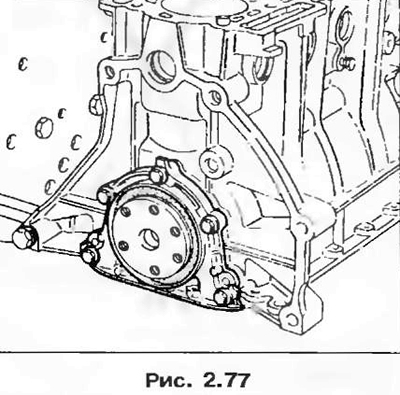
10. Нанесете перла 5 от Rhodorseal 5661 около повърхността на сцеплението на маслената помпа.
11. Монтирайте маслената помпа на блока на цилиндъра и затегнете монтажните болтове с въртящ момент от 9 Nm.
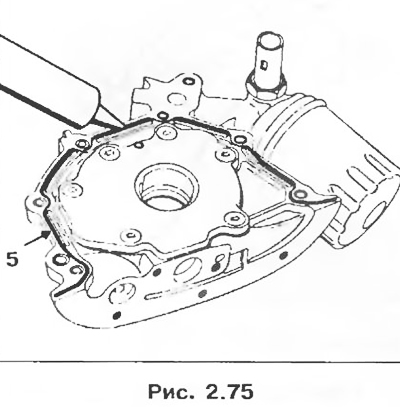
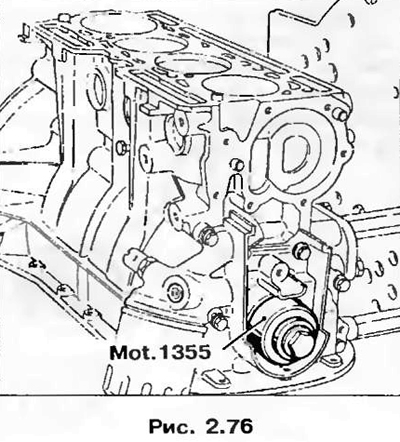
12. Монтирайте ново уплътнение на коляновия вал, като внимавате да не го повредите при преминаване през гърлото, на което е монтирана ангренажната предавка. Натиснете семеринга с инструмента Mot. 1355 г.
13. Нанесете зърна от Rhodorseal 5661 около страната на маховика на свързващата повърхност.
14. Затегнете винтовете с капачката до 9 Nm.
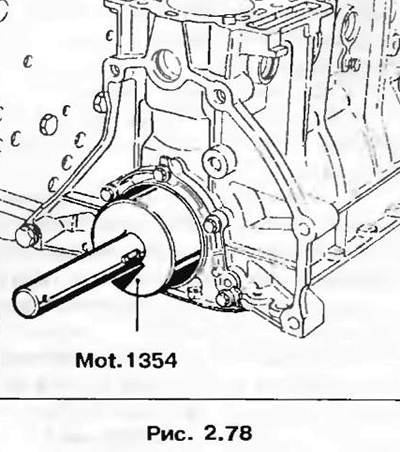
15. Монтирайте уплътнението на коляновия вал с помощта на инструмент Mot. 1354 г.
16. Монтирайте маслоприемника, след като смените неговия уплътнителен пръстен.
17. Почистете свързващите повърхности на цилиндровия блок и масления картер.
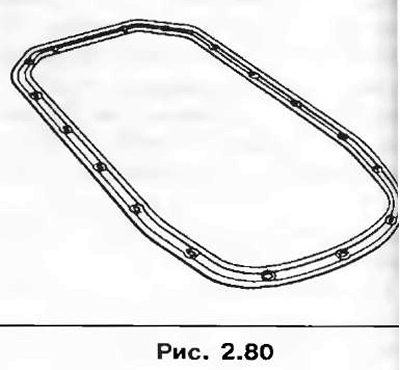
18. Монтирайте масления картер, затегнете монтажните болтове с въртящ момент от 10 Nm.
Забележка. Херметичността на масления картер се осигурява само чрез монтиране на специално уплътнение (уплътнението трябва да е обърнато към блока на цилиндъра).
19. Монтажът се извършва в обратен ред.